You might also like
- Welding Inspection Ass 1Document7 pagesWelding Inspection Ass 1mohd as shahiddin jafriNo ratings yet
- GE NuovoPignone Starting Motor Drawings ReviewDocument3 pagesGE NuovoPignone Starting Motor Drawings ReviewMarwa KoubaiesNo ratings yet
- DG & EB Check ListDocument43 pagesDG & EB Check ListRamesh MariyappaNo ratings yet
- Standards For High Integrity and Structural Die CastingDocument204 pagesStandards For High Integrity and Structural Die CastingThomas S R100% (1)
- Injection Mold Design: Dr. Naresh BhatnagarDocument65 pagesInjection Mold Design: Dr. Naresh BhatnagarAnkit Bansal88% (8)
- Check For Installation of Diesel Generator SetDocument2 pagesCheck For Installation of Diesel Generator SetgpjegatheeshNo ratings yet
- Safety-focused electrical testing guidelinesDocument33 pagesSafety-focused electrical testing guidelinesmrnoboby0407No ratings yet
- QC InspectionDocument18 pagesQC InspectionUNSTOPPAPAUL100% (1)
- Natural Gas Transportation Development Project - Siak Riau: Inspection Test Plan (Itp) at SiteDocument8 pagesNatural Gas Transportation Development Project - Siak Riau: Inspection Test Plan (Itp) at Siteanang_priNo ratings yet
- Power Cable ChecklistDocument1 pagePower Cable ChecklistjoshmalikNo ratings yet
- Casting Technology: DC School Text BookDocument23 pagesCasting Technology: DC School Text BookmikeNo ratings yet
- Metallurgical Properties of Cast Irons and Their ApplicationsDocument21 pagesMetallurgical Properties of Cast Irons and Their Applicationsa.bNo ratings yet
- Electrical Method Statement GN 8Document5 pagesElectrical Method Statement GN 8Chandree BoonzaaierNo ratings yet
- Portacabin Inspection ChecklistDocument2 pagesPortacabin Inspection ChecklistApm FoumilNo ratings yet
- Check List Tray ListDocument9 pagesCheck List Tray ListAldeline SungahidNo ratings yet
- General Inspection Test PlanDocument7 pagesGeneral Inspection Test PlanAnonymous yypq4pNo ratings yet
- 00-GE-EQA-001 (Rev.a) Site Inspection and Test Plan For Electrical and I&C WorkDocument12 pages00-GE-EQA-001 (Rev.a) Site Inspection and Test Plan For Electrical and I&C WorkAbdul Mohid SheikhNo ratings yet
- Estimation EngineerDocument3 pagesEstimation EngineerjunaidNo ratings yet
- Cast Bullet Basics Guide for BeginnersDocument2 pagesCast Bullet Basics Guide for BeginnersibebrutusNo ratings yet
- EP-MS-P7-F5 Check List of Documents Required For Pre-Qualification of 11KV ID Switchgear PanelsDocument2 pagesEP-MS-P7-F5 Check List of Documents Required For Pre-Qualification of 11KV ID Switchgear PanelsME4ARDNo ratings yet
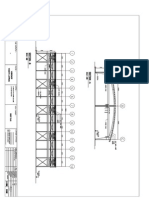
- X StructureDocument1 pageX StructurebayuNo ratings yet
- Appendix 11, Electrical Inspection and Test PlanDocument1 pageAppendix 11, Electrical Inspection and Test PlanBraulio MartinezNo ratings yet
- Electrical Inspection and Test PlanDocument1 pageElectrical Inspection and Test PlanJames Pol JumarangNo ratings yet
- Casting Design ConsiderationsDocument14 pagesCasting Design Considerationssamir100% (7)
- Service, Feeders, Standby Systems Required Lighting OutletsDocument1 pageService, Feeders, Standby Systems Required Lighting OutletsIvar NilastaNo ratings yet
- Mould HPDC Runner PDFDocument18 pagesMould HPDC Runner PDFMohd Nazri SalimNo ratings yet
- Rev.0 - ITP For Cable Pulling & Termination & JointingDocument3 pagesRev.0 - ITP For Cable Pulling & Termination & JointingUtku Can Kılıç100% (1)
- Instrumentation Inspection and Quality Control InterviewDocument3 pagesInstrumentation Inspection and Quality Control InterviewzhangyiliNo ratings yet
- GEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceDocument20 pagesGEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceUmair Awan100% (1)
- Witnessed Routine Test Report Form PDFDocument8 pagesWitnessed Routine Test Report Form PDFSyed Mahaboob BashaNo ratings yet
- ITP - Control PanelDocument2 pagesITP - Control PanelHoras Canman Sianipar100% (1)
- Inspection and Test Plan For Lightning Protection InstallationDocument1 pageInspection and Test Plan For Lightning Protection InstallationUtku Can Kılıç100% (1)
- ITP For Batteries Chargers and UPSDocument7 pagesITP For Batteries Chargers and UPSaryan_iustNo ratings yet
- Document Hndover ChecklistDocument3 pagesDocument Hndover ChecklistM Uzair ShaikhNo ratings yet
- Inspection Test Plan For ElectricalDocument38 pagesInspection Test Plan For ElectricalkhoerulNo ratings yet
- ITP For Instrumentation WorksDocument80 pagesITP For Instrumentation WorksTauqueerAhmadNo ratings yet
- Technical Tender SubmissionDocument1 pageTechnical Tender SubmissionUzezi OkeNo ratings yet
- Owner:: 275/132Kv Kimanis Switchyard Itp For Steel Structure ErectionDocument5 pagesOwner:: 275/132Kv Kimanis Switchyard Itp For Steel Structure ErectionLuqman OsmanNo ratings yet
- Inspection & Test ProcedureDocument14 pagesInspection & Test ProcedureMathivanan Anbazhagan100% (1)
- Inspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1Document1 pageInspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1mansih457No ratings yet
- DSB 95 6 Substation Installation RequirementsDocument40 pagesDSB 95 6 Substation Installation RequirementscesartovarNo ratings yet
- Upgrade Waste Water Systems Electrical Tie-InsDocument75 pagesUpgrade Waste Water Systems Electrical Tie-InsHaleem Ur Rashid Bangash100% (1)
- Template (Electrical Works)Document10 pagesTemplate (Electrical Works)Anonymous Qu7LeENo ratings yet
- r30 I-P - Meat ProductsDocument31 pagesr30 I-P - Meat ProductsAndres CalvoNo ratings yet
- Function Test 132kv Avc PanelDocument9 pagesFunction Test 132kv Avc PanelratheeshkumardNo ratings yet
- Method Statement of Cable Pulling On Trays, Duct Bank & Cable Trenches - Rev BDocument15 pagesMethod Statement of Cable Pulling On Trays, Duct Bank & Cable Trenches - Rev BDonny Subarja100% (2)
- Design of A Chemical Plant PDFDocument2 pagesDesign of A Chemical Plant PDFAdarsh SvNo ratings yet
- Laying 3LPE Carbon Steel Pipeline Project MaharashtraDocument352 pagesLaying 3LPE Carbon Steel Pipeline Project MaharashtravisutsiNo ratings yet
- Earthing and Bonding Method StatementDocument4 pagesEarthing and Bonding Method StatementMusthafa Shaik100% (1)
- Chemical and Process Plant Commissioning Handbook: A Practical Guide to Plant System and Equipment Installation and CommissioningFrom EverandChemical and Process Plant Commissioning Handbook: A Practical Guide to Plant System and Equipment Installation and CommissioningNo ratings yet
- Moduk Def Stan 02-747 Part 2Document44 pagesModuk Def Stan 02-747 Part 2andrew_yeap_2100% (1)
- Kenya Auditor General Office Electrical Works TenderDocument151 pagesKenya Auditor General Office Electrical Works Tenderkuldeep singhNo ratings yet
- Testing and CommissioningDocument10 pagesTesting and Commissioningsallammohamed100% (1)
- TDS - Emaco S88 PlusDocument2 pagesTDS - Emaco S88 PlusVenkata RaoNo ratings yet
- 14 Inspection and TestingDocument3 pages14 Inspection and TestingelmiraNo ratings yet
- Meger Test FormatDocument40 pagesMeger Test FormatProject m707No ratings yet
- Itp PWHTDocument1 pageItp PWHTTridib DeyNo ratings yet
- Medium Voltage Cable Inspection Digital PDFDocument4 pagesMedium Voltage Cable Inspection Digital PDFAnonymous VNu3ODGavNo ratings yet
- Maint - Check List - Oil Filled TransforsDocument2 pagesMaint - Check List - Oil Filled TransforsramNo ratings yet
- Resourceful Project Engineer with Experience in Construction ManagementDocument2 pagesResourceful Project Engineer with Experience in Construction ManagementHussain GodhrawalaNo ratings yet
- ITP For Cable Tray Installation PDFDocument4 pagesITP For Cable Tray Installation PDFMochammad Waris SNo ratings yet
- 10 Technical Specification (Civil) PDFDocument5 pages10 Technical Specification (Civil) PDFaee lweNo ratings yet
- QCP 040 QCP CrmsDocument7 pagesQCP 040 QCP Crmsarockiyathass100% (1)
- Esop 9 Procedure For Third Party Interfaces: Electrical Safety Operating ProceduresDocument7 pagesEsop 9 Procedure For Third Party Interfaces: Electrical Safety Operating Proceduresaslam.ambNo ratings yet
- Handover To QAQC-Anand KumarDocument6 pagesHandover To QAQC-Anand KumarAnonymous fBkcEze1No ratings yet
- Company BrochureDocument32 pagesCompany Brochureamol1321No ratings yet
- 16320Document9 pages16320uddinnadeemNo ratings yet
- Check List For Erection of Switch Gear-FieldDocument3 pagesCheck List For Erection of Switch Gear-Fieldsantoshkumar100% (1)
- Larsen & Toubro Limited: PMC Post Weld Heat Treatment and Hardness Test ReportDocument1 pageLarsen & Toubro Limited: PMC Post Weld Heat Treatment and Hardness Test ReportAnil kumar srivastava0% (1)
- PC-EI-MS-02 Instrument Air Piping & Tubing System InstallationDocument9 pagesPC-EI-MS-02 Instrument Air Piping & Tubing System InstallationMark Anthony AlanoNo ratings yet
- Total Technical Specs PDFDocument259 pagesTotal Technical Specs PDFBhavesh KeraliaNo ratings yet
- Daftar Harga MaterialDocument8 pagesDaftar Harga MaterialbayuNo ratings yet
- Pt. Indo Cipta Konstruksi: Project Schedule NoDocument1 pagePt. Indo Cipta Konstruksi: Project Schedule NobayuNo ratings yet
- Daily Manpower Report CJP 2x1000 MW ProjectDocument32 pagesDaily Manpower Report CJP 2x1000 MW ProjectbayuNo ratings yet
- Direct & Indirect Manpower Time Sheet: Description Working Time 100% 150% 200% TotalDocument1 pageDirect & Indirect Manpower Time Sheet: Description Working Time 100% 150% 200% TotalbayuNo ratings yet
- Construction Performance Control in Steel Structures Projects 2169 0316 1000201Document11 pagesConstruction Performance Control in Steel Structures Projects 2169 0316 1000201JamalNo ratings yet
- Scaffolding Calculation - Sep-Nov 2019Document2 pagesScaffolding Calculation - Sep-Nov 2019bayuNo ratings yet
- BI Stock PortfolioDocument100 pagesBI Stock PortfoliobayuNo ratings yet
- Standart Design Tower SST 53 MDocument23 pagesStandart Design Tower SST 53 Mbayu100% (1)
- 2 - GA-02 - Rev A ModelDocument1 page2 - GA-02 - Rev A ModelbayuNo ratings yet
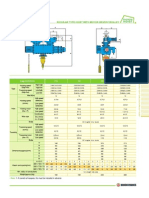
- Semi Gantry backup machine parts listDocument1 pageSemi Gantry backup machine parts listbayuNo ratings yet
- Colour Shape and PaternsDocument1 pageColour Shape and PaternsbayuNo ratings yet
- 3 - GA-03 - Rev A ModelDocument1 page3 - GA-03 - Rev A ModelbayuNo ratings yet
- Semi Gantry2Document1 pageSemi Gantry2bayuNo ratings yet
- Semi Gantry x2Document1 pageSemi Gantry x2bayuNo ratings yet
- 5 - GA-04 - Rev A ModelDocument1 page5 - GA-04 - Rev A ModelbayuNo ratings yet
- WPS Form for FCAW-S WeldingDocument1 pageWPS Form for FCAW-S WeldingbayuNo ratings yet
- 4 - GA-03 - Rev A ModelDocument1 page4 - GA-03 - Rev A ModelbayuNo ratings yet
- 1 - GA-01 - Rev A ModelDocument1 page1 - GA-01 - Rev A ModelbayuNo ratings yet
- 2Document1 page2bayuNo ratings yet
- Gkl2011 - Girder - Rev A ModelDocument1 pageGkl2011 - Girder - Rev A ModelbayuNo ratings yet
- Fasade Front & BackDocument1 pageFasade Front & BackbayuNo ratings yet
- 7Document1 page7bayuNo ratings yet
- 5 Seaside.: T: Rise 1Document1 page5 Seaside.: T: Rise 1bayuNo ratings yet
- 1 Regular Type HoistDocument1 page1 Regular Type HoistbayuNo ratings yet
- 10Document1 page10bayuNo ratings yet
- 6Document1 page6bayuNo ratings yet
- Secton A & BDocument1 pageSecton A & BbayuNo ratings yet
- SiteplanDocument1 pageSiteplanbayuNo ratings yet
- GS - EP - PVV - 158 - EN MaterialsDocument74 pagesGS - EP - PVV - 158 - EN MaterialswilNo ratings yet
- Feeding Risering For Steel Casting Design PDFDocument10 pagesFeeding Risering For Steel Casting Design PDFHusen TaufiqNo ratings yet
- Literature Review: 2.2.1.1 Major Alloying ElementsDocument67 pagesLiterature Review: 2.2.1.1 Major Alloying ElementsniyassalimNo ratings yet
- Devi Ahilya Vishwavidyalaya, Indore: Scheme For B.E. All Semester Examination Effective From July 2006Document88 pagesDevi Ahilya Vishwavidyalaya, Indore: Scheme For B.E. All Semester Examination Effective From July 2006Rahul SakareyNo ratings yet
- Davidson 1984 Competition Composite ContractionDocument5 pagesDavidson 1984 Competition Composite ContractionjotapintorNo ratings yet
- Foundry Engineering MSE-316 Course OverviewDocument25 pagesFoundry Engineering MSE-316 Course OverviewMuhammad AsimNo ratings yet
- Conjugate Beam Method CalculationsDocument246 pagesConjugate Beam Method CalculationsVosotros Jun-JieNo ratings yet
- Die Casting Process GuideDocument41 pagesDie Casting Process GuideSree RamichettyNo ratings yet
- Ultradur B2520Document2 pagesUltradur B2520Phung LucNo ratings yet
- Manufacturing Technology - I Unit - I: 2 Marks Question & AnswersDocument15 pagesManufacturing Technology - I Unit - I: 2 Marks Question & AnswersSK NAGOOR VALI100% (1)
- MA2004 Engineering Materials and Manufacturing Processes 23082021Document7 pagesMA2004 Engineering Materials and Manufacturing Processes 23082021Aloysius TobiasNo ratings yet
- Sheet Metal Gauge Size Chart (Galvanised Steel)Document1 pageSheet Metal Gauge Size Chart (Galvanised Steel)jacksonliNo ratings yet
- Metal Casting SeminarDocument30 pagesMetal Casting SeminarAshish Jadhav0% (1)
- AMP Slides Lecture17Document16 pagesAMP Slides Lecture17Foley OmoniyiNo ratings yet
- Regitz-Consulting GMBH: Do More For LessDocument7 pagesRegitz-Consulting GMBH: Do More For LessLaboratoryNo ratings yet
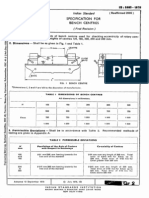
- Bench Centre Is.5980.1978Document3 pagesBench Centre Is.5980.1978Bala MuruNo ratings yet
- 1-Casting Jntuh QSDocument4 pages1-Casting Jntuh QSMr. T. Anjaneyulu Mr. T. AnjaneyuluNo ratings yet
- Gold AlloysDocument16 pagesGold AlloyscoldmailhotmailNo ratings yet
- M.E. Production Engineering - Manufacturing & AutomationDocument41 pagesM.E. Production Engineering - Manufacturing & Automationmaria10018012No ratings yet
- PCN ISI/ Appendix Z1 Issue 1 – dated 1st June 2015 Implementation 01/07/2015Document9 pagesPCN ISI/ Appendix Z1 Issue 1 – dated 1st June 2015 Implementation 01/07/2015Brandon EricksonNo ratings yet