You might also like
- Balance de Materia en Régimen DinámicoDocument7 pagesBalance de Materia en Régimen DinámicoRonny Peralta0% (1)
- Analisis y Diseño de EdificiosDocument149 pagesAnalisis y Diseño de EdificiosFranklin James CabreraNo ratings yet
- Concreto Armado - PpsDocument120 pagesConcreto Armado - PpsCristobal Jimenez MuchoNo ratings yet
- Concepto de Mol y Masa MolarDocument19 pagesConcepto de Mol y Masa MolarPato OntiverosNo ratings yet
- Curso Partes Funcionamiento Scooptram Equipo LHD Sandvick PDFDocument63 pagesCurso Partes Funcionamiento Scooptram Equipo LHD Sandvick PDFPauccaraC.Albert80% (5)
- Asistente AdministrativoDocument4 pagesAsistente AdministrativozamirNo ratings yet
- Pavimento AeropuertoDocument155 pagesPavimento Aeropuertojob_jpcc100% (3)
- Precio Particular in Sumo TipovDocument5 pagesPrecio Particular in Sumo TipovCL DarwinNo ratings yet
- MC 85 2008 MC BasesDocument4 pagesMC 85 2008 MC BasesManuel VCNo ratings yet
- Formatos DS016 2012EFDocument12 pagesFormatos DS016 2012EFDaniela Orbegozo ArevaloNo ratings yet
- Pavimento AeropuertoDocument155 pagesPavimento Aeropuertojob_jpcc100% (3)
- Rep Araci OnDocument31 pagesRep Araci OnEle Miranda SanchezNo ratings yet
- MC 30Document2 pagesMC 30David RodriguezNo ratings yet
- Sika SellavialDocument4 pagesSika Sellavialsobamelachota0% (1)
- Asfaltos LíquidosDocument2 pagesAsfaltos LíquidosCL DarwinNo ratings yet
- RC 250 PDFDocument2 pagesRC 250 PDFCL DarwinNo ratings yet
- Chemaalquitran PDFDocument1 pageChemaalquitran PDFCL DarwinNo ratings yet
- Tejas DecorativasDocument7 pagesTejas Decorativasblinkelkpo18No ratings yet
- 7.-Apu - Cerco PerimetricoDocument10 pages7.-Apu - Cerco PerimetricoCL DarwinNo ratings yet
- Teja Andina EternitDocument10 pagesTeja Andina Eternitraver144No ratings yet
- RC 250 PDFDocument2 pagesRC 250 PDFCL DarwinNo ratings yet
- Vocab Ula RioDocument1 pageVocab Ula RioCL DarwinNo ratings yet
- Asfaltos LíquidosDocument2 pagesAsfaltos LíquidosCL DarwinNo ratings yet
- Teja Andina EternitDocument10 pagesTeja Andina Eternitraver144No ratings yet
- Rendimiento Obra Abel PDFDocument1 pageRendimiento Obra Abel PDFCL DarwinNo ratings yet
- Asfaltos LíquidosDocument2 pagesAsfaltos LíquidosCL DarwinNo ratings yet
- Ficha Tecnica de Capacitacion en Obra PDFDocument3 pagesFicha Tecnica de Capacitacion en Obra PDFCL DarwinNo ratings yet
- Metrados Acero de San Luis GonzagaDocument218 pagesMetrados Acero de San Luis GonzagaCL DarwinNo ratings yet
- c1 c2 c3 Primer Nivel Plano ComedorDocument1 pagec1 c2 c3 Primer Nivel Plano ComedorCL DarwinNo ratings yet
- Los Buenos Habitos AyudanDocument1 pageLos Buenos Habitos AyudanCL DarwinNo ratings yet
- Seguridad y SeguridadDocument2 pagesSeguridad y SeguridadCL DarwinNo ratings yet
- Energia SolarDocument12 pagesEnergia SolarMauri GómezNo ratings yet
- Carga ElectricaDocument3 pagesCarga ElectricaJuan K MartinezNo ratings yet
- Fundaciones ProfundasDocument50 pagesFundaciones ProfundasMayraBP100% (5)
- Incinerador TermalDocument22 pagesIncinerador TermalMChKatherinNo ratings yet
- Formato Permiso Integral de Trabajo HTGDocument6 pagesFormato Permiso Integral de Trabajo HTGRodrigo CastroNo ratings yet
- Técnicas de Muestreo (-1Document25 pagesTécnicas de Muestreo (-1Samuel EspinozaNo ratings yet
- Reduccion CarbotermicaDocument13 pagesReduccion CarbotermicaIngrid MartinezNo ratings yet
- Métodos Licuefacción de GasesDocument8 pagesMétodos Licuefacción de GasesJefferson Paúl AngosNo ratings yet
- Dirigida 9-HidrostáticaDocument15 pagesDirigida 9-Hidrostáticaxa asadNo ratings yet
- Cuestionario Respiracion y FotosintesisDocument5 pagesCuestionario Respiracion y FotosintesisAnonymous 5RyfXG7100% (1)
- 6.5 Flujo Laminar y TurbulentoDocument3 pages6.5 Flujo Laminar y TurbulentoNriqueZhuniorNo ratings yet
- Práctica 12. EstequiometríaDocument6 pagesPráctica 12. EstequiometríaValentina LinaresNo ratings yet
- PROBLEMARIODocument3 pagesPROBLEMARIOOmar Esteban ValenciaNo ratings yet
- Datos Técnicos Especificaciones ANSULEX de Bajo PHDocument1 pageDatos Técnicos Especificaciones ANSULEX de Bajo PHjoana ramirezNo ratings yet
- Ingles 5 GUIAS FORMATIVAS B&P 5 Agosto 2012Document98 pagesIngles 5 GUIAS FORMATIVAS B&P 5 Agosto 2012Nan Mejia TlakaNo ratings yet
- Feromonas Como Atractantes en La Alimentación AcuicolaDocument57 pagesFeromonas Como Atractantes en La Alimentación AcuicolaJairo GarciaNo ratings yet
- Actividad 12: Control de Las Actividades Celulares: FimcborDocument8 pagesActividad 12: Control de Las Actividades Celulares: FimcborPedro PulecioNo ratings yet
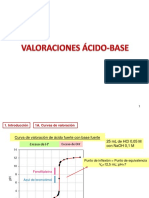
- Semana 7 Valoración Ácido-BaseDocument19 pagesSemana 7 Valoración Ácido-BaseYhonneer LizarasoNo ratings yet
- TermografiaDocument9 pagesTermografiaJunior Roger Enriquez SifuentesNo ratings yet
- Ensayo #1 QuimicaDocument12 pagesEnsayo #1 QuimicaValenzuela C PazNo ratings yet
- Ensayos de EficaciaDocument26 pagesEnsayos de EficaciaMalú LecarosNo ratings yet
- Introduccion - ConclusionDocument55 pagesIntroduccion - ConclusionJuan Chuviru SupayabeNo ratings yet
- Metodo TermicoDocument18 pagesMetodo TermicoDavid BaruchNo ratings yet
- Enzimas DigestivasDocument9 pagesEnzimas DigestivasJaime MeridaNo ratings yet
- Plan de Clase Sesion 04.01 Mecanica de Fluidos PDFDocument32 pagesPlan de Clase Sesion 04.01 Mecanica de Fluidos PDFyimmyNo ratings yet
- Reologia de Alimentos ProcesadosDocument14 pagesReologia de Alimentos ProcesadosFiorella Lucia Tito AguilarNo ratings yet