You might also like
- Magnetic Particle InspectionDocument14 pagesMagnetic Particle InspectionJohn Kennedy RosalesNo ratings yet
- Ficha Particula Negra en Polvo PDFDocument3 pagesFicha Particula Negra en Polvo PDFCarlos JacoboNo ratings yet
- Magnaglo Reg 14A Fluorescent Magnetic Powder Wet MethodDocument2 pagesMagnaglo Reg 14A Fluorescent Magnetic Powder Wet Methodharanus2000No ratings yet
- Handbook For Magnaflux L10 CoilDocument4 pagesHandbook For Magnaflux L10 CoilmgmqroNo ratings yet
- MPTDocument78 pagesMPThash117No ratings yet
- MPI Y 8 Battery Powered Yoke Instructions PDFDocument2 pagesMPI Y 8 Battery Powered Yoke Instructions PDFOmar Medina CalleNo ratings yet
- Handbook For Magnaflux Y6 Electromagnetic Yoke Nov 11 English Printable VersionDocument4 pagesHandbook For Magnaflux Y6 Electromagnetic Yoke Nov 11 English Printable VersionAnonymous AlhzFE9EVNNo ratings yet
- Magneticparticleinspection 140603035336 Phpapp01Document33 pagesMagneticparticleinspection 140603035336 Phpapp01Prathamesh RathodNo ratings yet
- Handbook For Magnaflux Y7 Electromagnetic Yoke Nov 11 English N Printable VersionDocument4 pagesHandbook For Magnaflux Y7 Electromagnetic Yoke Nov 11 English N Printable VersionGuillermo Manuel SchödlNo ratings yet
- 7HFDocument3 pages7HFMuhammad Bilal KhattakNo ratings yet
- Industrial Instrumentation IIDocument15 pagesIndustrial Instrumentation IIHarsha_2994No ratings yet
- Magnetic Particle Testing Procedure PDFDocument7 pagesMagnetic Particle Testing Procedure PDFNaveen MeenaNo ratings yet
- Nde ProceduresDocument66 pagesNde Proceduressoumaya yahyaouiNo ratings yet
- Magnetic Particle NDT MT and MPIDocument3 pagesMagnetic Particle NDT MT and MPIsheikbbaNo ratings yet
- Standard Keur 00820-702: 1 Scope and Field of Application 1.1 ScopeDocument6 pagesStandard Keur 00820-702: 1 Scope and Field of Application 1.1 ScopeEsin DenizNo ratings yet
- Magnetic Particle TestingDocument38 pagesMagnetic Particle Testingtbmari100% (2)
- MPI Crack Detection in MetalsDocument36 pagesMPI Crack Detection in MetalsIris Garcia100% (2)
- MPI ProcedureDocument10 pagesMPI Procedure今夕何夕No ratings yet
- Magnetic Particle TestingDocument30 pagesMagnetic Particle TestingAlmahi Eltigani AhmedNo ratings yet
- MPT Magnetic Particle TestingDocument32 pagesMPT Magnetic Particle TestingAtheena Paulson100% (1)
- MVU-1A Service ManualDocument14 pagesMVU-1A Service ManualNguyễn Mai Thanh LộcNo ratings yet
- Bench Magnetic Particle ExperimentDocument8 pagesBench Magnetic Particle ExperimentJagajith Sathis Chandran NairNo ratings yet
- Magnetic Particle InspectionDocument34 pagesMagnetic Particle InspectionSyed Tanveer100% (2)
- Special End Area Inspection SOPDocument8 pagesSpecial End Area Inspection SOPAsrNo ratings yet
- Magnetic Particle InspectionDocument6 pagesMagnetic Particle InspectionRaj Malhotra100% (1)
- Practical Contracts For UTDocument5 pagesPractical Contracts For UTMahade Hasan DipuNo ratings yet
- Yugo Magnetico en Ingles 1Document6 pagesYugo Magnetico en Ingles 1NeON-DarCKNo ratings yet
- Troubleshooting Guide QsonicaDocument8 pagesTroubleshooting Guide QsonicaaricheNo ratings yet
- Unit 1-2 Mag. Particle TestingDocument37 pagesUnit 1-2 Mag. Particle TestingMohammed Fakhruddin Hasan NizamiNo ratings yet
- Day 2Document33 pagesDay 2Leonard PawanNo ratings yet
- Magnetic Particle Examination Procedure PorDocument7 pagesMagnetic Particle Examination Procedure PorFasil ParuvanathNo ratings yet
- Silica Analyzer NAvigator 600 Inf09 - 020 - 1 - PRDocument6 pagesSilica Analyzer NAvigator 600 Inf09 - 020 - 1 - PRWajid HussainNo ratings yet
- Mecc Alte Portable Ts GuideDocument9 pagesMecc Alte Portable Ts GuidesfeNo ratings yet
- Exp1 RotateDocument8 pagesExp1 RotatePoyraz BulutNo ratings yet
- Visual 2Document1 pageVisual 2CARLOS SUNTAXINo ratings yet
- STM Tip PrepDocument9 pagesSTM Tip Prephermas67No ratings yet
- Electrolyte AnalyzerDocument93 pagesElectrolyte AnalyzerTulu Tv100% (2)
- M24 Centrifuge Instruction Manual in Under 5 MinutesDocument4 pagesM24 Centrifuge Instruction Manual in Under 5 MinutesBiomedicaNo ratings yet
- Continuous Method Test BlockDocument2 pagesContinuous Method Test BlockAnonymous gFcnQ4go0% (1)
- Wet Magnetic Particle Testing and Dry Magnetic Particle TestingDocument2 pagesWet Magnetic Particle Testing and Dry Magnetic Particle TestingLlewellyn AspaNo ratings yet
- GAS Leakage and Crack Detection PDFDocument4 pagesGAS Leakage and Crack Detection PDFVinodNo ratings yet
- Centrifuge - Tube - Magnetic Particle AccessoriesDocument3 pagesCentrifuge - Tube - Magnetic Particle AccessoriesDieguitoPaul AvilesNo ratings yet
- Standard Practices Magnetic Particle Inspection Maintenance PracticesDocument2 pagesStandard Practices Magnetic Particle Inspection Maintenance PracticesWalter TorenaNo ratings yet
- Non-Destructive Testing TechniquesDocument30 pagesNon-Destructive Testing Techniquesganesh gowthamNo ratings yet
- ECT Signal AnalysisDocument92 pagesECT Signal AnalysisMuhammad Noor Fadhli100% (8)
- BA200 ISE Module MaintenanceDocument4 pagesBA200 ISE Module MaintenanceRoger RogelioNo ratings yet
- Magnetic Particle TestingDocument27 pagesMagnetic Particle TestingGanapathy VigneshNo ratings yet
- Magnetic Particle TestingDocument33 pagesMagnetic Particle TestingRavindra S. JivaniNo ratings yet
- Procedure For Magnetic Particle TestingDocument19 pagesProcedure For Magnetic Particle TestingKarrar TalibNo ratings yet
- Magnet GLGDocument2 pagesMagnet GLGZeeshan SajidNo ratings yet
- Enamel Rating Reference Guide v1Document5 pagesEnamel Rating Reference Guide v1Fiolita PratiwiNo ratings yet
- Chandler Loop System Instruction ManualDocument39 pagesChandler Loop System Instruction ManualАлексей ЖижченкоNo ratings yet
- NDT MT ProcedureDocument14 pagesNDT MT ProcedureSandiSandii100% (2)
- The Magic of Magnetic Drive Pumps - July03!13!15Document3 pagesThe Magic of Magnetic Drive Pumps - July03!13!15ho-faNo ratings yet
- Water Level Indicator Circuit Using Bipolar Junction TransistorFrom EverandWater Level Indicator Circuit Using Bipolar Junction TransistorRating: 4.5 out of 5 stars4.5/5 (7)
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Ignition, Timing And Valve Setting: A Comprehensive Illustrated Manual of Self-Instruction for Automobile Owners, Operators, Repairmen, and All Interested in Motoring.From EverandIgnition, Timing And Valve Setting: A Comprehensive Illustrated Manual of Self-Instruction for Automobile Owners, Operators, Repairmen, and All Interested in Motoring.Rating: 3 out of 5 stars3/5 (4)
- Power Transformer Online Monitoring Using Electromagnetic WavesFrom EverandPower Transformer Online Monitoring Using Electromagnetic WavesNo ratings yet
- Polymer Nanotubes Nanocomposites: Synthesis, Properties and ApplicationsFrom EverandPolymer Nanotubes Nanocomposites: Synthesis, Properties and ApplicationsNo ratings yet
- Astm-A928-2005 Duplex Stailess Steel Pipe Electric Fusion WeldedDocument6 pagesAstm-A928-2005 Duplex Stailess Steel Pipe Electric Fusion WeldedPablo PerdomoNo ratings yet
- Centinela Flot Column Quality Plan WVendor AuditDocument15 pagesCentinela Flot Column Quality Plan WVendor AuditAndrés RodríguezNo ratings yet
- ASME B31.4 Pipeline Transportation SystemsDocument69 pagesASME B31.4 Pipeline Transportation Systemshussein100% (1)
- Nickel and HT Alloys For Petrochemical ApplicationsDocument39 pagesNickel and HT Alloys For Petrochemical ApplicationsDaniel Corella100% (1)
- Pipeline Specification and ConstructionDocument12 pagesPipeline Specification and ConstructionShanza AsifNo ratings yet
- Certification Guideline for Welding Manufacturers of Railway VehiclesDocument50 pagesCertification Guideline for Welding Manufacturers of Railway Vehiclesrameshqc100% (1)
- Manufacturing Processes: Multiple Choice 1. A. B. C. DDocument19 pagesManufacturing Processes: Multiple Choice 1. A. B. C. DamarparimiNo ratings yet
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocument137 pagesPressure Vessel Fabrication & Inspection: Poyyara ConsultantsPratik VashiNo ratings yet
- GS 96011 - 1 2020 - 08 Welding Technology Tactile Laser Welding of SteelDocument16 pagesGS 96011 - 1 2020 - 08 Welding Technology Tactile Laser Welding of Steelpaco23No ratings yet
- Tank Erection Method Statement For Mot Oil Storage TanksDocument7 pagesTank Erection Method Statement For Mot Oil Storage TanksJhahir HussainNo ratings yet
- Er 0217Document191 pagesEr 0217Lala DakessianNo ratings yet
- SEO-Optimized Title for TIG Filler Rods Data SheetDocument1 pageSEO-Optimized Title for TIG Filler Rods Data SheetV U P RaoNo ratings yet
- CH 31Document11 pagesCH 31juanNo ratings yet
- Aisi 2012Document33 pagesAisi 2012suronocaturatmojoNo ratings yet
- How To Select A Suitable ThermowellDocument4 pagesHow To Select A Suitable ThermowellfathonixNo ratings yet
- Astm A217-A217m 2010Document4 pagesAstm A217-A217m 2010rcfrcf279No ratings yet
- Regulations for City Gas Distribution NetworksDocument56 pagesRegulations for City Gas Distribution NetworksHoney Narang100% (3)
- GAS-SHIELDED FLUX-CORED WIRES (FCAW) MILD STEEL WIRES Dual Shield 7100 UltraDocument3 pagesGAS-SHIELDED FLUX-CORED WIRES (FCAW) MILD STEEL WIRES Dual Shield 7100 Ultraadanmeneses1No ratings yet
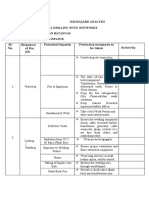
- Job Hazard Analysis for Deep Well Drilling with HotworksDocument2 pagesJob Hazard Analysis for Deep Well Drilling with Hotworksjay RNo ratings yet
- Manufacturing Processes for Automobile ComponentsDocument1 pageManufacturing Processes for Automobile ComponentsERKATHIRNo ratings yet
- Wps & PQR Check ListDocument2 pagesWps & PQR Check ListDimaz ragaNo ratings yet
- NDE Procedure - Radiographic TestingDocument43 pagesNDE Procedure - Radiographic TestingJeganeswaranNo ratings yet
- Esab LPH 120Document20 pagesEsab LPH 120Radu RusNo ratings yet
- Stud Welding of Shear Conector PDFDocument13 pagesStud Welding of Shear Conector PDFramdacNo ratings yet
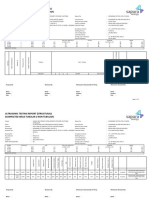
- Ultrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Document2 pagesUltrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Anna PariniNo ratings yet
- Aluminum - Filler - Alloy - Selection - Chart Alcotec PDFDocument2 pagesAluminum - Filler - Alloy - Selection - Chart Alcotec PDFAnonymous nw5AXJqjdNo ratings yet
- Welding Processes PDFDocument44 pagesWelding Processes PDFHusain AliNo ratings yet
- Magnetic Particle Testing Methods and PrinciplesDocument9 pagesMagnetic Particle Testing Methods and Principlessaleemut3No ratings yet
- Miller SyncrowaveDocument8 pagesMiller SyncrowaveElizabeth HarrisNo ratings yet
- QualityDocument7 pagesQualityrvsreddy1972No ratings yet