
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Module Assignment: Colligative Properties Solutions DiscussionDocument6 pagesModule Assignment: Colligative Properties Solutions Discussionbebo4gpaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
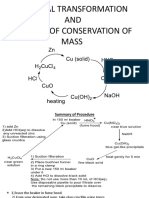
- Chemical Transformation AND The Law of Conservation of MassDocument2 pagesChemical Transformation AND The Law of Conservation of Massbebo4gpaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- BF 02268458Document4 pagesBF 02268458bebo4gpaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- P.M. Patel S.K. Patel K.C. Patel - Synthesis and Characterisation of Polyesters Based On S-TriazineDocument5 pagesP.M. Patel S.K. Patel K.C. Patel - Synthesis and Characterisation of Polyesters Based On S-Triazinebebo4gpaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Curt inDocument4 pagesCurt inAnkit JainNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 3.0.co 2-z) C. Moustrou N. Rebiere M. Frigoli E. Pottier R. Guglielmetti - 1H and 13C NMR Chemical Shifts of Some Thienyl-Substituted ChromenesDocument3 pages3.0.co 2-z) C. Moustrou N. Rebiere M. Frigoli E. Pottier R. Guglielmetti - 1H and 13C NMR Chemical Shifts of Some Thienyl-Substituted Chromenesbebo4gpaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Effect of Gamma-Irradiation On Thermal Decomposition of Tris (1,2-Diaminoethane) Cobalt (II) SulphateDocument6 pagesEffect of Gamma-Irradiation On Thermal Decomposition of Tris (1,2-Diaminoethane) Cobalt (II) Sulphatebebo4gpaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Macromolecules Volume 35 Issue 8 2002 [Doi 10.1021%2Fma011632o] Yamamoto, Takakazu; Lee, Bang-Lin -- New Soluble, Coplanar Poly(Naphthalene-2,6-Diyl)-Type Π-Conjugated Polymer, Poly(Pyrimido[5,4- d ]pDocument7 pagesMacromolecules Volume 35 Issue 8 2002 [Doi 10.1021%2Fma011632o] Yamamoto, Takakazu; Lee, Bang-Lin -- New Soluble, Coplanar Poly(Naphthalene-2,6-Diyl)-Type Π-Conjugated Polymer, Poly(Pyrimido[5,4- d ]pbebo4gpaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Synthesis of Polybinaphthyls Incorporating Chiral (R) - 1,1'-Bi-2,2'-Naphthol Entities With P-Divinylbenzene by Pd-Catalyzed Heck ReactionDocument5 pagesSynthesis of Polybinaphthyls Incorporating Chiral (R) - 1,1'-Bi-2,2'-Naphthol Entities With P-Divinylbenzene by Pd-Catalyzed Heck Reactionbebo4gpaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Studies On Synthesis and Characterization of Some Novel Aromatic Copolyesters Based On S-TriazineDocument9 pagesStudies On Synthesis and Characterization of Some Novel Aromatic Copolyesters Based On S-Triazinebebo4gpaNo ratings yet
- OrganicDocument5 pagesOrganicbebo4gpaNo ratings yet
- 35Document17 pages35bebo4gpaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Chalcones, Pyrazolines and Aminopyrimidines As Antibacterial AgentsDocument5 pagesChalcones, Pyrazolines and Aminopyrimidines As Antibacterial Agentsbebo4gpaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Multistep 2Document4 pagesMultistep 2bebo4gpaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Chem-100 Multiple Choice PracticeDocument2 pagesChem-100 Multiple Choice PracticeOluwatusin Ayo OluwatobiNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Vse 8029Document11 pagesVse 8029bebo4gpaNo ratings yet
- 861bf2f2-3b7f-468d-9ce7-0c3913f04ee3Document4 pages861bf2f2-3b7f-468d-9ce7-0c3913f04ee3bebo4gpaNo ratings yet
- J. Biol. Chem.-1913-Dakin-177-80Document5 pagesJ. Biol. Chem.-1913-Dakin-177-80bebo4gpaNo ratings yet
- 322 e 1 S 01 AnsDocument16 pages322 e 1 S 01 Ansbebo4gpaNo ratings yet
- Exercise 81A - Diels-Alder ReactionsDocument1 pageExercise 81A - Diels-Alder Reactionsbebo4gpaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Reactions of TrichlorotriazineDocument16 pagesReactions of Trichlorotriazinebebo4gpaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Organic Ps Chapter 7Document33 pagesOrganic Ps Chapter 7Mond DamascoNo ratings yet
- OrganicDocument5 pagesOrganicbebo4gpaNo ratings yet
- 02-540RR Published MainmanuscriptDocument56 pages02-540RR Published Mainmanuscriptbebo4gpaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 2008 JTAC Kissinger Kinetic Analysis of Data Obtained Under Different Heating SchedulesDocument19 pages2008 JTAC Kissinger Kinetic Analysis of Data Obtained Under Different Heating Schedulesbebo4gpaNo ratings yet
- Polymer Nanocomposites For Aerospace Applications: CharacterizationDocument7 pagesPolymer Nanocomposites For Aerospace Applications: Characterizationbebo4gpaNo ratings yet
- Journal of Applied Polymer Science Volume 98 Issue 6 2005 (Doi 10.1002 - App.21944) Qiang Li Hanfang Zhong Ping Wei Pingkai Jiang - Thermal Degradation Behaviors of Polypropylene WiDocument6 pagesJournal of Applied Polymer Science Volume 98 Issue 6 2005 (Doi 10.1002 - App.21944) Qiang Li Hanfang Zhong Ping Wei Pingkai Jiang - Thermal Degradation Behaviors of Polypropylene Wibebo4gpaNo ratings yet
- 3.0.co 2-z) C. Moustrou N. Rebiere M. Frigoli E. Pottier R. Guglielmetti - 1H and 13C NMR Chemical Shifts of Some Thienyl-Substituted ChromenesDocument3 pages3.0.co 2-z) C. Moustrou N. Rebiere M. Frigoli E. Pottier R. Guglielmetti - 1H and 13C NMR Chemical Shifts of Some Thienyl-Substituted Chromenesbebo4gpaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- 0 Deec 53 CCB 87 BD 7976000000Document4 pages0 Deec 53 CCB 87 BD 7976000000bebo4gpaNo ratings yet
- Draft: European Standard Norme Européenne Pren 13474-3 Europäische NormDocument34 pagesDraft: European Standard Norme Européenne Pren 13474-3 Europäische NormViorel UngureanuNo ratings yet
- Crealco - Casement 28 - Swift 28 BronchureDocument2 pagesCrealco - Casement 28 - Swift 28 BronchurewittypeeNo ratings yet
- Materials Chemistry and Physics Volume 178 Issue 2016 (Doi 10.1016/j.matchemphys.2016.04.080) Paz, E.C. Dias, J.D.M. Melo, G.H.A. Lodi, T.A. Carvalho, J.O - Physical, Thermal and Structural ProDocument6 pagesMaterials Chemistry and Physics Volume 178 Issue 2016 (Doi 10.1016/j.matchemphys.2016.04.080) Paz, E.C. Dias, J.D.M. Melo, G.H.A. Lodi, T.A. Carvalho, J.O - Physical, Thermal and Structural Prorajinder100% (1)
- Comparative Characteristics of Stone and Glass Mineral WoolDocument4 pagesComparative Characteristics of Stone and Glass Mineral WoolReza KhajeNo ratings yet
- Tekasil Universal TD - V2 - GB - 06 20Document2 pagesTekasil Universal TD - V2 - GB - 06 20Fateh AzwiNo ratings yet
- TWH Led ClassicDocument3 pagesTWH Led Classicvictor farfanNo ratings yet
- IELTS Academic Reading Sample 109 - Sheet Glass Manufacture The Float ProcessDocument5 pagesIELTS Academic Reading Sample 109 - Sheet Glass Manufacture The Float ProcessNhật Chung ĐàoNo ratings yet
- Simes Architectural Exterior LightingDocument432 pagesSimes Architectural Exterior Lightingv_strNo ratings yet
- Explore Beautiful and Secure Steel Doors and WindowsDocument48 pagesExplore Beautiful and Secure Steel Doors and WindowsnaveedNo ratings yet
- Metales Pesados Ph. Eur.Document4 pagesMetales Pesados Ph. Eur.sarasaNo ratings yet
- Patent - Granulated Foam Glass Production SystemDocument15 pagesPatent - Granulated Foam Glass Production SystemArgiliathNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Development and Characterization of Glass Ceramic From Coc1 PDFDocument99 pagesDevelopment and Characterization of Glass Ceramic From Coc1 PDFminahilNo ratings yet
- Melting and boiling pointsDocument14 pagesMelting and boiling pointsRatul RanjanNo ratings yet
- Review of Accelerated Ageing Methods and Lifetime Prediction Techniques For Polymeric Materials - Maxwell, Dean Et Al. NPL ReportDocument84 pagesReview of Accelerated Ageing Methods and Lifetime Prediction Techniques For Polymeric Materials - Maxwell, Dean Et Al. NPL ReportDavide DuranteNo ratings yet
- Translucent ConcreteDocument7 pagesTranslucent ConcreteNyla VaidyaNo ratings yet
- Non Metallic Materials Used For Machine Elements2Document42 pagesNon Metallic Materials Used For Machine Elements2RajanikantJadhavNo ratings yet
- Durability Issues of FRP Rebars in Reinforced Concrete MembersDocument12 pagesDurability Issues of FRP Rebars in Reinforced Concrete MembersJamalNo ratings yet
- Cte Ongc SpecDocument21 pagesCte Ongc SpecMohamed HushainNo ratings yet
- Experiment 10 Glass Blowing 10.1 Objectives: SKU3073 Chemistry Semester 1 2020/2021Document12 pagesExperiment 10 Glass Blowing 10.1 Objectives: SKU3073 Chemistry Semester 1 2020/2021Maldini JosnonNo ratings yet
- Chem F4 Chapter 8Document6 pagesChem F4 Chapter 8JΞτΗασNo ratings yet
- 200-80 R2 InsulationGeneralDocument7 pages200-80 R2 InsulationGeneralMayur PatelNo ratings yet
- VHB All TDSDocument10 pagesVHB All TDSElma TabakNo ratings yet
- 07Document25 pages07supriyo1970No ratings yet
- Boq NecoDocument29 pagesBoq NecoSarrows PrazzapatiNo ratings yet
- Glass RecyclingDocument17 pagesGlass RecyclingSohail Freah Abo HassiraNo ratings yet
- History of Glass ResourcesDocument4 pagesHistory of Glass ResourcespLangpLingpLungNo ratings yet
- Filtration and ClarificationDocument50 pagesFiltration and ClarificationHasnat TariqNo ratings yet
- Anaerobic Digester BrochureDocument8 pagesAnaerobic Digester BrochureGrey NghidengwaNo ratings yet
- Glass IndustryDocument43 pagesGlass IndustryYunus Ahmed67% (3)
- Ol-38-19enhancement of Outcoupling Efficiency of OrganicDocument3 pagesOl-38-19enhancement of Outcoupling Efficiency of OrganicJesel UnNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)














![Macromolecules Volume 35 Issue 8 2002 [Doi 10.1021%2Fma011632o] Yamamoto, Takakazu; Lee, Bang-Lin -- New Soluble, Coplanar Poly(Naphthalene-2,6-Diyl)-Type Π-Conjugated Polymer, Poly(Pyrimido[5,4- d ]p](https://imgv2-2-f.scribdassets.com/img/document/340260201/149x198/d81a97a4e1/1488018093?v=1)






















































































