You might also like
- 250 Series Extended Sprue Gate Nozzle Installation Data: Machining DetailsDocument2 pages250 Series Extended Sprue Gate Nozzle Installation Data: Machining DetailsEsteban Vanegas AlvarezNo ratings yet
- Ss 989a ManualDocument11 pagesSs 989a ManualDananjaya Kumara0% (2)
- Manual Evaporador RotatorioDocument28 pagesManual Evaporador Rotatorioratt10No ratings yet
- Gordak 952Document7 pagesGordak 952karimirad karimirad100% (1)
- Welder ManualDocument14 pagesWelder ManualqwdqwawjdNo ratings yet
- Manual For Filastruder ENGLISH PDFDocument10 pagesManual For Filastruder ENGLISH PDFstavroula zarkadoulaNo ratings yet
- Arc Tig131Document29 pagesArc Tig131booboostNo ratings yet
- p077 02 PDFDocument8 pagesp077 02 PDFJuan ZamoraNo ratings yet
- WTCPT Oi PLDocument4 pagesWTCPT Oi PLomglol2kNo ratings yet
- Hitachi Ras Rac-7!9!14gh4Document68 pagesHitachi Ras Rac-7!9!14gh4cristiangodeanuNo ratings yet
- Jumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsDocument2 pagesJumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsEsteban Vanegas AlvarezNo ratings yet
- Manual Del AerogeneradorDocument39 pagesManual Del AerogeneradorJORDY ALVARADONo ratings yet
- 34 5381 01 Instructions Cable CableDocument2 pages34 5381 01 Instructions Cable Cabletecknotron2072No ratings yet
- ThermocutDocument5 pagesThermocutCesar MatuteNo ratings yet
- 850BDocument0 pages850BAjay AjayNo ratings yet
- Buttfusion OperationDocument8 pagesButtfusion OperationIan lawrenz LeeNo ratings yet
- 400 Watt Wind Turbine ÉOLIENNE 400 Watts Turbina Eólica de 400 WattsDocument39 pages400 Watt Wind Turbine ÉOLIENNE 400 Watts Turbina Eólica de 400 WattsCarlosIvanFerreiraMenesesNo ratings yet
- Installation Instructions: - Split System Air ConditionerDocument45 pagesInstallation Instructions: - Split System Air ConditionerpejdewitNo ratings yet
- AN101 TO220 GuidelinesDocument4 pagesAN101 TO220 GuidelinesBayangan MautNo ratings yet
- Fitting Instructions: Anti-Condensation Heaters, HC 4, 5, 6 & P7Document4 pagesFitting Instructions: Anti-Condensation Heaters, HC 4, 5, 6 & P7HanNo ratings yet
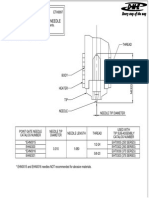
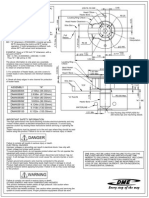
- Installation Data For: 250 & 375 Series Point Gate NeedleDocument2 pagesInstallation Data For: 250 & 375 Series Point Gate NeedleEsteban Vanegas AlvarezNo ratings yet
- Aiwa Tvc2121Document43 pagesAiwa Tvc2121Safran NuhNo ratings yet
- Terminales Termocontractiles PDFDocument18 pagesTerminales Termocontractiles PDFcbeltranochoaNo ratings yet
- Wall-Mounted Split Air Conditioner Service ManualDocument42 pagesWall-Mounted Split Air Conditioner Service ManualManuel Azabache GrandezNo ratings yet
- Installation Manual TTD/TTT: Multi-Split System Condensing Unit 18,000-36,000 Btuh Models 50/60 HZDocument16 pagesInstallation Manual TTD/TTT: Multi-Split System Condensing Unit 18,000-36,000 Btuh Models 50/60 HZchitak_80No ratings yet
- Technical Service ManualDocument13 pagesTechnical Service ManualGigi CostelusNo ratings yet
- Proxxon Thermocut Manual PDFDocument5 pagesProxxon Thermocut Manual PDFabansoNo ratings yet
- Special Response SprinklerDocument4 pagesSpecial Response SprinklerAhrian BenaNo ratings yet
- Operation Manual Final PDFDocument35 pagesOperation Manual Final PDFAbraham FebruanoNo ratings yet
- TVF2100NH - 09 008 432 1R2 PDFDocument39 pagesTVF2100NH - 09 008 432 1R2 PDFEfra Lan PeñaNo ratings yet
- Servicemanual PanasonicDocument62 pagesServicemanual PanasonicYsabelle Tagaruma100% (1)
- Hitachi Manual RAS - RAC-18-25YH6Document95 pagesHitachi Manual RAS - RAC-18-25YH6Yashika Arora100% (3)
- Ras-25 - 35FH5 Rac25-35yh5Document95 pagesRas-25 - 35FH5 Rac25-35yh5masinemaNo ratings yet
- Biodiesel Pump - 115V - 20 GPMDocument4 pagesBiodiesel Pump - 115V - 20 GPMOrganic MechanicNo ratings yet
- 1 - Operation Instruction SSC15Document6 pages1 - Operation Instruction SSC15sumanta_2008dredifmaNo ratings yet
- Sddje: 10A 250V AC Qualified TypeDocument6 pagesSddje: 10A 250V AC Qualified TypeshyhuNo ratings yet
- InSinkErator Steaming Hot Water Taps Installation GuideDocument80 pagesInSinkErator Steaming Hot Water Taps Installation Guideliamdixonau100% (1)
- "N" "N" "N" "N" R0.125: Me-X741-Ps-421 (B)Document2 pages"N" "N" "N" "N" R0.125: Me-X741-Ps-421 (B)Esteban Vanegas AlvarezNo ratings yet
- InSinkErator Food Waste Disposers Installation GuideDocument2 pagesInSinkErator Food Waste Disposers Installation GuideliamdixonauNo ratings yet
- Hot-Tap Saddle: Installation InstructionsDocument2 pagesHot-Tap Saddle: Installation InstructionsSusan Sue Berrospi MerinoNo ratings yet
- Heidolph EKT 3001 - EKT 3001 G - John Morris ScientificDocument16 pagesHeidolph EKT 3001 - EKT 3001 G - John Morris ScientificBenkő ZsoltNo ratings yet
- sealey SMS2008Document3 pagessealey SMS2008cabuloNo ratings yet
- Instruction Manual: MIG210SDocument20 pagesInstruction Manual: MIG210SMani ShankerNo ratings yet
- CLP-360 Service ManualDocument70 pagesCLP-360 Service ManualRob50% (2)
- MTS E-Beam Evaporator ManualDocument11 pagesMTS E-Beam Evaporator ManualMarco SalvatoriNo ratings yet
- KTA 50 CoolPac 0908-0156Document7 pagesKTA 50 CoolPac 0908-0156Ahmed AbdullahNo ratings yet
- Hitachi 0539e (Rak 50 Ppa Wpa) Rev01Document116 pagesHitachi 0539e (Rak 50 Ppa Wpa) Rev01Emil Tashev100% (2)
- AFVI ManualDocument39 pagesAFVI ManualDIEGO2109No ratings yet
- Temperature Sense Block For Thermocouples 32084001-008Document16 pagesTemperature Sense Block For Thermocouples 32084001-008Alejandro VeraNo ratings yet
- Electrical Control Valves EX5 / EX6 /EX7 / EX8Document8 pagesElectrical Control Valves EX5 / EX6 /EX7 / EX8jovanoxNo ratings yet
- Cl20702 705 Manual Mup HiDocument33 pagesCl20702 705 Manual Mup HiRamadan RashadNo ratings yet
- TM-9-6115-645-10 Genset ManualDocument168 pagesTM-9-6115-645-10 Genset ManualMarvin VegaNo ratings yet
- Me 0708 PS 014Document2 pagesMe 0708 PS 014Esteban Vanegas AlvarezNo ratings yet
- Fireball Ignition PDFDocument14 pagesFireball Ignition PDFLucian LeonteNo ratings yet
- TV-C1421 C1422Document43 pagesTV-C1421 C1422gusy180662No ratings yet
- 500W Wind Generator ManualDocument18 pages500W Wind Generator ManualNicolae ȘoituNo ratings yet
- DESTU Installation InstructionsDocument8 pagesDESTU Installation InstructionsAnonymous YqiomOTXNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- American Standard Mold Base QRFDocument4 pagesAmerican Standard Mold Base QRFEsteban Vanegas AlvarezNo ratings yet
- DME Single Zone Timer TCM-03-024DDocument1 pageDME Single Zone Timer TCM-03-024DEsteban Vanegas AlvarezNo ratings yet
- Mold SaverDMEsav-msds 1Document7 pagesMold SaverDMEsav-msds 1Esteban Vanegas Alvarez100% (1)
- Abrasive Sheets - ABW TypeDME ABW Abrasive SheetsDocument6 pagesAbrasive Sheets - ABW TypeDME ABW Abrasive SheetsEsteban Vanegas AlvarezNo ratings yet
- Me M741 PS 999 PDFDocument2 pagesMe M741 PS 999 PDFEsteban Vanegas AlvarezNo ratings yet
- SDS271 Diamond CompoundDocument7 pagesSDS271 Diamond CompoundEsteban Vanegas AlvarezNo ratings yet
- Cut Off WheelDMEcutoffwh-msdsDocument4 pagesCut Off WheelDMEcutoffwh-msdsEsteban Vanegas AlvarezNo ratings yet
- Abrasive Stones - General Purpose Type A and BDMEabstonesab-msdsDocument6 pagesAbrasive Stones - General Purpose Type A and BDMEabstonesab-msdsEsteban Vanegas AlvarezNo ratings yet
- Abrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFDocument6 pagesAbrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFEsteban Vanegas AlvarezNo ratings yet
- Abrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFDocument6 pagesAbrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFEsteban Vanegas AlvarezNo ratings yet
- D-M-E In2 Innovative Interlocks: Mold Base MachiningDocument2 pagesD-M-E In2 Innovative Interlocks: Mold Base MachiningEsteban Vanegas AlvarezNo ratings yet
- PR Oc Ess Contr OlsDocument8 pagesPR Oc Ess Contr OlsEsteban Vanegas AlvarezNo ratings yet
- Me 0508 PS 059Document5 pagesMe 0508 PS 059Esteban Vanegas AlvarezNo ratings yet
- Jumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsDocument2 pagesJumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsEsteban Vanegas AlvarezNo ratings yet
- J Type Therm StandardsDocument1 pageJ Type Therm StandardsEsteban Vanegas AlvarezNo ratings yet
- Drum Heater Installation English Sept 2015Document1 pageDrum Heater Installation English Sept 2015Esteban Vanegas AlvarezNo ratings yet
- Jumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsDocument2 pagesJumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsEsteban Vanegas AlvarezNo ratings yet
- Distibutor Tubes: Important Safety InformationDocument2 pagesDistibutor Tubes: Important Safety InformationEsteban Vanegas AlvarezNo ratings yet
- Me 0704 PS 069Document2 pagesMe 0704 PS 069Esteban Vanegas AlvarezNo ratings yet
- Me 0708 PS 014Document2 pagesMe 0708 PS 014Esteban Vanegas AlvarezNo ratings yet
- Me 0508 PS 059Document5 pagesMe 0508 PS 059Esteban Vanegas AlvarezNo ratings yet
- D-M-E Mold Straps: Important Safety InformationDocument1 pageD-M-E Mold Straps: Important Safety InformationEsteban Vanegas AlvarezNo ratings yet
- Me 0508 PS 058 PDFDocument3 pagesMe 0508 PS 058 PDFEsteban Vanegas AlvarezNo ratings yet
- S-Series Straight-Shot T-Series Straight-ShotDocument2 pagesS-Series Straight-Shot T-Series Straight-ShotEsteban Vanegas AlvarezNo ratings yet
- Me 0508 PS 057Document3 pagesMe 0508 PS 057Esteban Vanegas AlvarezNo ratings yet
- DMEInternalLatchLock DKL CAMFingerRemoval InstallationDocument5 pagesDMEInternalLatchLock DKL CAMFingerRemoval InstallationEsteban Vanegas AlvarezNo ratings yet
- Thinswitch Installation InstructionsDocument2 pagesThinswitch Installation InstructionsEsteban Vanegas AlvarezNo ratings yet
- Me 100005 0827Document2 pagesMe 100005 0827Esteban Vanegas AlvarezNo ratings yet
- High Performance Hot Sprue Bushing Installation DataDocument2 pagesHigh Performance Hot Sprue Bushing Installation DataEsteban Vanegas AlvarezNo ratings yet
- Pembahasan Soal UN Bahasa Inggris SMP 2012 (Paket Soal C29) PDFDocument15 pagesPembahasan Soal UN Bahasa Inggris SMP 2012 (Paket Soal C29) PDFArdi Ansyah YusufNo ratings yet
- Finding My Voice in ChinatownDocument5 pagesFinding My Voice in ChinatownMagalí MainumbyNo ratings yet
- V60 Ventilator Specifications PDFDocument4 pagesV60 Ventilator Specifications PDFJonathan Issac Dominguez RamirezNo ratings yet
- Intro - S4HANA - Using - Global - Bike - Slides - MM - en - v3.3 MODDocument45 pagesIntro - S4HANA - Using - Global - Bike - Slides - MM - en - v3.3 MODMrThedjalexNo ratings yet
- Hong Kong A-Level Chemistry Book 3ADocument69 pagesHong Kong A-Level Chemistry Book 3AMARENG BERNABENo ratings yet
- Laboratory Manual: Semester: - ViiiDocument15 pagesLaboratory Manual: Semester: - Viiirsingh1987No ratings yet
- Technical Bro A4 UK LR NEW v2Document45 pagesTechnical Bro A4 UK LR NEW v2Roxana NegoitaNo ratings yet
- Why study operating systems and how they workDocument12 pagesWhy study operating systems and how they workMario ManihurukNo ratings yet
- Applied Physics Mini Launcher Lab ReportDocument12 pagesApplied Physics Mini Launcher Lab ReportTalharashid RamzanNo ratings yet
- MAN 2 Model Medan Introduction to School Environment ReportDocument45 pagesMAN 2 Model Medan Introduction to School Environment ReportdindaNo ratings yet
- معامل الاسفلتDocument32 pagesمعامل الاسفلتMohammed AbbasNo ratings yet
- Vivaldi - Genuis of BaroqueDocument279 pagesVivaldi - Genuis of Baroqueilcanto100% (4)
- PExam 2020Document126 pagesPExam 2020Omama MaazNo ratings yet
- Calibration GuideDocument8 pagesCalibration Guideallwin.c4512iNo ratings yet
- Component 2 Learner Statement Y2Document6 pagesComponent 2 Learner Statement Y2api-426152133No ratings yet
- Tender Evaluation Template GuideDocument15 pagesTender Evaluation Template GuideKhalid NaeemNo ratings yet
- MEC332-MA 3rd Sem - Development EconomicsDocument9 pagesMEC332-MA 3rd Sem - Development EconomicsRITUPARNA KASHYAP 2239239No ratings yet
- MATH6113 - PPT5 - W5 - R0 - Applications of IntegralsDocument58 pagesMATH6113 - PPT5 - W5 - R0 - Applications of IntegralsYudho KusumoNo ratings yet
- British and American Culture Marking RubricDocument5 pagesBritish and American Culture Marking RubricAn Ho LongNo ratings yet
- Westford University College readies flagship campus with new programsDocument20 pagesWestford University College readies flagship campus with new programsSaju JanardhananNo ratings yet
- Lake Isle of Innisfree Lesson Plan BV ZGDocument4 pagesLake Isle of Innisfree Lesson Plan BV ZGapi-266111651100% (1)
- Operation Manual 11-3000psi Shear Ram BopDocument30 pagesOperation Manual 11-3000psi Shear Ram BopBoedi SyafiqNo ratings yet
- Penilaian Risiko Kerja Menggunakan Metode Hirarc Di Pt. Sinar Laut Indah Natar Lampung SelatanDocument7 pagesPenilaian Risiko Kerja Menggunakan Metode Hirarc Di Pt. Sinar Laut Indah Natar Lampung SelatanIndun InsiyahNo ratings yet
- RFID Receiver Antenna Project For 13.56 MHZ BandDocument5 pagesRFID Receiver Antenna Project For 13.56 MHZ BandJay KhandharNo ratings yet
- Product Differentiation and Market Segmentation As Alternative Marketing StrategiesDocument7 pagesProduct Differentiation and Market Segmentation As Alternative Marketing StrategiesCaertiMNo ratings yet
- Readme cljM880fw 2305076 518488 PDFDocument37 pagesReadme cljM880fw 2305076 518488 PDFjuan carlos MalagonNo ratings yet
- IntegrityDocument5 pagesIntegrityPritam Kumar100% (1)
- Gabriel Nobre de Souza - Groningen Mini-MetropolisDocument9 pagesGabriel Nobre de Souza - Groningen Mini-MetropolisGabrielNobredeSouzaNo ratings yet
- Chapter 1 - The Empirical Beginnings and Basic Contents of Educational PsychologyDocument9 pagesChapter 1 - The Empirical Beginnings and Basic Contents of Educational PsychologyJoshua Almuete71% (7)
- 1 CAT O&M Manual G3500 Engine 0Document126 pages1 CAT O&M Manual G3500 Engine 0Hassan100% (1)