You might also like
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 pagesMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNo ratings yet
- Handbook of Thin-FilmDocument12 pagesHandbook of Thin-Filmdhook_mmmNo ratings yet
- DLP System OpticsDocument26 pagesDLP System OpticsAnonymous kg7YBMFHNo ratings yet
- OE-A Brochure2013 WebDocument117 pagesOE-A Brochure2013 WebMladen RoskoNo ratings yet
- Vacuum Coating of Plastic OpticsDocument15 pagesVacuum Coating of Plastic OpticsSasiKumar PetchiappanNo ratings yet
- 2D FFTDocument19 pages2D FFTAngel MarianoNo ratings yet
- Optical Aberrations in Head-Up Displays - DiazDocument98 pagesOptical Aberrations in Head-Up Displays - DiazElke AnderssonNo ratings yet
- Part and Mold Design-1Document174 pagesPart and Mold Design-1Ana Claudia MachadoNo ratings yet
- Development of New Composites Material For 3d Printing ApplicationDocument38 pagesDevelopment of New Composites Material For 3d Printing Applicationchandan vNo ratings yet
- Tool Based Micro MachiningDocument8 pagesTool Based Micro MachiningAnmol SatsangiNo ratings yet
- 3d Printing Materials PropertiesDocument51 pages3d Printing Materials PropertiesAmy GaoNo ratings yet
- B.3.3 Plastic Parts With Integrally Molded Threads, FarbigDocument26 pagesB.3.3 Plastic Parts With Integrally Molded Threads, FarbigVasil GospodinovNo ratings yet
- Fortegra 100Document3 pagesFortegra 100Gunjan GadodiaNo ratings yet
- Micro MachDocument16 pagesMicro MachMukesh Muraleedharan NairNo ratings yet
- Lecture 7 Optical LithographyDocument40 pagesLecture 7 Optical LithographyKr PrajapatNo ratings yet
- SOF CUB EzCad2UNI V2 1 EN Manual 20100528 PDFDocument141 pagesSOF CUB EzCad2UNI V2 1 EN Manual 20100528 PDFIslam ElgammalNo ratings yet
- Vision Measuring Machines PREDocument32 pagesVision Measuring Machines PREpuakalamNo ratings yet
- DIYguru SOLIDWORKS Course BrochureDocument8 pagesDIYguru SOLIDWORKS Course BrochureDIYguruNo ratings yet
- Report - AM in ProductionDocument140 pagesReport - AM in ProductiontanNo ratings yet
- Case StudyDocument4 pagesCase StudyDibon John SeronNo ratings yet
- GE Engineering Thermoplastics Design GuideDocument35 pagesGE Engineering Thermoplastics Design Guideac.diogo487No ratings yet
- Conventional and Unconventional Contact Lens Manufacturing SystemsDocument15 pagesConventional and Unconventional Contact Lens Manufacturing SystemsCristi MocanNo ratings yet
- Designing With Plastics - TiconaDocument84 pagesDesigning With Plastics - Ticonacavid78No ratings yet
- Metallurgy App BriefingDocument134 pagesMetallurgy App BriefingVijaykumar H K100% (1)
- Microfabrication, Microstructures and Microsystems: 3.3 Rapid PrototypingDocument20 pagesMicrofabrication, Microstructures and Microsystems: 3.3 Rapid PrototypingDinesh KumarNo ratings yet
- Schott Optical Glass Pocket Catalog Europe October 2011 Eng PDFDocument114 pagesSchott Optical Glass Pocket Catalog Europe October 2011 Eng PDFradwan137No ratings yet
- Types of Additive Manufacturing TechnologyDocument7 pagesTypes of Additive Manufacturing Technologydeekamittal100% (1)
- Microsystem - Presentation - MICRO MOULDINGDocument70 pagesMicrosystem - Presentation - MICRO MOULDINGrameshNo ratings yet
- Car Paint MaterialDocument1 pageCar Paint MaterialAbriel HaqqaniNo ratings yet
- Joining Methods: Tolerances: Fit Between PartsDocument11 pagesJoining Methods: Tolerances: Fit Between PartsChiara RipaltiNo ratings yet
- Advanced materials processing techniques for automotive, aerospace and energy applicationsDocument3 pagesAdvanced materials processing techniques for automotive, aerospace and energy applicationsvinothksNo ratings yet
- Photochemical MachiningDocument15 pagesPhotochemical MachiningHeineken Ya Praneetpongrung0% (1)
- Ultrasonic Welding: Search Products Markets Innovations Library Certificates SalesDocument2 pagesUltrasonic Welding: Search Products Markets Innovations Library Certificates SalessyuepiNo ratings yet
- Developments in Large Scale Additive Manufacture - The Potential and Limitations of Wire Arc Additive Manufacture and Associated TechnologiesDocument5 pagesDevelopments in Large Scale Additive Manufacture - The Potential and Limitations of Wire Arc Additive Manufacture and Associated TechnologiesBita MohajerniaNo ratings yet
- Handbook of Polyester Molding Compounds and Molding TechnologyDocument371 pagesHandbook of Polyester Molding Compounds and Molding TechnologySalah HammamiNo ratings yet
- Powder Metallurgy Seminar GautamDocument31 pagesPowder Metallurgy Seminar GautamSidhartha GolchhaNo ratings yet
- Routsis Injection Molding ReferenceDocument94 pagesRoutsis Injection Molding ReferenceFer Gos100% (1)
- Plastic OpticsDocument35 pagesPlastic Opticskerbla100% (1)
- CAD Standards for Product Engineering DrawingsDocument21 pagesCAD Standards for Product Engineering DrawingspuneethudupiNo ratings yet
- Snap Fit Design ManualDocument24 pagesSnap Fit Design Manualswap dNo ratings yet
- Fig 2, Schematic of RIM ProcessDocument10 pagesFig 2, Schematic of RIM ProcessramptechNo ratings yet
- Design Guide: Injection MoldingDocument17 pagesDesign Guide: Injection MoldingVictor Villouta LunaNo ratings yet
- PEM Self Clinching Keyhole StandoffsDocument6 pagesPEM Self Clinching Keyhole StandoffsAce Industrial SuppliesNo ratings yet
- Tool and Manufacturing Engineers Handbook: Design For ManufacturabilityDocument10 pagesTool and Manufacturing Engineers Handbook: Design For ManufacturabilitySwarupendra BhattacharyyaNo ratings yet
- Diffractive Optics From Holo /or: Services & CapabilitiesDocument4 pagesDiffractive Optics From Holo /or: Services & CapabilitiesasdfasdfsharklasersNo ratings yet
- Do Mai Lam PHD Thesis. Vapor Phase SolderingDocument105 pagesDo Mai Lam PHD Thesis. Vapor Phase SolderingDo Mai LamNo ratings yet
- Living Hinge Design: The Ultimate GuideDocument18 pagesLiving Hinge Design: The Ultimate GuidesansagithNo ratings yet
- Guide of UltmkrDocument13 pagesGuide of UltmkrkunteshradadiyaNo ratings yet
- 20 Faust Porcelain Vitreous EnamelsDocument9 pages20 Faust Porcelain Vitreous Enamelsyanda prNo ratings yet
- Mechanics of Additive and Advanced Manufacturing PDFDocument105 pagesMechanics of Additive and Advanced Manufacturing PDFwhatsupbinodNo ratings yet
- 521.tutorial - Zemax Tolerancing - HaynesDocument10 pages521.tutorial - Zemax Tolerancing - Haynesodane3113No ratings yet
- Technology of Machine ToolsDocument60 pagesTechnology of Machine ToolsMayank SharmaNo ratings yet
- Contents of Molding Simulation Theory and PracticeDocument40 pagesContents of Molding Simulation Theory and PracticeNguyễn Hùng CườngNo ratings yet
- Lecture4 - Tolerancing in ZemaxDocument14 pagesLecture4 - Tolerancing in ZemaxĐại NguNo ratings yet
- Matlab ProjectsDocument6 pagesMatlab ProjectsveenadorusNo ratings yet
- Simulation Mold FlowDocument10 pagesSimulation Mold FlowElvis Rivera AñaguariNo ratings yet
- Design for additive manufacturing A Clear and Concise ReferenceFrom EverandDesign for additive manufacturing A Clear and Concise ReferenceNo ratings yet
- Fazer Backup de FirmwareDocument9 pagesFazer Backup de FirmwareLeonardo Falcão Macedo LimaNo ratings yet
- Project Planning MKD PDFDocument182 pagesProject Planning MKD PDFLeonardo Falcão Macedo LimaNo ratings yet
- Iworksil2gpro V12ap 2011-09Document700 pagesIworksil2gpro V12ap 2011-09Leonardo Falcão Macedo LimaNo ratings yet
- Encoder Basics TrainingDocument41 pagesEncoder Basics TrainingZyzerull Saad100% (1)
- Euromap 71 - Mold Change DeviceDocument12 pagesEuromap 71 - Mold Change DeviceLeonardo Falcão Macedo LimaNo ratings yet
- Kemro Users ManualDocument285 pagesKemro Users ManualLeonardo Falcão Macedo Lima40% (5)
- Variable Speed DrivesDocument10 pagesVariable Speed DrivesLeonardo Falcão Macedo LimaNo ratings yet
- TS en 10120 - 2010Document12 pagesTS en 10120 - 2010Çağlar EbeperiNo ratings yet
- BS en 00755-4-2008Document15 pagesBS en 00755-4-2008Luis SierraNo ratings yet
- FRC - (BS en 14889-2 - 2006) - Fibres For Concrete. Polymer Fibres. Definitions, Specifications and ConformityDocument30 pagesFRC - (BS en 14889-2 - 2006) - Fibres For Concrete. Polymer Fibres. Definitions, Specifications and ConformityE Hammam El MissiryNo ratings yet
- EEG383 Measurement - Chapter 2 - Characteristics of Measuring InstrumentsDocument26 pagesEEG383 Measurement - Chapter 2 - Characteristics of Measuring Instrumentsايهاب غزالة100% (1)
- Unit1 - Tolerance and Fits NumericalDocument16 pagesUnit1 - Tolerance and Fits NumericalnapatilNo ratings yet
- Iso 9445 2 2009Document9 pagesIso 9445 2 2009Kerem ErtemNo ratings yet
- IS 1852 - 1985 - Reff2022Document28 pagesIS 1852 - 1985 - Reff2022singaravelan narayanasamy100% (1)
- BS en 10092-2-2003 - (2016-06-12 - 11-04-55 Am) PDFDocument12 pagesBS en 10092-2-2003 - (2016-06-12 - 11-04-55 Am) PDFXiangShi100% (1)
- Everything You Need to Know About Limits, Fits and TolerancesDocument22 pagesEverything You Need to Know About Limits, Fits and TolerancesAbhay Sharma100% (1)
- Inf TecnicasDocument7 pagesInf TecnicasMarceloPolicastroNo ratings yet
- ITP PipingDocument15 pagesITP PipingMohammed Mostafa El HaddadNo ratings yet
- M-3312 CPDocument3 pagesM-3312 CPdaohonghanh94hpNo ratings yet
- Wo&Wo Catalogo PDFDocument148 pagesWo&Wo Catalogo PDFMiguel SaizNo ratings yet
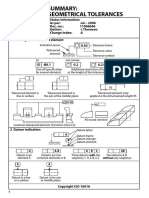
- Summary-Geometrical Tolerance - I - 07-2006 - Rev ADocument10 pagesSummary-Geometrical Tolerance - I - 07-2006 - Rev AMhs EngineerNo ratings yet
- F2162 01 (Reapproved 2008)Document5 pagesF2162 01 (Reapproved 2008)krishna1401No ratings yet
- Hole Tolerance CalculatorDocument8 pagesHole Tolerance Calculatornick10686No ratings yet
- ASTM D638 10 - Standard Test Method For Tensile Properties of PlasticsDocument16 pagesASTM D638 10 - Standard Test Method For Tensile Properties of PlasticsAndre SpirimNo ratings yet
- Iso 4437 1 2014Document11 pagesIso 4437 1 2014Ivan CalderonNo ratings yet
- European Technical Assessment ETA-18/0390 of 15 July 2019: General PartDocument17 pagesEuropean Technical Assessment ETA-18/0390 of 15 July 2019: General Partkouam mbida stephane durelNo ratings yet
- Hommel Etamicw50Document12 pagesHommel Etamicw50Anonymous 8rb48tZSNo ratings yet
- BS4486 1980 Alloy Steel BarDocument13 pagesBS4486 1980 Alloy Steel BarRed FolderNo ratings yet
- Packing Material, Graphitic or Carbon Braided Yarn: Standard Specification ForDocument9 pagesPacking Material, Graphitic or Carbon Braided Yarn: Standard Specification ForEduardoNo ratings yet
- Meyer Gage Pin Catalog 07 NTDocument25 pagesMeyer Gage Pin Catalog 07 NTAdrian Fernando Moncada RamirezNo ratings yet
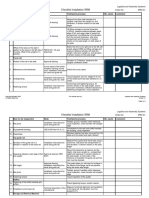
- Checklist Installation enDocument4 pagesChecklist Installation enamansaxena9208No ratings yet
- Aess Aisc 1Document6 pagesAess Aisc 1Jishad NalakathNo ratings yet
- Tolerance Analysis Methods, Platforms and Trends - Comprehensive OverviewDocument7 pagesTolerance Analysis Methods, Platforms and Trends - Comprehensive Overviewnagmech07No ratings yet
- SN200 2010-09 eDocument131 pagesSN200 2010-09 eÜmit UçakNo ratings yet
- Is287 1993Document7 pagesIs287 1993mathan195No ratings yet
- Metrology&Instrumentation Module 2Document20 pagesMetrology&Instrumentation Module 2Sachin C ThomasNo ratings yet
- Fits and TolerancesDocument15 pagesFits and TolerancesJohn Victor KamelNo ratings yet