You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- IIAR ProcedimientodeSoldadura PDFDocument12 pagesIIAR ProcedimientodeSoldadura PDFmelator100% (3)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- EvaporadorDocument1 pageEvaporadormelatorNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- MPS Day1 World Class Reliability PerformanceDocument142 pagesMPS Day1 World Class Reliability Performancemelator100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Applications of Maintenance OptimizationDocument12 pagesApplications of Maintenance OptimizationmelatorNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Downtime Priorities & Jackknife DiagramsDocument14 pagesDowntime Priorities & Jackknife DiagramsRicardo Zambrano Monsalvez100% (2)
- Copia de Haying Machinery AidsDocument3 pagesCopia de Haying Machinery AidsmelatorNo ratings yet
- Woodward Life Cycle CostingDocument10 pagesWoodward Life Cycle CostingmelatorNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- CMMS Best Practices Study - ReliabilitywebDocument49 pagesCMMS Best Practices Study - Reliabilitywebmelator100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- ELEMAGDocument1 pageELEMAGJasper BantulaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Product Bulletin N 6: Bearing Assemblies - Shaft VariationsDocument1 pageProduct Bulletin N 6: Bearing Assemblies - Shaft VariationsRANAIVOARIMANANANo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Full U-Band Rectangular Waveguide-to-Microstrip Transition Using E-Plane ProbeDocument4 pagesFull U-Band Rectangular Waveguide-to-Microstrip Transition Using E-Plane ProbeSanjib MandalNo ratings yet
- Ra 6938Document2 pagesRa 6938GaryNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Nav 2000Document4 pagesNav 2000Balaji TriplantNo ratings yet
- Coding Assignment 18-WPS OfficeDocument9 pagesCoding Assignment 18-WPS Officetamj tamjNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- OcrDocument16 pagesOcrBeena JaiswalNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Technical Description: T610 Radio On The Tranceiver Board: ContentsDocument16 pagesTechnical Description: T610 Radio On The Tranceiver Board: ContentsHeru AndikaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Kemetic Tree of LifeDocument1 pageThe Kemetic Tree of LifeFlorin CiudinNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Newvhdl Syllabus (It&Cse)Document2 pagesNewvhdl Syllabus (It&Cse)Mude Kishore NaikNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Practical Total Synthesis of CocaineDocument13 pagesA Practical Total Synthesis of CocaineRodrigo Fernanda100% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Arithmetic Unit: Dr. Sowmya BJDocument146 pagesArithmetic Unit: Dr. Sowmya BJtinni09112003No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Apl 220014Document2 pagesApl 220014Elprince MidoNo ratings yet
- IncarnationDocument3 pagesIncarnationViviana PueblaNo ratings yet
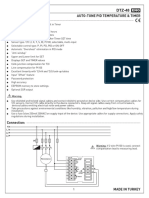
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Document4 pagesAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20No ratings yet
- Data Download CMM366A-4G V1.0 enDocument16 pagesData Download CMM366A-4G V1.0 enSuramanNo ratings yet
- Customer DemandDocument42 pagesCustomer Demandtulika_ajwaniNo ratings yet
- Ball Charge ManagementDocument14 pagesBall Charge ManagementSalud Y SucesosNo ratings yet
- 03 ModularizationDocument5 pages03 ModularizationsumnatarajNo ratings yet
- International Marketing-Assignment No. 01Document36 pagesInternational Marketing-Assignment No. 01Faisal Shahzad60% (5)
- Robot Sensors and TransducersDocument176 pagesRobot Sensors and TransducerssakthivelNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- App NandDocument30 pagesApp NandRajesh MedampudiNo ratings yet
- Assignment 1Document2 pagesAssignment 1Alif Bukhari Imran NaimNo ratings yet
- Chapter 1: Coding Decoding: Important Note: It Is Good To Avoid Pre-Defined Coding Rule To Write A Coded MessageDocument7 pagesChapter 1: Coding Decoding: Important Note: It Is Good To Avoid Pre-Defined Coding Rule To Write A Coded MessageUmamNo ratings yet
- ECE ExperimentDocument13 pagesECE Experimentasm98090% (1)
- SpiralDocument47 pagesSpiralEr. Vicky MakawanaNo ratings yet
- 1982 International Rectifier Hexfet Databook PDFDocument472 pages1982 International Rectifier Hexfet Databook PDFetmatsudaNo ratings yet
- BS en 00405-2001 + A1-2009 PDFDocument48 pagesBS en 00405-2001 + A1-2009 PDFShan Sandaruwan AbeywardeneNo ratings yet
- 10048-PAVE-RPT-0101 Types of The Vehicle Considered, Vehicle Details and Single Equivalent Load and Reprtions of LoadDocument14 pages10048-PAVE-RPT-0101 Types of The Vehicle Considered, Vehicle Details and Single Equivalent Load and Reprtions of LoaddarshanNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)