You might also like
- Root Cause Analysis TemplateDocument4 pagesRoot Cause Analysis TemplateIshak MalikNo ratings yet
- Sasi BenchmarkingDocument13 pagesSasi BenchmarkingapplebjNo ratings yet
- Continuous ImprovementDocument25 pagesContinuous ImprovementAndré Brito100% (2)
- IC Simple Root Cause Analysis TemplateDocument1 pageIC Simple Root Cause Analysis TemplateAmin HafizNo ratings yet
- 1448 Data Gmet6 25eph Pfep Tuggers Forkfree 191022Document121 pages1448 Data Gmet6 25eph Pfep Tuggers Forkfree 191022Gustavo FerrerNo ratings yet
- Lean Management: Principles, Tools, and Techniques: #TqmforbetterfutureDocument33 pagesLean Management: Principles, Tools, and Techniques: #Tqmforbetterfuturenasif andriantoNo ratings yet
- PT ABC Continuous Improvement StrategyDocument15 pagesPT ABC Continuous Improvement StrategyAgung SupriyantoNo ratings yet
- Continuous Improvement Toolkit: A3 ThinkingDocument60 pagesContinuous Improvement Toolkit: A3 ThinkingAmit Kumar SinghNo ratings yet
- Quality & Industrial Performance: Supply Chain ManagementDocument50 pagesQuality & Industrial Performance: Supply Chain Managementshivashankar hrNo ratings yet
- 8D Problem Solving Process OverviewDocument64 pages8D Problem Solving Process OverviewidenbelleNo ratings yet
- Lean EN 2018Document48 pagesLean EN 2018Karan KarnikNo ratings yet
- Kaizen CharterDocument3 pagesKaizen CharterDebashishDolonNo ratings yet
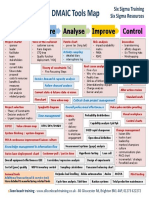
- Six Sigma DMAIC Tools Map Training ResourcesDocument1 pageSix Sigma DMAIC Tools Map Training Resourceshafsa bassemNo ratings yet
- Process mapping and analysis of paper flowDocument3 pagesProcess mapping and analysis of paper flowErnesto GheerNo ratings yet
- 9.3. Kaizen ImplementationDocument29 pages9.3. Kaizen Implementationvinc 98No ratings yet
- Sec 04 Quality Control ProcessDocument37 pagesSec 04 Quality Control Processapi-3699912No ratings yet
- HA CEDAC Workshop INDO Kaizen PartDocument16 pagesHA CEDAC Workshop INDO Kaizen PartHardi BanuareaNo ratings yet
- Lean Strategy by Shyam TalawadekarDocument4 pagesLean Strategy by Shyam Talawadekartsid47No ratings yet
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocument36 pagesCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNo ratings yet
- The 20 Keys To Workplace ImprovementDocument82 pagesThe 20 Keys To Workplace ImprovementVENKATESHAN SNo ratings yet
- Jidoka SampleDocument9 pagesJidoka SampleJohn OoNo ratings yet
- Introduction To Lean Tools and TechniquesDocument30 pagesIntroduction To Lean Tools and Techniquesatiwari1185No ratings yet
- SigmaXL Version 8 WorkbookDocument541 pagesSigmaXL Version 8 WorkbookSunnyNo ratings yet
- Work Breakdown StructureDocument7 pagesWork Breakdown Structurerajdeepsingh16No ratings yet
- Sustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0Document19 pagesSustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0anjo0225No ratings yet
- Quality Function Deployment (QFD) : Mohan Khond Mechanical Engineering Department College of Engineering, PuneDocument18 pagesQuality Function Deployment (QFD) : Mohan Khond Mechanical Engineering Department College of Engineering, Punesan_02No ratings yet
- Implementation of Kaizen and 5S in Plastic PipeDocument6 pagesImplementation of Kaizen and 5S in Plastic Pipeaman tembhekarNo ratings yet
- Fmea Chart 70kb PDFDocument1 pageFmea Chart 70kb PDFmike gamerNo ratings yet
- Unblocking BottlenecksDocument3 pagesUnblocking BottlenecksMaggie GonzalesNo ratings yet
- LSSGB (Simplilearn, 2014) - Lesson - 1. Overview of Lean Six SigmaDocument66 pagesLSSGB (Simplilearn, 2014) - Lesson - 1. Overview of Lean Six Sigmataghavi1347No ratings yet
- Apollo Group Supplier GuideDocument22 pagesApollo Group Supplier GuideCharles BinuNo ratings yet
- 12 Pecb Whitepaper Iso 13053Document9 pages12 Pecb Whitepaper Iso 13053João Paulo Rolim SampaioNo ratings yet
- Report - Building Procurement MethodsDocument21 pagesReport - Building Procurement MethodsAdeniran BamideleNo ratings yet
- Supervisor On-Boarding: Root Cause Analysis 101Document36 pagesSupervisor On-Boarding: Root Cause Analysis 101Anson GarganianNo ratings yet
- 8D 12712Document6 pages8D 12712p4 ifmiaNo ratings yet
- Office (Eng)Document31 pagesOffice (Eng)kingathur26681No ratings yet
- Compensation Management Assignment: Shingo ModelDocument3 pagesCompensation Management Assignment: Shingo ModelHarsheen KaurNo ratings yet
- Planning and Decision MakingDocument132 pagesPlanning and Decision MakingGleiza Two BaguioNo ratings yet
- The Lean Stack - Part 1Document15 pagesThe Lean Stack - Part 1iNFuT™ - Institute for Future TechnologyNo ratings yet
- 1-1 Introduction & AgendaDocument14 pages1-1 Introduction & Agendaanjo0225No ratings yet
- 5 Why SampleDocument4 pages5 Why SampleadninNo ratings yet
- 12 Success Factors PDF PDFDocument3 pages12 Success Factors PDF PDFMd. Injamamul HaqueNo ratings yet
- 5S + Safety Checklist - Shop Floor Area: Sort (Get Rid of What's Not Needed) : ScoreDocument2 pages5S + Safety Checklist - Shop Floor Area: Sort (Get Rid of What's Not Needed) : ScoreumeshjmangroliyaNo ratings yet
- Change Log Project Details: Project No: Date: Full Project Name: Project Manager: Project SponsorDocument7 pagesChange Log Project Details: Project No: Date: Full Project Name: Project Manager: Project SponsorInasAtefNo ratings yet
- 3L and 5 Why Presentation - MKGDocument70 pages3L and 5 Why Presentation - MKGMukesh GuptaNo ratings yet
- Cellular Manufacturing: Benefits of Grouping Similar Processes into CellsDocument12 pagesCellular Manufacturing: Benefits of Grouping Similar Processes into CellsKhushal JoshiNo ratings yet
- Development Process and OrganizationDocument30 pagesDevelopment Process and OrganizationHapsoro Agung JatmikoNo ratings yet
- 2.Kzn Basics@ SCMLD-Pt-2-1 May 09Document36 pages2.Kzn Basics@ SCMLD-Pt-2-1 May 09Dilfaraz KalawatNo ratings yet
- Maintain Continuous Improvement SystemDocument76 pagesMaintain Continuous Improvement SystemJaleto sunkemoNo ratings yet
- Data FallaciesDocument9 pagesData FallaciesAlexandre HesslerNo ratings yet
- Pull Manufacturing: Kanban, Just in Time, Demand FlowDocument53 pagesPull Manufacturing: Kanban, Just in Time, Demand FlowMej HagNo ratings yet
- SIPOC: A Six Sigma Tool Helping On ISO 9000 Quality Management SystemsDocument10 pagesSIPOC: A Six Sigma Tool Helping On ISO 9000 Quality Management SystemsYogesh ChavanNo ratings yet
- Lean Manufacturing PrinciplesDocument14 pagesLean Manufacturing PrinciplesPavithraNo ratings yet
- Purchasing Training Introduction and Working RulesDocument29 pagesPurchasing Training Introduction and Working RulesBirlan AdrianNo ratings yet
- 6W2H - Bulk Spill During Loading ScrapDocument3 pages6W2H - Bulk Spill During Loading Scrapsynyster92xNo ratings yet
- Risk Register Format Example March 2008Document1 pageRisk Register Format Example March 2008Tissa1969No ratings yet
- The Catchball ProcessDocument22 pagesThe Catchball ProcessAntoniojuarezjuarezNo ratings yet
- Error Proofing BasicsDocument16 pagesError Proofing BasicsJohn OoNo ratings yet
- Problem SolvingDocument75 pagesProblem SolvingndesigngmailNo ratings yet
- Quality Quandaries: An Efficient Public SectorDocument5 pagesQuality Quandaries: An Efficient Public SectorMargara PerezNo ratings yet
- Critical Elements Major ImprovementsDocument5 pagesCritical Elements Major ImprovementsMohamed Farag MostafaNo ratings yet
- AOT L C-Arm IntroductionDocument26 pagesAOT L C-Arm IntroductionMargara PerezNo ratings yet
- OrtopediaDocument4 pagesOrtopediaMargara PerezNo ratings yet
- Extremity Operative Reconstruction of The Paralyzed Upper: 1939 21:377-383. Leo MayerDocument8 pagesExtremity Operative Reconstruction of The Paralyzed Upper: 1939 21:377-383. Leo MayerMargara PerezNo ratings yet
- Lyn Halabi - Resume 2023 - V2Document1 pageLyn Halabi - Resume 2023 - V2haniNo ratings yet
- Franchise AgreementDocument21 pagesFranchise AgreementLizanne Gaurana100% (3)
- Ugc Net Chapter 1 - Tourism and AdministrationDocument17 pagesUgc Net Chapter 1 - Tourism and AdministrationMandeep KaurNo ratings yet
- Four-State Furniture Sales Excel Report by StateDocument4 pagesFour-State Furniture Sales Excel Report by Statejasir mustafaNo ratings yet
- Merchandising Inventory System ComparisonDocument5 pagesMerchandising Inventory System Comparisonmama's cornerNo ratings yet
- Plastic Furniture IndustryDocument21 pagesPlastic Furniture IndustryAamir Imtiaz50% (2)
- Countertrade Types and UsesDocument2 pagesCountertrade Types and UsessbharatiyaNo ratings yet
- Mẫu Business Plan 1Document32 pagesMẫu Business Plan 1tranbaoan2180No ratings yet
- Vision, Mission, Objectives and Strategies 1.1 Vision StatementDocument13 pagesVision, Mission, Objectives and Strategies 1.1 Vision Statementvane rondinaNo ratings yet
- ID Pengaruh Media Periklanan Terhadap Pengambilan Keputusan Siswa Smu Untuk MendaftDocument12 pagesID Pengaruh Media Periklanan Terhadap Pengambilan Keputusan Siswa Smu Untuk MendaftInu GenshinNo ratings yet
- Customer Advocacy - A New Era in MarketingDocument6 pagesCustomer Advocacy - A New Era in MarketingpawanhumbaNo ratings yet
- A2 Essentials-of-Marketing DoggoWalkerDocument11 pagesA2 Essentials-of-Marketing DoggoWalkerRini DarathyNo ratings yet
- Dominos ReportDocument20 pagesDominos Reportkuntaljariwala100% (1)
- TRS's Michael Rozbruch Responds To Broad Sweeping Negative Stereotyping of Tax Debt Resolution CompaniesDocument2 pagesTRS's Michael Rozbruch Responds To Broad Sweeping Negative Stereotyping of Tax Debt Resolution Companiesassociate12No ratings yet
- Case StudyDocument2 pagesCase StudyAldrey MercadoNo ratings yet
- Crowding OutDocument3 pagesCrowding OutRashmi RaniNo ratings yet
- Aggregate Planning PPTsDocument43 pagesAggregate Planning PPTsSwati Sucharita DasNo ratings yet
- SC - Exclusive Right To Sell Agreement Listing Agreement (SCAR 220) PDFDocument5 pagesSC - Exclusive Right To Sell Agreement Listing Agreement (SCAR 220) PDFStacey PowellNo ratings yet
- Retail Industry Project on Global Food BazaarDocument64 pagesRetail Industry Project on Global Food BazaarPriyanka YaduNo ratings yet
- BA 105 Notes PadigosDocument8 pagesBA 105 Notes PadigosJuan AntonioNo ratings yet
- Big Bazaar Customer Survey Tables and FiguresDocument4 pagesBig Bazaar Customer Survey Tables and Figurest6ygtvgvNo ratings yet
- Site Pro-1, Inc. v. Better Metal, LLC - Document No. 17Document13 pagesSite Pro-1, Inc. v. Better Metal, LLC - Document No. 17Justia.comNo ratings yet
- ArgumentsDocument8 pagesArgumentsZohaib AhmedNo ratings yet
- OPPO Case StudyDocument27 pagesOPPO Case StudyZamir Yasin AhmedNo ratings yet
- Economic EnvironmentDocument28 pagesEconomic EnvironmentHarsha Bulani Chahat HargunaniNo ratings yet
- Tata Salt - WikipediaDocument4 pagesTata Salt - WikipediaRoja sNo ratings yet
- QuestionnaireDocument5 pagesQuestionnairetamiNo ratings yet
- JD For Marketing Manager - ICICI BankDocument1 pageJD For Marketing Manager - ICICI BankPrachi AroraNo ratings yet
- Holistic Techs. LLC v. Lumina Group - ComplaintDocument63 pagesHolistic Techs. LLC v. Lumina Group - ComplaintSarah BursteinNo ratings yet
- Quintess FinalDocument2 pagesQuintess FinalAnastassiya YershovaNo ratings yet