You might also like
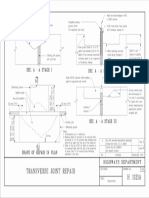
- Transverse Joint RepairDocument1 pageTransverse Joint RepairChâu TúNo ratings yet
- Sikadur 52Document4 pagesSikadur 52Châu TúNo ratings yet
- Clyde Refinery Demolition Work PlanDocument29 pagesClyde Refinery Demolition Work PlanLytzkie George Palada100% (1)
- Checklist - Planning The Safe Use, Erection and Dismantling of Prefabricated or Modular ScaffoldingDocument11 pagesChecklist - Planning The Safe Use, Erection and Dismantling of Prefabricated or Modular ScaffoldingChâu TúNo ratings yet
- Phaàn 3: Thieát Keá Thi CoângDocument14 pagesPhaàn 3: Thieát Keá Thi CoângChâu TúNo ratings yet
- Demolition: S.Ranjith KumarDocument64 pagesDemolition: S.Ranjith KumarMachalyn ChuaNo ratings yet
- Technical Design/ Detailed Design For Construction: Date Description RevDocument6 pagesTechnical Design/ Detailed Design For Construction: Date Description RevChâu TúNo ratings yet
- Session2 Generalsafetyrequirements 150927084710 Lva1 App6891 PDFDocument76 pagesSession2 Generalsafetyrequirements 150927084710 Lva1 App6891 PDFChâu TúNo ratings yet
- Weekly excavation inspectionDocument1 pageWeekly excavation inspectionChâu TúNo ratings yet
- PVC Installation GuideDocument3 pagesPVC Installation GuideChâu TúNo ratings yet
- Al Mussafah A Al Mussafah Ahalia Hospital Al Mussafah Ahalia HospitalDocument4 pagesAl Mussafah A Al Mussafah Ahalia Hospital Al Mussafah Ahalia HospitalChâu TúNo ratings yet
- 22TCN 272 01 I39 5tPUDocument34 pages22TCN 272 01 I39 5tPUChâu Tú100% (1)
- 2014 Deqs Chap1 2Document84 pages2014 Deqs Chap1 2Châu TúNo ratings yet
- RC Final RPDocument16 pagesRC Final RPChâu TúNo ratings yet
- Aluminum Form Work SystemDocument18 pagesAluminum Form Work SystemChâu TúNo ratings yet
- Ho Chi Minh City International UniversityDocument2 pagesHo Chi Minh City International UniversityChâu TúNo ratings yet
- (Xaydung360.Vn) 01 BoQ Interial Works The NASSIMDocument27 pages(Xaydung360.Vn) 01 BoQ Interial Works The NASSIMChâu TúNo ratings yet
- RC Cadd 3Document1 pageRC Cadd 3Châu TúNo ratings yet
- ReadmeDocument9 pagesReadmeSourav PaulNo ratings yet
- RC Cadd 1Document1 pageRC Cadd 1Châu TúNo ratings yet
- Intro To ConstructionDocument52 pagesIntro To ConstructionLeilani JohnsonNo ratings yet
- InstallDocument1 pageInstallChâu TúNo ratings yet
- Ho Chi Minh City International UniversityDocument2 pagesHo Chi Minh City International UniversityChâu TúNo ratings yet
- LogDocument3 pagesLogChâu TúNo ratings yet
- DEqs Midterm Exam 10 11Document2 pagesDEqs Midterm Exam 10 11Châu TúNo ratings yet
- Log ErrorDocument1 pageLog ErrorChâu TúNo ratings yet
- Ho Chi Minh City International UniversityDocument2 pagesHo Chi Minh City International UniversityChâu TúNo ratings yet
- Ho Chi Minh City International UniversityDocument2 pagesHo Chi Minh City International UniversityChâu TúNo ratings yet
- LicenseDocument2 pagesLicensesadsacacaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Exercise 6c ChemistryDocument7 pagesExercise 6c Chemistryapi-533545229No ratings yet
- 4908 BR SolutrixDocument16 pages4908 BR SolutrixalejandroNo ratings yet
- Cell Salts SummariesDocument13 pagesCell Salts SummariesJennifer JenkinsNo ratings yet
- Fatty Material of Diff Soap SamplesDocument13 pagesFatty Material of Diff Soap SamplesRohitNo ratings yet
- 153-Paleoenvironmental Interpretation of Last Millennium Sediments in The Marriaga Swamp, Atrato Delta, Colombia.-2021Document16 pages153-Paleoenvironmental Interpretation of Last Millennium Sediments in The Marriaga Swamp, Atrato Delta, Colombia.-2021vere blancoNo ratings yet
- Comparative Study On Comparative Study On Proximate and Mineral Composition On Parkia Biglobosa (African Locust Bean) Fruits and SeedsDocument6 pagesComparative Study On Comparative Study On Proximate and Mineral Composition On Parkia Biglobosa (African Locust Bean) Fruits and SeedsQuân MinhNo ratings yet
- Economic and Energetic Assessment of Different Phosphorus Recovery Options From Aerobic SludgeDocument10 pagesEconomic and Energetic Assessment of Different Phosphorus Recovery Options From Aerobic SludgeAndresRicardoNo ratings yet
- MCE Cambridge IGCSE Chemistry SB SampleDocument26 pagesMCE Cambridge IGCSE Chemistry SB SampleDvmmy50% (4)
- Growing Wild GinsengDocument28 pagesGrowing Wild GinsengJohn Dough100% (1)
- Effect of Volcanic Ash on Lime Stabilized Expansive Subgrade SoilsDocument24 pagesEffect of Volcanic Ash on Lime Stabilized Expansive Subgrade SoilsAmani ThomasNo ratings yet
- Calcium Chloride CoagulantDocument16 pagesCalcium Chloride CoagulantNghĩa Tô TrungNo ratings yet
- Earth Science Week 4 PDFDocument18 pagesEarth Science Week 4 PDFAniahsNelet100% (2)
- Vehicle Emission Profiles: The Automotive Research Association of India, PuneDocument48 pagesVehicle Emission Profiles: The Automotive Research Association of India, Puneanju goelNo ratings yet
- MCQ Gad 2Document8 pagesMCQ Gad 2AlhanNo ratings yet
- Ageless Secrets EbookDocument13 pagesAgeless Secrets Ebookbonifacesilveira0% (1)
- Eggshalk" Group 1's Investigatory Project: Eggshells To ChalkDocument4 pagesEggshalk" Group 1's Investigatory Project: Eggshells To ChalkJerry Ann DelrosarioNo ratings yet
- 10 Occurrence and Extraction of Metals (Teacher)Document31 pages10 Occurrence and Extraction of Metals (Teacher)otto wongNo ratings yet
- Purpose: Huseyn Abdullayev Leyla Mahmudova Sevinj NuriyevaDocument5 pagesPurpose: Huseyn Abdullayev Leyla Mahmudova Sevinj NuriyevaSevinc NuriyevaNo ratings yet
- Anthony M. Wachinski - Environmental Ion Exchange - Principles and Design-Taylor & Francis, Chapman and Hall - CRC (2016) (1) (044-093)Document50 pagesAnthony M. Wachinski - Environmental Ion Exchange - Principles and Design-Taylor & Francis, Chapman and Hall - CRC (2016) (1) (044-093)HARDY EDDISONNo ratings yet
- (Report) Ecological Profile of Sharavathi River BasinDocument160 pages(Report) Ecological Profile of Sharavathi River BasinRAJENDRA PRASADNo ratings yet
- Food Ingredients and Their Halal StatusDocument121 pagesFood Ingredients and Their Halal StatusMuslim Consumer Group90% (10)
- Scientific Validation of Standardization of Narayana Chendrooram (Kannusamy Paramparai Vaithiyam) Through The Siddha and Modern TechniquesDocument12 pagesScientific Validation of Standardization of Narayana Chendrooram (Kannusamy Paramparai Vaithiyam) Through The Siddha and Modern TechniquesBala Kiran GaddamNo ratings yet
- Nutritional Requirements of Dairy Cattle - Management and Nutrition - Veterinary Manual PDFDocument14 pagesNutritional Requirements of Dairy Cattle - Management and Nutrition - Veterinary Manual PDFraj tewariNo ratings yet
- Livamol Feed Optimiser For Cattle - p6 BrochureDocument20 pagesLivamol Feed Optimiser For Cattle - p6 BrochureJennifer SingleNo ratings yet
- Lecture 35 PDFDocument8 pagesLecture 35 PDFabderrahimn100% (1)
- Hexavalent Chromium Risks and ManagementDocument34 pagesHexavalent Chromium Risks and ManagementOsu Ampawanon100% (2)
- Experiment 5 Chem 26.1Document2 pagesExperiment 5 Chem 26.1Collin Reyes HuelgasNo ratings yet
- Material Selection GuideDocument5 pagesMaterial Selection GuideAnil S ChaudharyNo ratings yet
- Calcium GluconateDocument9 pagesCalcium Gluconatemarkus_danusantosoNo ratings yet
- FAO Shrimp Culture - Pond Design, Operation and ManagementDocument53 pagesFAO Shrimp Culture - Pond Design, Operation and Managementfanuskhan80% (5)