You might also like
- Heating Element ArticleDocument10 pagesHeating Element ArticleFrea Kent-Dazze D'DrughiNo ratings yet
- Material EngineeringDocument46 pagesMaterial EngineeringBoaquin KhenNo ratings yet
- Advance Forming TechDocument18 pagesAdvance Forming TechNicholas DarielNo ratings yet
- Ceramic Coatings - Applications in Engineering PDFDocument296 pagesCeramic Coatings - Applications in Engineering PDFdanniNo ratings yet
- FIBROTHAL Handbook Heating and Insulation SystemsDocument44 pagesFIBROTHAL Handbook Heating and Insulation SystemsMuhammad AbrarNo ratings yet
- Methods of Shaping Ceramic PowdersDocument6 pagesMethods of Shaping Ceramic PowdersIr AyenNo ratings yet
- Interceram Article Overview of Shaping Technologies for Advanced Ceramics ProductionDocument5 pagesInterceram Article Overview of Shaping Technologies for Advanced Ceramics ProductionBlank FajardoNo ratings yet
- 7 CeramicsDocument32 pages7 CeramicsSaurabh TripathiNo ratings yet
- Heater DetailsDocument35 pagesHeater DetailsPushkar Pandit100% (1)
- Applications of Energy Storage Systems in Wind Based Power SystemDocument8 pagesApplications of Energy Storage Systems in Wind Based Power SystemEditor IJTSRDNo ratings yet
- Deep Drawing Is One of The Most Crucial and Widely Used Practices of Metal Forming. It IsDocument1 pageDeep Drawing Is One of The Most Crucial and Widely Used Practices of Metal Forming. It IsgauravNo ratings yet
- Thermal Conductivity For Solid PDFDocument7 pagesThermal Conductivity For Solid PDFAhmed AlbayatiNo ratings yet
- Thermal Design Analysis of A Liquid Hydrogen VesselDocument9 pagesThermal Design Analysis of A Liquid Hydrogen Vessel이경률No ratings yet
- Presented By: S M Hifzaan SharieffDocument30 pagesPresented By: S M Hifzaan SharieffhifzaanNo ratings yet
- Friction Stir WeldingDocument22 pagesFriction Stir Weldingkarthik100% (4)
- Report of Battery ModelDocument13 pagesReport of Battery ModelvbvirulkarNo ratings yet
- Isostatic PressingDocument4 pagesIsostatic PressingBelma HasanovicNo ratings yet
- Foundry Technology GuideDocument34 pagesFoundry Technology GuidePranav Pandey100% (1)
- Materials Science and Engineering Notes 091110Document12 pagesMaterials Science and Engineering Notes 091110Mete MetelanNo ratings yet
- Silicon Nitride CeramicDocument43 pagesSilicon Nitride CeramicSukmaSuciNo ratings yet
- Active Metal BrazingDocument14 pagesActive Metal BrazingAngel Leon GeronimoNo ratings yet
- Modelling and Simulation of The Water-Gas Shift in A Packed Bed Membrane ReactorDocument87 pagesModelling and Simulation of The Water-Gas Shift in A Packed Bed Membrane ReactorWu ChengliangNo ratings yet
- Deep DrawingDocument2 pagesDeep Drawingalexmonse2014No ratings yet
- Temperature & Density For CastingsDocument46 pagesTemperature & Density For CastingsRobinson GnanaduraiNo ratings yet
- Hydrogen Storage Using LOHC SystemDocument95 pagesHydrogen Storage Using LOHC SystemMuhammad AbdullahNo ratings yet
- Chapter 1Document36 pagesChapter 1Umesh ChandraNo ratings yet
- Manufacture of 2032 Coin Cell Lithium-Ion BatteryDocument4 pagesManufacture of 2032 Coin Cell Lithium-Ion BatteryTony XRahmanxNo ratings yet
- Chapter 6 Phase DiagramsDocument73 pagesChapter 6 Phase DiagramsSaiful AzrieNo ratings yet
- Graphene Growth on Copper SubstrateDocument41 pagesGraphene Growth on Copper SubstrateKishan Patel100% (2)
- Design of spiral resistance heating elementsDocument6 pagesDesign of spiral resistance heating elementsarg0nautNo ratings yet
- Models - Heat.vacuum FlaskDocument34 pagesModels - Heat.vacuum FlaskNa DiaNo ratings yet
- Ceramic Matrix Composites IntroductionDocument3 pagesCeramic Matrix Composites IntroductionaulNo ratings yet
- Investigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueDocument4 pagesInvestigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueVinoth KumarNo ratings yet
- Alumina Manufacturing ProcessesDocument7 pagesAlumina Manufacturing Processesm_hassanaliNo ratings yet
- Metal CastingDocument28 pagesMetal CastingAngel ChanteyNo ratings yet
- Solid Solutions and Phase Diagrams ExplainedDocument1 pageSolid Solutions and Phase Diagrams ExplainedSaniya SohailNo ratings yet
- Nsport Phenomena in Materials Engineering PDF Book - Mediafile Free File SharingDocument3 pagesNsport Phenomena in Materials Engineering PDF Book - Mediafile Free File SharingSanjeev Sahu0% (1)
- Gmaw PDFDocument8 pagesGmaw PDFsekhar_ntpcNo ratings yet
- Types of Methods of Powder Production:: Physico Chemical Processes Are As UnderDocument11 pagesTypes of Methods of Powder Production:: Physico Chemical Processes Are As UnderDevashish JoshiNo ratings yet
- IE252 Manufacturing Processes Lab ManualDocument39 pagesIE252 Manufacturing Processes Lab ManualGosaye DesalegnNo ratings yet
- METAL CASTING GUIDEDocument18 pagesMETAL CASTING GUIDEvelavansuNo ratings yet
- Smart MaterialsDocument30 pagesSmart MaterialsHarish LambadiNo ratings yet
- AE2253 Unit 2Document15 pagesAE2253 Unit 2Jones Jones Jr.No ratings yet
- Aluminum DopositionDocument6 pagesAluminum DopositionImmi ShaikhNo ratings yet
- l4 The Clausius-UpadiDocument8 pagesl4 The Clausius-UpadiMarcos Sánchez MartínezNo ratings yet
- Ch10 Phase DiagramsDocument79 pagesCh10 Phase DiagramsDhileepan KumarasamyNo ratings yet
- Lecture Chapter 4 Phase Transformation and Metal AlloysDocument79 pagesLecture Chapter 4 Phase Transformation and Metal AlloysWinni TanNo ratings yet
- Chemical Quenching PDFDocument80 pagesChemical Quenching PDFAnonymous MAJuDkNo ratings yet
- Boiling and CondensationDocument5 pagesBoiling and CondensationChaubey AjayNo ratings yet
- Ceramics - Fundamentals of Material Science and EngineeringDocument6 pagesCeramics - Fundamentals of Material Science and Engineeringjohn rhen uyNo ratings yet
- BrassesDocument7 pagesBrassesClaudia MmsNo ratings yet
- Manufacturing Process - Module2.0Document33 pagesManufacturing Process - Module2.0Fiza KamaNo ratings yet
- Casting of Aluminum 201 in The Semi Solid State.Document8 pagesCasting of Aluminum 201 in The Semi Solid State.Nahid LatonaNo ratings yet
- Flame PropogationDocument13 pagesFlame PropogationVenkatesh Peddagari100% (1)
- Slip Casting Ceramic Coin BoxDocument4 pagesSlip Casting Ceramic Coin BoxAlbert Ng Wei KeatNo ratings yet
- POLYPROPYLENE I Thesis (Final)Document8 pagesPOLYPROPYLENE I Thesis (Final)falmubaddelNo ratings yet
- Proto Type Arc FurnaceDocument5 pagesProto Type Arc FurnaceMoudeh ToumaNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Design of Vacuum SystemDocument5 pagesDesign of Vacuum SystemDongwon ShinNo ratings yet
- MODI Schemes & Tours 2014 - 15 - Hand Notes by AffairsCloudDocument12 pagesMODI Schemes & Tours 2014 - 15 - Hand Notes by AffairsCloudShriram AryanNo ratings yet
- Value Analysis and Value EngineeringDocument63 pagesValue Analysis and Value EngineeringVaibhav Vithoba Naik100% (1)
- What Are Composites? A Combination ofDocument34 pagesWhat Are Composites? A Combination ofKrishnaVkNo ratings yet
- How ocean floor topography and temperature varyDocument24 pagesHow ocean floor topography and temperature varyAnkit Sundriyal100% (1)
- Composite Material TechnologyDocument26 pagesComposite Material TechnologyKrishnaVkNo ratings yet
- Reinforcement and Its Types: Composite Materials TechnologiesDocument17 pagesReinforcement and Its Types: Composite Materials TechnologiesKrishnaVkNo ratings yet
- 12 MT Me 2Document36 pages12 MT Me 2Ranjit KumarNo ratings yet
- Metal Matrix CompositesDocument36 pagesMetal Matrix CompositesKrishnaVkNo ratings yet
- Hydraulic AccumulatorDocument20 pagesHydraulic AccumulatorKrishnaVk100% (1)
- With Copper Oxide Nano FluidDocument6 pagesWith Copper Oxide Nano FluidKrishnaVkNo ratings yet
- Network Issues in BankingDocument9 pagesNetwork Issues in BankingKrishnaVkNo ratings yet
- Pondicherry University SyllabusDocument5 pagesPondicherry University SyllabusKrishnaVkNo ratings yet
- COMPOSITE MATERIALS AND PROPERTIESDocument6 pagesCOMPOSITE MATERIALS AND PROPERTIESKrishnaVkNo ratings yet
- IES Electronics 2006 Paper 2Document13 pagesIES Electronics 2006 Paper 2KrishnaVkNo ratings yet
- Rev F AvantaPure Logix 268 Owners Manual 3-31-09Document46 pagesRev F AvantaPure Logix 268 Owners Manual 3-31-09intermountainwaterNo ratings yet
- Case Presentation - Bipolar Affective Disorder 2Document73 pagesCase Presentation - Bipolar Affective Disorder 2Hemant's galaxy All is hereNo ratings yet
- ROM Magazine V1i6Document64 pagesROM Magazine V1i6Mao AriasNo ratings yet
- AWK and SED Command Examples in LinuxDocument2 pagesAWK and SED Command Examples in Linuximranpathan22No ratings yet
- Mutaz Abdelrahim - Doa - MT-103Document17 pagesMutaz Abdelrahim - Doa - MT-103Minh KentNo ratings yet
- A Development of The Test For Mathematical Creative Problem Solving AbilityDocument27 pagesA Development of The Test For Mathematical Creative Problem Solving AbilityanwarNo ratings yet
- Expose Anglais TelephoneDocument6 pagesExpose Anglais TelephoneAlexis SoméNo ratings yet
- Confined Space SafetyDocument33 pagesConfined Space SafetyEneyo VictorNo ratings yet
- Mono - Probiotics - English MONOGRAFIA HEALTH CANADA - 0Document25 pagesMono - Probiotics - English MONOGRAFIA HEALTH CANADA - 0Farhan aliNo ratings yet
- Thinking and Acting Outside The BoxDocument36 pagesThinking and Acting Outside The BoxMariecris GatlabayanNo ratings yet
- Fuather, That Smid Govern-: Such Time As It May Deem Proper: TeDocument18 pagesFuather, That Smid Govern-: Such Time As It May Deem Proper: Tencwazzy100% (1)
- MP & MC Module-4Document72 pagesMP & MC Module-4jeezNo ratings yet
- CONNECTIFYDocument3 pagesCONNECTIFYAbhishek KulshresthaNo ratings yet
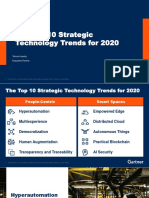
- The Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerDocument31 pagesThe Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerCarlos Stuars Echeandia CastilloNo ratings yet
- Theatre Arts I 9 - 12 Grade Beginning Theatre Students: TH THDocument18 pagesTheatre Arts I 9 - 12 Grade Beginning Theatre Students: TH THAppleSamsonNo ratings yet
- Edexcel A2 Biology 6BI06Document7 pagesEdexcel A2 Biology 6BI06abhayNo ratings yet
- KG ResearchDocument257 pagesKG ResearchMuhammad HusseinNo ratings yet
- Case Study, g6Document62 pagesCase Study, g6julie pearl peliyoNo ratings yet
- BE 510 Business Economics 1 Problem Set 5 SolutionsDocument5 pagesBE 510 Business Economics 1 Problem Set 5 SolutionsCreative Work21stNo ratings yet
- Issue 189Document38 pagesIssue 189Oncampus.net100% (1)
- AI Search Iterative DeepeningDocument4 pagesAI Search Iterative DeepeningNirjal DhamalaNo ratings yet
- Corporate GovernanceDocument35 pagesCorporate GovernanceshrikirajNo ratings yet
- 021SAACK Burner Operating Instructions PDFDocument136 pages021SAACK Burner Operating Instructions PDFmekidmu tadesse100% (1)
- Module 2 What It Means To Be AI FirstDocument85 pagesModule 2 What It Means To Be AI FirstSantiago Ariel Bustos YagueNo ratings yet
- North American Countries ListDocument4 pagesNorth American Countries ListApril WoodsNo ratings yet
- Developmen of Chick EmbryoDocument20 pagesDevelopmen of Chick Embryoabd6486733No ratings yet
- John PFTDocument231 pagesJohn PFTAlexander Santiago ParelNo ratings yet
- Case 1 1 Starbucks Going Global FastDocument2 pagesCase 1 1 Starbucks Going Global FastBoycie TarcaNo ratings yet
- ASCP User GuideDocument1,566 pagesASCP User GuideThillai GaneshNo ratings yet
- Lks Bahasa Inggris Kelas Vii Semester 1 Dan 2Document6 pagesLks Bahasa Inggris Kelas Vii Semester 1 Dan 2ꓰꓡꓡꓰꓠ.ꓓꓰꓖꓰꓠꓰꓣꓰꓢꓢ.No ratings yet