You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Matrices7 2009 1Document2 pagesMatrices7 2009 1TravisbossNo ratings yet
- TorsionDocument14 pagesTorsionProninaNo ratings yet
- Thermal OpcDocument10 pagesThermal OpccyapNo ratings yet
- Buling Thermal Analysis GoodDocument19 pagesBuling Thermal Analysis GoodAhsan SattarNo ratings yet
- ,qioxhqfh /LQHV) Ru 6wdwlfdoo/ 'Hwhuplqdwh 6wuxfwxuhvDocument38 pages,qioxhqfh /LQHV) Ru 6wdwlfdoo/ 'Hwhuplqdwh 6wuxfwxuhvMawanda TonnyNo ratings yet
- TorsionDocument14 pagesTorsionProninaNo ratings yet
- CES 6116 FEM Review of Matrix AnalysisDocument46 pagesCES 6116 FEM Review of Matrix AnalysisVeronica TobiasNo ratings yet
- 17 - Yield Line Theory For SlabsDocument9 pages17 - Yield Line Theory For SlabsRavindra MR100% (1)
- Theory of Buckling and Post Buckling Behavior of Elastic Structures PDFDocument65 pagesTheory of Buckling and Post Buckling Behavior of Elastic Structures PDFAnonymous 8f2veZfNo ratings yet
- HttpsDocument1 pageHttpsAnonymous 8f2veZfNo ratings yet
- BV Variable Load Spring SupportsDocument15 pagesBV Variable Load Spring SupportsMichael WaltersNo ratings yet
- BV Variable Load Spring SupportsDocument15 pagesBV Variable Load Spring SupportsMichael WaltersNo ratings yet
- Cremona Diagram For Truss AnalysisDocument14 pagesCremona Diagram For Truss AnalysisAnton Husen PurboyoNo ratings yet
- Acsa Am 84 1Document6 pagesAcsa Am 84 1Ronald CostalesNo ratings yet
- CHAPTER 2: UNIT LOAD METHOD FOR BEAM DEFLECTION AND SLOPE ANALYSISDocument51 pagesCHAPTER 2: UNIT LOAD METHOD FOR BEAM DEFLECTION AND SLOPE ANALYSISAnonymous 8f2veZf100% (2)
- StrucschemesyllDocument26 pagesStrucschemesyllSagar R GowdaNo ratings yet
- Yield Line Theory (Examples) : Suhaimi Abu Bakar, PHDDocument15 pagesYield Line Theory (Examples) : Suhaimi Abu Bakar, PHDUmange RanasingheNo ratings yet
- Design of Tension MembersDocument38 pagesDesign of Tension Memberser_zaheer50% (2)
- Yield Line Theory (Examples) : Suhaimi Abu Bakar, PHDDocument15 pagesYield Line Theory (Examples) : Suhaimi Abu Bakar, PHDUmange RanasingheNo ratings yet
- Matrix Primer Lect2 PDFDocument15 pagesMatrix Primer Lect2 PDFTarun BharadwajNo ratings yet
- Yield Line Theory (Examples) : Suhaimi Abu Bakar, PHDDocument15 pagesYield Line Theory (Examples) : Suhaimi Abu Bakar, PHDUmange RanasingheNo ratings yet
- Matrix Primer Lect2 PDFDocument15 pagesMatrix Primer Lect2 PDFTarun BharadwajNo ratings yet
- Yield Line Theory (Examples) : Suhaimi Abu Bakar, PHDDocument15 pagesYield Line Theory (Examples) : Suhaimi Abu Bakar, PHDUmange RanasingheNo ratings yet
- Torsion of Circular Bars and FormulasDocument25 pagesTorsion of Circular Bars and FormulasAjoy Kumar PandeyNo ratings yet
- ME101 Lecture11 KDDocument21 pagesME101 Lecture11 KDmoondonoo7No ratings yet
- Yield Line Theory (Examples) : Suhaimi Abu Bakar, PHDDocument15 pagesYield Line Theory (Examples) : Suhaimi Abu Bakar, PHDUmange RanasingheNo ratings yet
- Yield Line Theory (Examples) : Suhaimi Abu Bakar, PHDDocument15 pagesYield Line Theory (Examples) : Suhaimi Abu Bakar, PHDUmange RanasingheNo ratings yet
- Torsion of Circular Bars and FormulasDocument25 pagesTorsion of Circular Bars and FormulasAjoy Kumar PandeyNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- RCE2018 math and geometry problems solutions under 40 charactersDocument1 pageRCE2018 math and geometry problems solutions under 40 charactersArwin VillegasNo ratings yet
- Blue Jackson ErrataDocument6 pagesBlue Jackson Errataplucht1No ratings yet
- Pages From Cinematography-Theory and PracticeDocument74 pagesPages From Cinematography-Theory and PracticeSalazar SliterinNo ratings yet
- PFlow ScriptDocument6 pagesPFlow Scripttohu777No ratings yet
- Choice of Steel Material To Avoid Brittle Fracture For Hollow Section StructuresDocument204 pagesChoice of Steel Material To Avoid Brittle Fracture For Hollow Section Structuresg1n2No ratings yet
- Cluster ExpansionDocument4 pagesCluster ExpansionflytrapsolNo ratings yet
- Beryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument28 pagesBeryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet
- STAAD Service Stage and Seismic Analysis ResultsDocument14 pagesSTAAD Service Stage and Seismic Analysis ResultsVikasNo ratings yet
- Laser Beam Energy Distribution Affects Weld DimensionsDocument8 pagesLaser Beam Energy Distribution Affects Weld Dimensionskppsiva87No ratings yet
- Materials Finer Than 75 - M (No. 200) Sieve in Mineral Aggregates by WashingDocument3 pagesMaterials Finer Than 75 - M (No. 200) Sieve in Mineral Aggregates by WashingLucio Rodriguez SifuentesNo ratings yet
- Love My LifeDocument5 pagesLove My LifeLinda Veronica0% (1)
- Cementing EquipDocument12 pagesCementing Equipzbhdzp100% (1)
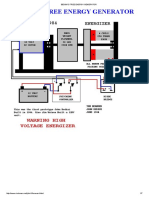
- Bedini's Free Energy Generator PDFDocument7 pagesBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- Principles of CT and CT TechnologyDocument15 pagesPrinciples of CT and CT TechnologyLida Velasquez SierraNo ratings yet
- Approximations and Simplified Equations SPRING 2019Document12 pagesApproximations and Simplified Equations SPRING 2019Kula Segara PandiyanNo ratings yet
- Learning Plan in Grade 8 and Grade 7Document14 pagesLearning Plan in Grade 8 and Grade 7marilyncomia73100% (3)
- Heat Exchangers Types & Applications, LMTD Derivation & ProblemsDocument11 pagesHeat Exchangers Types & Applications, LMTD Derivation & Problemsananth2012No ratings yet
- BEYOND SYLLABUS: CURVED, COMPOSITE, UNSYMMETRICAL BEAMSDocument11 pagesBEYOND SYLLABUS: CURVED, COMPOSITE, UNSYMMETRICAL BEAMSVignesh VickyNo ratings yet
- Master1 AM CoursesDocument3 pagesMaster1 AM CoursesParokotil MidhunNo ratings yet
- How To Mathematics Organize Patterns in The World?Document3 pagesHow To Mathematics Organize Patterns in The World?johnmartin sabiliNo ratings yet
- Interference PatternsDocument8 pagesInterference PatternsAsa mathewNo ratings yet
- Calculation of Electrical Induction Near Power LinesDocument22 pagesCalculation of Electrical Induction Near Power LinesalpcruzNo ratings yet
- Data Sheet Monocristalino Chint Astronergy PDFDocument2 pagesData Sheet Monocristalino Chint Astronergy PDFPaulo SousaNo ratings yet
- 08 Energy 03 Complementary Strain Energy PDFDocument2 pages08 Energy 03 Complementary Strain Energy PDFjack_hero_56No ratings yet
- Homework #02 (Phy 112) SolutionsDocument19 pagesHomework #02 (Phy 112) SolutionsKvn4N6No ratings yet
- Stp417-Eb 5820 PDFDocument219 pagesStp417-Eb 5820 PDFS R Kumar KonathalaNo ratings yet
- 53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnDocument7 pages53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnJohn Aries Almelor Sarza100% (1)
- Norma Japonesa Aij-Rlb-1996Document36 pagesNorma Japonesa Aij-Rlb-1996AnaApcarianNo ratings yet
- CH 10 Circular Motion Exercises AnswersDocument4 pagesCH 10 Circular Motion Exercises AnswersMuhammad Aslam0% (1)