You might also like
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LFrom EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo ratings yet
- Eixos TCCDocument47 pagesEixos TCCluk34No ratings yet
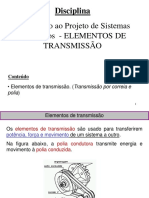
- Elementos de TransmissãoDocument13 pagesElementos de TransmissãoLucas RamosNo ratings yet
- Aula 1-Formacao Do CavacoDocument13 pagesAula 1-Formacao Do CavacoValdomiro VieiraNo ratings yet
- Apostila Projetos MecânicosDocument64 pagesApostila Projetos MecânicosFabio NovagaNo ratings yet
- BrochadeiraDocument24 pagesBrochadeiraxavadaNo ratings yet
- Torno Limador, Brochamento e BronimentoDocument24 pagesTorno Limador, Brochamento e BronimentoMariana PinttoNo ratings yet
- Lista de Exercícios - EngrenagensDocument2 pagesLista de Exercícios - EngrenagensLeonardo MeloNo ratings yet
- Eixos e Arvores AULA 1Document30 pagesEixos e Arvores AULA 1FredFredericoNo ratings yet
- Exercícios de Revisão 03Document8 pagesExercícios de Revisão 03Vagner Rodrigues Dos SantosNo ratings yet
- Semfim2006 PDFDocument37 pagesSemfim2006 PDFFeliciano SamboNo ratings yet
- Relatório-Usinagem 2018Document13 pagesRelatório-Usinagem 2018Pedro JúniorNo ratings yet
- Dimensionamento MolasDocument11 pagesDimensionamento MolasDaniel Belmiro PereiraNo ratings yet
- Freios e Embreagens-3-RemotoDocument79 pagesFreios e Embreagens-3-RemotoArthur WilliamNo ratings yet
- MÓDULO 1 - MEC 174 (22) ExercíciosDocument20 pagesMÓDULO 1 - MEC 174 (22) ExercíciosR C100% (1)
- Lista DinâmicaDocument5 pagesLista DinâmicaFelipe MascarenhasNo ratings yet
- 12 03 19 Elementos de MaquinasDocument75 pages12 03 19 Elementos de MaquinasamanciotrajanoNo ratings yet
- Exercícios de EngrenagensDocument2 pagesExercícios de EngrenagensrcejrNo ratings yet
- Aula 10 - Correias e PoliasDocument82 pagesAula 10 - Correias e Poliasackman00No ratings yet
- Materiais OrtotrópicosDocument1 pageMateriais OrtotrópicosRita GoncalvesNo ratings yet
- BrochadeiraDocument47 pagesBrochadeiratuna121No ratings yet
- Cálculo No TorneamentoDocument5 pagesCálculo No TorneamentoBruno SilvaNo ratings yet
- Trabalho de Física - Máquinas SimplesDocument16 pagesTrabalho de Física - Máquinas Simplesjoice macuacuaNo ratings yet
- Apostila de Fresagem-EniacDocument18 pagesApostila de Fresagem-EniacilledratNo ratings yet
- Apostila de Sistemas de TransmissãoDocument37 pagesApostila de Sistemas de TransmissãoRonie PaciniNo ratings yet
- Dimensionamento de EixoDocument9 pagesDimensionamento de EixoRosiana SilvaNo ratings yet
- Cap 7 - DobramentoDocument38 pagesCap 7 - DobramentoneralregoneNo ratings yet
- HIDRODINAMICADocument6 pagesHIDRODINAMICAMichel Maia0% (1)
- Trabalho Elemento de Maquinas (Elementos de Fixação)Document50 pagesTrabalho Elemento de Maquinas (Elementos de Fixação)mrsilva1313No ratings yet
- Aula 3 - Corte e Serragem e Lista de ExercíciosDocument10 pagesAula 3 - Corte e Serragem e Lista de ExercíciosGiuseppe Ferrari100% (1)
- Aula 3-TorneamentoDocument57 pagesAula 3-TorneamentoElizeu Ferreira Dos Santos100% (1)
- Apostila de MecanismosDocument50 pagesApostila de MecanismosSombrio ZapataNo ratings yet
- ÍndiceDocument11 pagesÍndiceQuelton NgulubeNo ratings yet
- Power Point Fresadora OkDocument35 pagesPower Point Fresadora OkRicardo Almeida100% (1)
- Desgaste Por AbrasãoDocument20 pagesDesgaste Por AbrasãoFyllipe Pakito FelixNo ratings yet
- Exercícios Anel Graduado e Ferramentas de CorteDocument5 pagesExercícios Anel Graduado e Ferramentas de CorteTecmecânico67% (3)
- Processo FuraçãoDocument31 pagesProcesso Furaçãoweslleyrick100% (1)
- Divisão DiferencialDocument16 pagesDivisão DiferencialclsciceroNo ratings yet
- Aula 01 - Elementos de Fixação - RebitesDocument50 pagesAula 01 - Elementos de Fixação - RebitesFernanda FerreiraNo ratings yet
- Elementos de FixaçãoDocument31 pagesElementos de FixaçãoThiago MonteiroNo ratings yet
- 1 Lista de exercícios-USIN-2020Document2 pages1 Lista de exercícios-USIN-2020Anselmo FabrisNo ratings yet
- Eixos e ArvoresDocument53 pagesEixos e Arvoresnewton velasquesNo ratings yet
- História Do CNCDocument8 pagesHistória Do CNCIzabela SilvaNo ratings yet
- Mecanismos Aula 04Document30 pagesMecanismos Aula 04JoséNo ratings yet
- Fundamentos de ConformaçãoDocument52 pagesFundamentos de ConformaçãoMarina DornelaNo ratings yet
- Forças e Potencias de CorteDocument17 pagesForças e Potencias de CorteGabriel LimaNo ratings yet
- Seleção de Materiais 2016Document69 pagesSeleção de Materiais 2016Fernanda DiasNo ratings yet
- Apostila Desenho Mecanico I Parte 1Document57 pagesApostila Desenho Mecanico I Parte 1EekNo ratings yet
- TorneamentoDocument44 pagesTorneamentoGean ArnoldNo ratings yet
- ESTAMPAGEMDocument61 pagesESTAMPAGEMedpsousaNo ratings yet
- Elementos de MáquinasDocument15 pagesElementos de MáquinasDaniel LeoneNo ratings yet
- Aula 3 - Vistas Especiais PDFDocument30 pagesAula 3 - Vistas Especiais PDFlabortopuemaNo ratings yet
- Usinagem Tornearia3Document79 pagesUsinagem Tornearia3Marcos X AlmeidaNo ratings yet
- Ajustagem Mecânica IDocument65 pagesAjustagem Mecânica IJorge Ercilio LimaNo ratings yet
- RetificaçãoDocument38 pagesRetificaçãoBruna Reinehr100% (1)
- RectificadorasDocument48 pagesRectificadorasEtivaldoRodriguesCgNo ratings yet
- Atividade 9 - Economia Brasileira Contemporânea - G1 - T1 - 2022 - 2Document2 pagesAtividade 9 - Economia Brasileira Contemporânea - G1 - T1 - 2022 - 2Ana Carolina CastroNo ratings yet
- SLIDE 4 Aula Unidade 4 - Processamento de Produtos para SaúdeDocument23 pagesSLIDE 4 Aula Unidade 4 - Processamento de Produtos para SaúdeGlaucinea CoutinhoNo ratings yet
- KSB Multitec 0P 2Document21 pagesKSB Multitec 0P 2Alisson FelipeNo ratings yet
- E-Book 2 - Desenvolvimento HumanoDocument22 pagesE-Book 2 - Desenvolvimento HumanoSuzane Moreira FloresNo ratings yet
- MONTEIRO - ET - ALLI - URBI - FAVELAS - Cartografias - Resistencias - 2018Document20 pagesMONTEIRO - ET - ALLI - URBI - FAVELAS - Cartografias - Resistencias - 2018Carla KawanamiNo ratings yet
- 06 - Descobrindo o Amor Com Os Olhos Da Alma - MioloDocument48 pages06 - Descobrindo o Amor Com Os Olhos Da Alma - MioloMarília Liloca100% (2)
- Regras MatriculaDocument9 pagesRegras Matriculapaulo bessaNo ratings yet
- Testes (Formato Editável)Document34 pagesTestes (Formato Editável)Catarina FerreiraNo ratings yet
- Texto Seminario - Maria V Benevides Educação em DH de Que Se TrataDocument11 pagesTexto Seminario - Maria V Benevides Educação em DH de Que Se TrataGustavo FujiNo ratings yet
- A Responsabilidade Penal Por Omissao ImpDocument109 pagesA Responsabilidade Penal Por Omissao ImpValéria RodriguesNo ratings yet
- Gazeta 29 04Document56 pagesGazeta 29 04amlferreiraNo ratings yet
- Gerald Holton. As Raízes Da Complementaridade PDFDocument23 pagesGerald Holton. As Raízes Da Complementaridade PDFUmaitan JuniorNo ratings yet
- Quadro de Acompanhamento 3 Avaliação BimestralDocument8 pagesQuadro de Acompanhamento 3 Avaliação BimestralLeliane BarataNo ratings yet
- Treinamento EnemDocument3 pagesTreinamento EnemJóVidal100% (1)
- Lição 10 A Destruição de JerusalémDocument12 pagesLição 10 A Destruição de JerusalémRomário DiasNo ratings yet
- Relatório de Entrega de Atividades Extensionistas Atual-2Document2 pagesRelatório de Entrega de Atividades Extensionistas Atual-2Ana AzevedoNo ratings yet
- As2 Unidade 4 Historia Da ArteDocument2 pagesAs2 Unidade 4 Historia Da ArteArquiteto e Eng. TSST Bombeiro civil Rafael Santos100% (1)
- Ninguém É InsubstituívelDocument2 pagesNinguém É InsubstituívelThelma Fernandes De NovaesNo ratings yet
- Aviso - Abertura - Processo - Selecao - Regentes 2Document6 pagesAviso - Abertura - Processo - Selecao - Regentes 2Lili CordeiroNo ratings yet
- Questões de Prova - TRANSCAL - Marcelo e YohananDocument13 pagesQuestões de Prova - TRANSCAL - Marcelo e YohananLUCAS RENAN OLIVEIRA CABRALNo ratings yet
- Curso 109906 Aula 04 v1Document85 pagesCurso 109906 Aula 04 v1Iury NeivaNo ratings yet
- Tornar-Se Diarista: A Percepção Das Empregadas Domésticas Sobre Seu Trabalho em Regime de DiáriasDocument116 pagesTornar-Se Diarista: A Percepção Das Empregadas Domésticas Sobre Seu Trabalho em Regime de DiáriasCecy Bezerra de MeloNo ratings yet
- Refugiados D O BrasilDocument11 pagesRefugiados D O BrasilcryhoneyNo ratings yet
- O Teste MABC Do Movimento em Criancas deDocument12 pagesO Teste MABC Do Movimento em Criancas deJefferson Martins PaixaoNo ratings yet
- SPORT TV - YouTube PDFDocument1 pageSPORT TV - YouTube PDFPaulaNo ratings yet
- Sistema de Classificação Dos VegetaisDocument34 pagesSistema de Classificação Dos VegetaisLayla Lino100% (1)
- A Epistemologia Do Professor - BECKERDocument172 pagesA Epistemologia Do Professor - BECKERCarolOenning100% (1)
- 5 e 6aula - Hierarquia de MemoriaDocument66 pages5 e 6aula - Hierarquia de MemoriaRANT2No ratings yet
- 10 Dicas para Reduzir Os Riscos para o Trabalhador Da Construção Civil - DDS OnlineDocument2 pages10 Dicas para Reduzir Os Riscos para o Trabalhador Da Construção Civil - DDS OnlineAmorim AmorimNo ratings yet
- Avaliação de Geografia 6º AnoDocument3 pagesAvaliação de Geografia 6º AnoGal AnjosNo ratings yet