You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Gas Cycle and Vapour Cycle: Latent HeatDocument49 pagesGas Cycle and Vapour Cycle: Latent HeatCharan Reddy AbbadiNo ratings yet
- Armstrong Vertical In-Line PumpsDocument6 pagesArmstrong Vertical In-Line Pumpsrijothomasv777No ratings yet
- Experiment 3 - Flow Over Supersonic AirfoilDocument14 pagesExperiment 3 - Flow Over Supersonic AirfoilSanthosh KumarNo ratings yet
- Dover Artificial Lift - Hydraulic Lift Jet Pump BrochureDocument8 pagesDover Artificial Lift - Hydraulic Lift Jet Pump BrochurePedro Antonio Mejia Suarez100% (1)
- Tail Gas Treating CatalystsDocument4 pagesTail Gas Treating CatalystsAhmed SaidNo ratings yet
- Example 11.2. Calculate The Ratio of Cooling Water To Vapor For A Direct ContactDocument6 pagesExample 11.2. Calculate The Ratio of Cooling Water To Vapor For A Direct ContactfannisaputriNo ratings yet
- Thermo Notes PDFDocument5 pagesThermo Notes PDFKhaled ElsayedNo ratings yet
- Models - Mph.vacuum DryingDocument16 pagesModels - Mph.vacuum DryingRF ZDavNo ratings yet
- Purified Terephthalic Acid (PTA)Document3 pagesPurified Terephthalic Acid (PTA)VENKATA ARAVIND DUVVURINo ratings yet
- Pump and Hydraulic CalculationDocument9 pagesPump and Hydraulic Calculationchem_ta100% (3)
- SENTRO Technologies Online Chemical Cleaning PresentationDocument53 pagesSENTRO Technologies Online Chemical Cleaning Presentation조기현No ratings yet
- ALP-WP-3.08 Rev 1 PDFDocument46 pagesALP-WP-3.08 Rev 1 PDFOliverBrayanNo ratings yet
- B5-Air Dan LarutanDocument16 pagesB5-Air Dan LarutancitanLuNo ratings yet
- Spreadsheet - Gas Blanketed Tanks - Inbreathing Process Calculations & Control Valve Sizing - Rev2Document26 pagesSpreadsheet - Gas Blanketed Tanks - Inbreathing Process Calculations & Control Valve Sizing - Rev2venkatesh801No ratings yet
- Introduction On CreepDocument24 pagesIntroduction On CreepAbdul RahimNo ratings yet
- Commercial Pipe Sizes and Wall ThicknessDocument2 pagesCommercial Pipe Sizes and Wall ThicknessabdulNo ratings yet
- BAP-00-30-SD-0001-R - Rev.0 - Piping Standard Drawing.Document72 pagesBAP-00-30-SD-0001-R - Rev.0 - Piping Standard Drawing.papathsheilaNo ratings yet
- Sizing Optimass 2000 - s150 (32000mpas)Document2 pagesSizing Optimass 2000 - s150 (32000mpas)acastillo1339No ratings yet
- p80 Submittal 06 19 PDFDocument1 pagep80 Submittal 06 19 PDFsuhasNo ratings yet
- Spillway DesignDocument6 pagesSpillway DesignguildkeyNo ratings yet
- Automobile Air Conditioning SystemDocument8 pagesAutomobile Air Conditioning SystemAyyan Gaonkhadkar100% (1)
- Calculation of Pressure Traverse Using Beggs and BrillDocument29 pagesCalculation of Pressure Traverse Using Beggs and BrillOba Fred Ajubolaka88% (8)
- Engine Characteristics: UEC33LSE-Eco-C2 Technical Data 1.4 Eco-Engine SystemDocument6 pagesEngine Characteristics: UEC33LSE-Eco-C2 Technical Data 1.4 Eco-Engine Systembritties69No ratings yet
- PipingDocument7 pagesPipingAmin RahmanNo ratings yet
- Ash Handling System SOPDocument18 pagesAsh Handling System SOPCo-gen ManagerNo ratings yet
- Gating System in CastingDocument28 pagesGating System in CastingPrashantParashar100% (1)
- Pratical Well Test in Oil & Gas Industry Report - 20705Document5 pagesPratical Well Test in Oil & Gas Industry Report - 20705Jun Hao HengNo ratings yet
- Rotary Pump Comparison: Roto Progressive Cavity Edge over GearDocument1 pageRotary Pump Comparison: Roto Progressive Cavity Edge over Geargauravgangwar100% (2)
- Capillary Pressure ExerciseDocument5 pagesCapillary Pressure ExerciseAhmed Raafat100% (2)
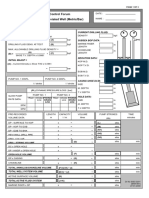
- International Well Control Forum Subsea BOP Kill Sheet - Deviated Well (Metric/Bar)Document3 pagesInternational Well Control Forum Subsea BOP Kill Sheet - Deviated Well (Metric/Bar)Tg TarroNo ratings yet