You might also like
- Flow Accelerated CorrosionDocument9 pagesFlow Accelerated Corrosioncoolguy12345No ratings yet
- Glossary of Metalworking TermsDocument73 pagesGlossary of Metalworking Termsowox91No ratings yet
- 9.57405-Eng - Plating Std.Document20 pages9.57405-Eng - Plating Std.Baravkar Auto Parts100% (1)
- FullMetal Alchemist RPGDocument8 pagesFullMetal Alchemist RPGInae Alves50% (2)
- Caustic Stress Corrosion Cracking of A Graphite Cast Iron ComponentDocument8 pagesCaustic Stress Corrosion Cracking of A Graphite Cast Iron Componentriza9847No ratings yet
- Estimation of FAC in Piping Using CFD and Low-Temp ExperimentsDocument29 pagesEstimation of FAC in Piping Using CFD and Low-Temp Experimentscoolguy12345No ratings yet
- Flow Accelerated CorrosionDocument3 pagesFlow Accelerated CorrosionJose HernandezNo ratings yet
- Control Valves A Source of Pipe Vibration: by H. L. MillerDocument7 pagesControl Valves A Source of Pipe Vibration: by H. L. Millerra9622No ratings yet
- Coke Drum Drum MonitoringDocument22 pagesCoke Drum Drum Monitoringsantino_gentile2893No ratings yet
- SCC of Ss in NAOHDocument9 pagesSCC of Ss in NAOHKarna2504No ratings yet
- Stress Corrosion Cracking Issues in Syngas PlantsDocument12 pagesStress Corrosion Cracking Issues in Syngas PlantsciaoNo ratings yet
- Segregation and Banding in SteelDocument2 pagesSegregation and Banding in SteelskluxNo ratings yet
- Zirconizacion PDFDocument7 pagesZirconizacion PDFgndrx100% (1)
- Bor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelDocument12 pagesBor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelAlejandroAcuñaMaureiraNo ratings yet
- TÜV Industrie Service GmbH Waterside Scaling, Deposition and Corrosion in Steam GeneratorsDocument19 pagesTÜV Industrie Service GmbH Waterside Scaling, Deposition and Corrosion in Steam Generatorsking1qNo ratings yet
- Boiler MaterialsDocument5 pagesBoiler MaterialsRavi ShankarNo ratings yet
- Effect Scale Formation in Boiler Water Wall TubesDocument7 pagesEffect Scale Formation in Boiler Water Wall TubesRishabh ChaureNo ratings yet
- (Tech Insp) Inspection Techniques in Reformer FurnacesDocument10 pages(Tech Insp) Inspection Techniques in Reformer FurnacesruchiniranjanNo ratings yet
- Cracking of Alloy 800H Reformer RiserDocument14 pagesCracking of Alloy 800H Reformer RiserTiah Nam Kuan100% (1)
- Design of Repair Clamp For Online Elimination of Leakage From Bolted Flanged JointsDocument7 pagesDesign of Repair Clamp For Online Elimination of Leakage From Bolted Flanged JointsAlberto Fernando Leon Arismendy100% (1)
- G 1Document3 pagesG 1choodeshNo ratings yet
- Refinery PH Control in Sour Water Stripping e April2010Document2 pagesRefinery PH Control in Sour Water Stripping e April2010sunny_lit6806No ratings yet
- Profile Radiography Article Estimationof CorrosionDocument10 pagesProfile Radiography Article Estimationof Corrosioncoolguy12345No ratings yet
- Selecting Tubing Materials For Power Generation Heat ExchangersDocument20 pagesSelecting Tubing Materials For Power Generation Heat ExchangersPing Apiwat100% (1)
- AVESTA POLARIT - Stainless Steels - Their Properties and Their Suitability For WeldingDocument11 pagesAVESTA POLARIT - Stainless Steels - Their Properties and Their Suitability For Weldingmirza_adil99No ratings yet
- Corrosion Problems in The Oil IndustryDocument8 pagesCorrosion Problems in The Oil IndustryUNIISCRIBDNo ratings yet
- Industrial and Process Furnaces: Principles, Design and OperationFrom EverandIndustrial and Process Furnaces: Principles, Design and OperationNo ratings yet
- Repair of HP Mod AlloyDocument8 pagesRepair of HP Mod AlloyKarna2504No ratings yet
- Damage Analysis of Service Exposed Reformer Tubes in Petrochemical IndustriesDocument16 pagesDamage Analysis of Service Exposed Reformer Tubes in Petrochemical IndustriesAndrea CalderaNo ratings yet
- MECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsDocument13 pagesMECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsOwais MalikNo ratings yet
- LoSalt Polyamine CustomerDocument21 pagesLoSalt Polyamine CustomerDavid Cruz ZamoraNo ratings yet
- Failure Analysis Furnace Radiant TubesDocument13 pagesFailure Analysis Furnace Radiant Tubesjohan garciaNo ratings yet
- Flow Accelerated Corrosion of Pressure Vessels in Fossil Plants - DooleyDocument6 pagesFlow Accelerated Corrosion of Pressure Vessels in Fossil Plants - Dooleyvandrake10No ratings yet
- Why Is TSPDocument4 pagesWhy Is TSPAbhi SharmaNo ratings yet
- Ethylene Furnance InspectionfgDocument6 pagesEthylene Furnance InspectionfgThomas TuckerNo ratings yet
- Reformer Furnace 02Document8 pagesReformer Furnace 02Cesar Armando LanzNo ratings yet
- Overview of Refractory MaterialsDocument54 pagesOverview of Refractory MaterialsHenrique Alvr100% (5)
- OsidationDocument49 pagesOsidationSadhasivam VeluNo ratings yet
- Internal Carburization and Carbide Precipitation in Fe-Ni-Cr Alloy Tubing Retired From Ethylene Pyrolysis ServiceDocument7 pagesInternal Carburization and Carbide Precipitation in Fe-Ni-Cr Alloy Tubing Retired From Ethylene Pyrolysis ServiceSergey Iakovlev67% (3)
- Nickel & Special HT steels for Petrochemical ApplicationsDocument39 pagesNickel & Special HT steels for Petrochemical ApplicationsganeshNo ratings yet
- Hot Corrosion Performance of Alloy and Composite CoatingsDocument12 pagesHot Corrosion Performance of Alloy and Composite CoatingsHarkulvinder SinghNo ratings yet
- 1584Document6 pages1584malsttarNo ratings yet
- Corrosion and Materials Selection For Amine ServiceDocument1 pageCorrosion and Materials Selection For Amine ServicealikajbafNo ratings yet
- Microsoft Word - Creep Behaviour of Reformer TubesDocument95 pagesMicrosoft Word - Creep Behaviour of Reformer Tubeseibrahim1No ratings yet
- PTA SCC: Polythionic acid stress corrosion crackingDocument9 pagesPTA SCC: Polythionic acid stress corrosion crackingMedina EldesNo ratings yet
- Flow in Flow-Accelerated Corrosion For Nuclear Power PlantDocument16 pagesFlow in Flow-Accelerated Corrosion For Nuclear Power PlantSalih Gürkan üyümezNo ratings yet
- Radiative Models For The Furnace Side of A Bottom-Fired ReformerDocument14 pagesRadiative Models For The Furnace Side of A Bottom-Fired Reformerquercitron_7No ratings yet
- I HRSGDocument7 pagesI HRSGJayanath Nuwan SameeraNo ratings yet
- Cold End CorrosionDocument15 pagesCold End Corrosiondafteri11No ratings yet
- Reformer TubesDocument3 pagesReformer TubesTarun ChandraNo ratings yet
- PPChem 2017 19-02-92-102 Authors Copy PublicDocument11 pagesPPChem 2017 19-02-92-102 Authors Copy PublicJan RusaasNo ratings yet
- Selective LeachingDocument13 pagesSelective LeachingMuhammad MohtashimNo ratings yet
- The Role Stainless Steel in Industrial Heat ExchangersDocument46 pagesThe Role Stainless Steel in Industrial Heat ExchangerswholenumberNo ratings yet
- Cast Iron Welding GuideDocument31 pagesCast Iron Welding Guideharoub_nasNo ratings yet
- Maintaining a 40-Year-Old Steam ReformerDocument14 pagesMaintaining a 40-Year-Old Steam Reformervaratharajan g rNo ratings yet
- Corrosion Failure of 4" Pipeline of A Gas Production Well in Egypt Western DesertDocument7 pagesCorrosion Failure of 4" Pipeline of A Gas Production Well in Egypt Western DesertSEP-PublisherNo ratings yet
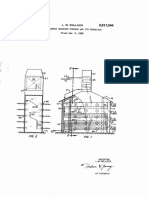
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Document6 pagesDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaNo ratings yet
- Boiler Corrosion MagnetiteDocument14 pagesBoiler Corrosion MagnetiteJakeTheSnake69No ratings yet
- Alleviation of Copper Problems in Fossil PlantsDocument10 pagesAlleviation of Copper Problems in Fossil PlantsYassine LemsyehNo ratings yet
- Uk Finned Technic HeatingspaceDocument18 pagesUk Finned Technic HeatingspacetuzlucayirNo ratings yet
- 2-Metals and Corrosion ResistanceDocument3 pages2-Metals and Corrosion ResistanceRolly SocorroNo ratings yet
- BDooley ACC Corrosion FAC1Document19 pagesBDooley ACC Corrosion FAC1DSGNo ratings yet
- Effect of Boron Content On Hot Ductility and Hot Cracking TIG 316L SSDocument10 pagesEffect of Boron Content On Hot Ductility and Hot Cracking TIG 316L SSafnene1No ratings yet
- Prevent Ammonia Stress Corrosion Cracking in Brass TubesDocument4 pagesPrevent Ammonia Stress Corrosion Cracking in Brass TubesbramNo ratings yet
- Manurite 900bDocument2 pagesManurite 900bAhtsham AhmadNo ratings yet
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDocument18 pagesPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018No ratings yet
- Five Fatal Flaws in API 581Document12 pagesFive Fatal Flaws in API 581Geert Henk WijnantsNo ratings yet
- Corrosion en BombasDocument9 pagesCorrosion en Bombas434lapNo ratings yet
- Control Corrosion in Amine PlantsDocument33 pagesControl Corrosion in Amine Plantscoolguy12345No ratings yet
- France Guideline Review Step1 - FAC MechanismsDocument16 pagesFrance Guideline Review Step1 - FAC Mechanismscoolguy12345No ratings yet
- Refining of Crude and Its Corrosion Control Using Distributed Control SystemDocument7 pagesRefining of Crude and Its Corrosion Control Using Distributed Control Systemcoolguy12345No ratings yet
- Reject DowDocument2 pagesReject Dowcoolguy12345No ratings yet
- Wrc-1992 Diagram Predicting FerriteDocument1 pageWrc-1992 Diagram Predicting Ferritecoolguy12345No ratings yet
- Molybdate Closed SystemsDocument8 pagesMolybdate Closed Systemscoolguy12345No ratings yet
- S-156-Eng 97Document19 pagesS-156-Eng 97coolguy12345No ratings yet
- Proračun I Odabir VentilaDocument20 pagesProračun I Odabir VentilaTenkre Ten0% (1)
- EagleDocument4 pagesEaglecoolguy12345No ratings yet
- Molybdate ArticleDocument16 pagesMolybdate Articlecoolguy12345No ratings yet
- Improve Equipment Reliability with Inspection ProgramsDocument2 pagesImprove Equipment Reliability with Inspection Programscoolguy12345No ratings yet
- HPCL - Mittal Energy Limited: Employee ID: Employee Name: Date of JoiningDocument1 pageHPCL - Mittal Energy Limited: Employee ID: Employee Name: Date of Joiningcoolguy12345No ratings yet
- 11 2002 BANG SDocument10 pages11 2002 BANG SsumoomusNo ratings yet
- Stainless Steel DataDocument4 pagesStainless Steel Datacoolguy12345No ratings yet
- DisplayDocument1 pageDisplaycoolguy12345No ratings yet
- Control Corrosion in Amine PlantsDocument33 pagesControl Corrosion in Amine Plantscoolguy12345No ratings yet
- Fac ExperienceDocument10 pagesFac Experiencecoolguy12345No ratings yet
- FAC PreventionDocument12 pagesFAC Preventioncoolguy12345No ratings yet
- Control of Erosion CorrosionDocument2 pagesControl of Erosion CorrosionminhphuongphamNo ratings yet
- Grey Cast Iron CompositionDocument4 pagesGrey Cast Iron CompositionJigar M. UpadhyayNo ratings yet
- A Seminar Report On Friction Welding: Presented ByDocument12 pagesA Seminar Report On Friction Welding: Presented ByPravat SatpathyNo ratings yet
- International Standard: Round Wire Concentric Lay Overhead Electrical Stranded ConductorsDocument5 pagesInternational Standard: Round Wire Concentric Lay Overhead Electrical Stranded Conductorsjovanma8585No ratings yet
- Principles and Metallurgy: of Ore Dressing XtractiveDocument15 pagesPrinciples and Metallurgy: of Ore Dressing XtractiveShafiqul IslamNo ratings yet
- Presentation - Mediumtermplan2020 Dowa HoldingDocument22 pagesPresentation - Mediumtermplan2020 Dowa HoldingRakhmad sugih hartonoNo ratings yet
- Gold HistoryDocument4 pagesGold HistoryRakesh WalaNo ratings yet
- J.P. Morgan ASEAN CEO-CFO Forum Investor PresentationDocument40 pagesJ.P. Morgan ASEAN CEO-CFO Forum Investor PresentationJovi TobingNo ratings yet
- Kelompok 4 - Classifications of Materials - PPTDocument15 pagesKelompok 4 - Classifications of Materials - PPTAnnas HanifNo ratings yet
- Highschool Department: Neville Learning SchoolDocument29 pagesHighschool Department: Neville Learning SchoolJeuel RobiatoNo ratings yet
- Adobe Scan 04 Mar 2023Document14 pagesAdobe Scan 04 Mar 2023officialfarmaan1009No ratings yet
- Cot 2 Lesson PlanDocument8 pagesCot 2 Lesson PlanImelda BemboNo ratings yet
- Nickel Alloy Inconel 718 Properties and Applications by United Performance MetalsDocument4 pagesNickel Alloy Inconel 718 Properties and Applications by United Performance MetalsShubham SharmaNo ratings yet
- 1.1 Introduction - NotesDocument12 pages1.1 Introduction - NotesabhishekNo ratings yet
- 4 Types of Chips-1Document35 pages4 Types of Chips-1Kishan KashyapNo ratings yet
- Bom 807 4759 Finalstudymaterial2ndterm8science1Document52 pagesBom 807 4759 Finalstudymaterial2ndterm8science1Mohamed AliNo ratings yet
- Ultrasonic WeldingDocument4 pagesUltrasonic WeldingDarryl007No ratings yet
- DS3105 Chemlok220Document4 pagesDS3105 Chemlok220Kelvin Ramírez MartínezNo ratings yet
- 7081 02 Que 20070517Document28 pages7081 02 Que 20070517MERCY LAWNo ratings yet
- Dark Cloud 2Document18 pagesDark Cloud 2Albert JonathanNo ratings yet
- Catalyst Support Effects on Phenol Hydrogenation Over PalladiumDocument12 pagesCatalyst Support Effects on Phenol Hydrogenation Over PalladiumRungrawin NgamkhumNo ratings yet
- Cause of PinholesDocument2 pagesCause of PinholesShubham ChauhanNo ratings yet
- Application Guide Metal-Stainless Stel-Carbon Steel-And Other SubstrateDocument22 pagesApplication Guide Metal-Stainless Stel-Carbon Steel-And Other Substratero snNo ratings yet
- Epocast Marine Handbuch NeuDocument43 pagesEpocast Marine Handbuch Neulucicoto100% (1)
- 1408Document11 pages1408PM LOgsNo ratings yet
- 61process of Soft Soldering and Hard SolderingDocument1 page61process of Soft Soldering and Hard Solderingsriram 1814No ratings yet
- Vinilex 120 Active PrimerDocument2 pagesVinilex 120 Active PrimerBrion Bara IndonesiaNo ratings yet
- PLATINUMDocument12 pagesPLATINUMAli RiazNo ratings yet