You might also like
- Detroit Diesel dd13 dd15 Application Installation ManualDocument304 pagesDetroit Diesel dd13 dd15 Application Installation Manualjody100% (3)
- Flash DrumDocument9 pagesFlash DrumLouis Wang100% (3)
- Simulation of Different Types of Distillation Columns Usig Aspen Plus SoftwareDocument61 pagesSimulation of Different Types of Distillation Columns Usig Aspen Plus SoftwareShashank TiwariNo ratings yet
- Condenser and Heat Exchanger Tube RestorationDocument6 pagesCondenser and Heat Exchanger Tube RestorationspalaniyandiNo ratings yet
- Expansion Valves - Working PrincipleDocument3 pagesExpansion Valves - Working PrinciplePradeep Sukumaran100% (1)
- Comments On Tower Insp. and Chapter 1 IndexDocument6 pagesComments On Tower Insp. and Chapter 1 IndexcutefrenzyNo ratings yet
- Fired Heaters - Cleaning Heater Convection TubesDocument5 pagesFired Heaters - Cleaning Heater Convection TubesReyes SanchezNo ratings yet
- Section 4 Selection of Materials Used in RefineriesDocument39 pagesSection 4 Selection of Materials Used in Refineriesariyamanjula2914100% (1)
- Failure Analysis of Fire Tube Liner (Sleeve)Document6 pagesFailure Analysis of Fire Tube Liner (Sleeve)Mahmoud AbdullahNo ratings yet
- Boilers & Thermal Fluid HeatersDocument53 pagesBoilers & Thermal Fluid HeatersannasitNo ratings yet
- Why A Shell and Tube Heat Exchanger?Document17 pagesWhy A Shell and Tube Heat Exchanger?Avishek KumarNo ratings yet
- Deaerator LearnDocument26 pagesDeaerator Learnsopian320No ratings yet
- Floating Head Heat Exchanger Maintenance GuideDocument15 pagesFloating Head Heat Exchanger Maintenance GuideASWIN.MTNo ratings yet
- Equipment DetailsDocument33 pagesEquipment DetailsSaif Siddiqui100% (1)
- Catalyst Change Out in Tubular ReactorDocument4 pagesCatalyst Change Out in Tubular ReactorSyed Fayaz Ahmed100% (2)
- PHE Manual 0109Document17 pagesPHE Manual 0109dirtylsuNo ratings yet
- Detailed Engineering Drawings, Codes and Standards: Piping & Instrumentation Diagram - Designer ChecklistDocument3 pagesDetailed Engineering Drawings, Codes and Standards: Piping & Instrumentation Diagram - Designer ChecklistSuresh RamakrishnanNo ratings yet
- FiredHeater Online CleaningDocument8 pagesFiredHeater Online CleaningHiep LeNo ratings yet
- AB-507 Installed Fired Heaters GuidelineDocument36 pagesAB-507 Installed Fired Heaters GuidelineRosa galindoNo ratings yet
- iKW PER TRDocument19 pagesiKW PER TRAsif iqbalNo ratings yet
- ExchangerCleaning WebDocument8 pagesExchangerCleaning WebRPC_2404No ratings yet
- TF6 ReportDocument19 pagesTF6 ReportTing Kee Chuong100% (1)
- Use and Importance of Furnaces in Oil RefineriesDocument6 pagesUse and Importance of Furnaces in Oil RefineriesMusa KaleemNo ratings yet
- Introduction To BoilersDocument36 pagesIntroduction To BoilersAdel SukerNo ratings yet
- Thermal elongation brass liner diameter increase problemDocument20 pagesThermal elongation brass liner diameter increase problemmaria katherine pantojaNo ratings yet
- Boiler Safety Program Boiler ProgramDocument8 pagesBoiler Safety Program Boiler Programsalman akbarNo ratings yet
- Troubleshooting Shell-And-Tube Heat ExchangersDocument2 pagesTroubleshooting Shell-And-Tube Heat ExchangersForcus onNo ratings yet
- Fallas Boiler (Babcock and Wilcox)Document8 pagesFallas Boiler (Babcock and Wilcox)scofiel1No ratings yet
- Hitachi Be Bic On Air CompressorDocument2 pagesHitachi Be Bic On Air CompressorFOTOPLES Digital PrintingNo ratings yet
- Exhanger Leakages in VDU - ModifiedDocument14 pagesExhanger Leakages in VDU - ModifiedJay LawsonNo ratings yet
- Packed TowersDocument44 pagesPacked Towersnawazkhan98482No ratings yet
- Calculate steam to carbon ratioDocument8 pagesCalculate steam to carbon ratioSuresh Ramakrishnan100% (1)
- Cleaning Primary Reformer's Convection Section and Combustion Chamber's Firebrick CoatingDocument7 pagesCleaning Primary Reformer's Convection Section and Combustion Chamber's Firebrick CoatingakjayaNo ratings yet
- Inspection of Heat ExchangerDocument83 pagesInspection of Heat ExchangerRaghavanNo ratings yet
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocument9 pagesModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNo ratings yet
- Vacuum Distillation Colume: Mass Transfer Lab AssignmentDocument4 pagesVacuum Distillation Colume: Mass Transfer Lab AssignmentMalik HamidNo ratings yet
- API Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionDocument28 pagesAPI Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionChozha RajanNo ratings yet
- Challenges of Welding of Catalyst TubesDocument16 pagesChallenges of Welding of Catalyst TubesTravis SkinnerNo ratings yet
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- Boiler Feed Water Design CalculationsDocument4 pagesBoiler Feed Water Design Calculationsmohan100% (1)
- Calcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionsDocument8 pagesCalcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionssegundosoporteNo ratings yet
- Boiler Tube FailureDocument7 pagesBoiler Tube FailureBhupendra GobadeNo ratings yet
- Oil Guns and Gas Firing EquipmentDocument24 pagesOil Guns and Gas Firing EquipmentRaul GuarinoNo ratings yet
- WATERTUBE boiler components guideDocument2 pagesWATERTUBE boiler components guideMuhammad Adli Bin Ja'affarNo ratings yet
- What Is Carry Over and Carry Under at The Boiler DrumDocument12 pagesWhat Is Carry Over and Carry Under at The Boiler Drumabdulyunus_amirNo ratings yet
- Hotspot Repair Report SummaryDocument14 pagesHotspot Repair Report SummaryRajabuddin AhmedNo ratings yet
- Bhel Ref No: PW / TSX /hindalco/ Hindalco Mahan, 6X150 MW: ObjectiveDocument2 pagesBhel Ref No: PW / TSX /hindalco/ Hindalco Mahan, 6X150 MW: ObjectiveVenkat RamanNo ratings yet
- Tracerco Diagnostics Tower ScanDocument23 pagesTracerco Diagnostics Tower ScanMiki JaksicNo ratings yet
- AgitatorDocument8 pagesAgitatorMugesh KannaNo ratings yet
- Boiler Types and Classifications - WikiDocument21 pagesBoiler Types and Classifications - WikiKarthik ChillaNo ratings yet
- Condensate ReturnDocument24 pagesCondensate Returnwaheed2286No ratings yet
- Drum in BoilerDocument18 pagesDrum in BoilerRuban Kumar100% (1)
- Mechanical Integrity of Primary Reformer Hot Outlet Headers: Carl E. JaskeDocument18 pagesMechanical Integrity of Primary Reformer Hot Outlet Headers: Carl E. Jaskevaratharajan g rNo ratings yet
- Boiler Acid CleaningDocument5 pagesBoiler Acid CleaningKumar RNo ratings yet
- Whrs ManualDocument41 pagesWhrs ManualAKHLESH JHALLARENo ratings yet
- Procedure of Boiler Acid Cleaning: and Flushing & PassivationDocument4 pagesProcedure of Boiler Acid Cleaning: and Flushing & PassivationSteve Wan100% (2)
- Technical Inspection Report Due To Corrosion Ocured On LPC Pump G-2707Document2 pagesTechnical Inspection Report Due To Corrosion Ocured On LPC Pump G-2707Junie PranantaNo ratings yet
- Boiler ChemicalsDocument7 pagesBoiler ChemicalsTayaChandranNo ratings yet
- BoilerpptDocument11 pagesBoilerpptFarhan SiddiquiNo ratings yet
- De Scaling Plate Heat ExchangersDocument2 pagesDe Scaling Plate Heat ExchangersKiran DuggarajuNo ratings yet
- Boiler Boil OutDocument1 pageBoiler Boil Outgshori2000No ratings yet
- EPRI Field Guide For Boiler Tube Failures PDFDocument2 pagesEPRI Field Guide For Boiler Tube Failures PDFandi suntoroNo ratings yet
- Bangladesh MGI 300TD Continuous Polyester Production Line Bottle FlakeDocument44 pagesBangladesh MGI 300TD Continuous Polyester Production Line Bottle Flakeswapon kumar shillNo ratings yet
- MS For Heat ExchangersDocument6 pagesMS For Heat ExchangersravikumarNo ratings yet
- 30 Ncmer037Document16 pages30 Ncmer037Arslan ArshadNo ratings yet
- TLEbrochure09 2005Document27 pagesTLEbrochure09 2005Arun Kumar KarNo ratings yet
- Fired Heater ComponentsDocument5 pagesFired Heater Componentsahmed atwaNo ratings yet
- Sulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelDocument0 pagesSulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelMatt AgonyaNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Tef - 2016 Sports & GamesDocument4 pagesTef - 2016 Sports & GamesSuresh RamakrishnanNo ratings yet
- PaymentDocument1 pagePaymentSuresh RamakrishnanNo ratings yet
- SHG 37Document15 pagesSHG 37Suresh RamakrishnanNo ratings yet
- Manage H2 supply by reducing HCR and ARD feedDocument1 pageManage H2 supply by reducing HCR and ARD feedSuresh RamakrishnanNo ratings yet
- PIP Accepted IdeasDocument9 pagesPIP Accepted IdeasSuresh RamakrishnanNo ratings yet
- 3247tef-2016 Sports Registration SureshDocument4 pages3247tef-2016 Sports Registration SureshSuresh RamakrishnanNo ratings yet
- 4.7 PSV DesignDocument16 pages4.7 PSV Designganesh82No ratings yet
- RMP HP SD in Nov 16Document2 pagesRMP HP SD in Nov 16Suresh RamakrishnanNo ratings yet
- Steam Carbon Reduction Benefit Calculation 08 - 10Document27 pagesSteam Carbon Reduction Benefit Calculation 08 - 10Suresh RamakrishnanNo ratings yet
- Account Statement From 1 Jan 2014 To 26 May 2014: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument2 pagesAccount Statement From 1 Jan 2014 To 26 May 2014: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceSuresh RamakrishnanNo ratings yet
- TEF Member Data UpdateDocument12 pagesTEF Member Data UpdateSuresh RamakrishnanNo ratings yet
- Simple CalcDocument2 pagesSimple CalcSuresh RamakrishnanNo ratings yet
- Methanol Co Production EconomicsDocument3 pagesMethanol Co Production EconomicsSuresh RamakrishnanNo ratings yet
- Residential Sales Office Contact DetailsDocument1 pageResidential Sales Office Contact DetailsSuresh RamakrishnanNo ratings yet
- C 88 051 Benefit ReportDocument1 pageC 88 051 Benefit ReportSuresh RamakrishnanNo ratings yet
- TEF Sports Day Suresh RegiterDocument1 pageTEF Sports Day Suresh RegiterSuresh RamakrishnanNo ratings yet
- Start Up PlanDocument5 pagesStart Up PlanSuresh RamakrishnanNo ratings yet
- Start Up PlanDocument5 pagesStart Up PlanSuresh RamakrishnanNo ratings yet
- 507 NeemDocument18 pages507 NeemSuresh RamakrishnanNo ratings yet
- Everything you need to know about our on-stage and off-stage programsDocument4 pagesEverything you need to know about our on-stage and off-stage programsSuresh RamakrishnanNo ratings yet
- Simple CalcDocument2 pagesSimple CalcSuresh RamakrishnanNo ratings yet
- Reformer Convection SectionDocument7 pagesReformer Convection SectionSuresh RamakrishnanNo ratings yet
- Start Up PlanDocument5 pagesStart Up PlanSuresh RamakrishnanNo ratings yet
- Format Loop Description-BlankDocument1 pageFormat Loop Description-BlankSuresh RamakrishnanNo ratings yet
- RMP and Fup H Balance Report: H Production H ConsumptionDocument1 pageRMP and Fup H Balance Report: H Production H ConsumptionSuresh RamakrishnanNo ratings yet
- Rubber Chemicals-Melting Range: Standard Test Method ForDocument4 pagesRubber Chemicals-Melting Range: Standard Test Method ForEric FernandesNo ratings yet
- Cryogenics, Key To Advanced Science and TechnologyDocument9 pagesCryogenics, Key To Advanced Science and TechnologylalasandeepgNo ratings yet
- Header DesignDocument12 pagesHeader DesignGun SmithNo ratings yet
- Thermodynamic Properties of Ammonia-Water Mixtures For Power CyclesDocument10 pagesThermodynamic Properties of Ammonia-Water Mixtures For Power CyclesEng ComposerNo ratings yet
- Liquid StateDocument16 pagesLiquid StateFozia ShaikhNo ratings yet
- MTV 410 Exam June 2012Document2 pagesMTV 410 Exam June 2012Wesley BothaNo ratings yet
- Presentation On SteamDocument37 pagesPresentation On SteamJagath WickramasingheNo ratings yet
- Dreyer Analysis 1988Document349 pagesDreyer Analysis 1988Yutt WattNo ratings yet
- Absensi Utility Week 51 (Rev.1) & Absensi Utility Week 52 (Rev.1)Document3 pagesAbsensi Utility Week 51 (Rev.1) & Absensi Utility Week 52 (Rev.1)muhamad syaifuddinNo ratings yet
- Thermodynamics: MTX 220 DefinitionsDocument8 pagesThermodynamics: MTX 220 Definitionspoly WannaNo ratings yet
- MCQ in Power Plant Engineering Part 1 ME Board ExamDocument15 pagesMCQ in Power Plant Engineering Part 1 ME Board ExamAaron Choco De GuzmanNo ratings yet
- 1 2020 Hussain Taher Jamal JTHTDocument12 pages1 2020 Hussain Taher Jamal JTHTShafqat HussainNo ratings yet
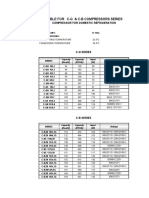
- Table For C-Q & C-B Compressors Series: Compressor For Domestic RefrigerationDocument1 pageTable For C-Q & C-B Compressors Series: Compressor For Domestic RefrigerationRefridi Ca Refrigeracion Industrial40% (5)
- Chapter 5&6 PDFDocument83 pagesChapter 5&6 PDF김민성No ratings yet
- Webinar 8 - Combining THERMOFLEX & Application-Specific ProgramsDocument31 pagesWebinar 8 - Combining THERMOFLEX & Application-Specific ProgramsAbd Elrahman UossefNo ratings yet
- HVACDocument26 pagesHVACAldrich GuarinNo ratings yet
- 17.1 (B) Equilibrium LawDocument7 pages17.1 (B) Equilibrium LawKshiraj PanchalNo ratings yet
- Energy Balances. F&R Chapter 8: Changes When WeDocument22 pagesEnergy Balances. F&R Chapter 8: Changes When Wexyz7890No ratings yet
- Microcanonical Ensemble Unit 8Document12 pagesMicrocanonical Ensemble Unit 8jeep2014No ratings yet
- Document Submission Status: Thermofluodynamic Calculation ReportDocument34 pagesDocument Submission Status: Thermofluodynamic Calculation ReportDuy VuNo ratings yet
- Sci7 Summative q3 2nd PageDocument3 pagesSci7 Summative q3 2nd PagePaMmy RoqueNo ratings yet
- Ventana 04 PDFDocument2 pagesVentana 04 PDFPedro IzquierdoNo ratings yet
- My Courses: Dashboard ME 157-ME Topic 5 Board ExamDocument4 pagesMy Courses: Dashboard ME 157-ME Topic 5 Board ExamLEANDRO LAHINDONo ratings yet