You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Sop EnglishDocument42 pagesSop Englishapi-236690310No ratings yet
- A Mehtab Arshad Final Reserach30 06 2021Document31 pagesA Mehtab Arshad Final Reserach30 06 2021RohailNo ratings yet
- How To Instantly Connect With AnyoneDocument337 pagesHow To Instantly Connect With AnyoneF C100% (2)
- PAS 19 (Revised) Employee BenefitsDocument35 pagesPAS 19 (Revised) Employee BenefitsReynaldNo ratings yet
- Al HallajDocument8 pagesAl HallajMuhammad Al-FaruqueNo ratings yet
- Sample Blogger Agreement-14Document3 pagesSample Blogger Agreement-14api-18133493No ratings yet
- LabelsDocument34 pagesLabelsRoVin CruzNo ratings yet
- Complaint Affidavit Pag Ibig FundDocument3 pagesComplaint Affidavit Pag Ibig FundHaider De LeonNo ratings yet
- Nypd AcronymDocument4 pagesNypd AcronymMr .X100% (1)
- Nature On Trial: The Case of The Rooster That Laid An EggDocument22 pagesNature On Trial: The Case of The Rooster That Laid An EggacaryaweareNo ratings yet
- Tectabs Private: IndiaDocument1 pageTectabs Private: IndiaTanya sheetalNo ratings yet
- Preamble 1Document2 pagesPreamble 1api-273002310No ratings yet
- Business ProcessesDocument2 pagesBusiness ProcessesjeffNo ratings yet
- ChrisDocument5 pagesChrisDpNo ratings yet
- Focus Notes - Philippine Standard On Auditing 120Document1 pageFocus Notes - Philippine Standard On Auditing 120Kristine Apale100% (1)
- Business and Company Law AnswerDocument13 pagesBusiness and Company Law AnswerCheng Yuet JoeNo ratings yet
- Basic Accounting For HM and TM SyllabusDocument2 pagesBasic Accounting For HM and TM Syllabusjune dela cernaNo ratings yet
- IVS 2017 & Valuation For Secured LendingDocument53 pagesIVS 2017 & Valuation For Secured LendingRanganathan Krishnan0% (1)
- Keys of The Kingdom-EbookDocument18 pagesKeys of The Kingdom-EbookBernard Kolala0% (1)
- Passing Off Action Under Trade Mark LawDocument15 pagesPassing Off Action Under Trade Mark LawPappu KumarNo ratings yet
- ## JSA - 008 - Hydraulic Rig and Mobile Crane MarchingDocument2 pages## JSA - 008 - Hydraulic Rig and Mobile Crane MarchingAbhijit JanaNo ratings yet
- Bill of SaleDocument3 pagesBill of SaleTobias PriceNo ratings yet
- In Modern BondageDocument221 pagesIn Modern BondageetishomeNo ratings yet
- Needle Stick ProtocolDocument1 pageNeedle Stick ProtocolAli S ArabNo ratings yet
- TAX (2 of 2) Preweek B94 - Questionnaire - Solutions PDFDocument25 pagesTAX (2 of 2) Preweek B94 - Questionnaire - Solutions PDFSilver LilyNo ratings yet
- GA Tax GuideDocument46 pagesGA Tax Guidedamilano1No ratings yet
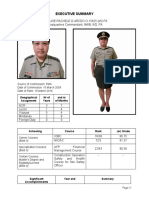
- Executive Summary: Source of Commission: PMA Date of Commission: 16 March 2009 Date of Rank: 16 March 2016Document3 pagesExecutive Summary: Source of Commission: PMA Date of Commission: 16 March 2009 Date of Rank: 16 March 2016Yanna PerezNo ratings yet
- Jetblue PresentationDocument38 pagesJetblue Presentationpostitman33% (3)
- Deutsche Bank, Insider Trading Watermark)Document80 pagesDeutsche Bank, Insider Trading Watermark)info707100% (1)
- DRAC Combined 07.04.2023Document39 pagesDRAC Combined 07.04.2023Ankit DalalNo ratings yet