You might also like
- Episode 3: Production of Synthesis Gas by Steam Methane ReformingDocument31 pagesEpisode 3: Production of Synthesis Gas by Steam Methane ReformingSAJJAD KHUDHUR ABBASNo ratings yet
- Gasification: A History of Converting Carbonaceous Fuels to Combustible GasesDocument29 pagesGasification: A History of Converting Carbonaceous Fuels to Combustible GasesMR XNo ratings yet
- Module 4. Lesson 3 Gaseous FuelsDocument6 pagesModule 4. Lesson 3 Gaseous FuelsVJ CarbonellNo ratings yet
- Hiller 2011Document20 pagesHiller 2011satya.usct.900450No ratings yet
- Producers Gas PlantsDocument13 pagesProducers Gas PlantsHalil İbrahim KüplüNo ratings yet
- What Is A Fuel?: by K.K.PARTHIBAN, Boiler Consultant Venus Energy Audit SystemDocument4 pagesWhat Is A Fuel?: by K.K.PARTHIBAN, Boiler Consultant Venus Energy Audit SystemNath BoyapatiNo ratings yet
- Biomass GasificationDocument21 pagesBiomass GasificationMahesh ParitNo ratings yet
- Biomass Gasification AK RajvanshiDocument21 pagesBiomass Gasification AK RajvanshiBharat AggarwalNo ratings yet
- 08 Chapter 2Document37 pages08 Chapter 2RomanNo ratings yet
- Producer GasDocument3 pagesProducer GasPSS PrasadNo ratings yet
- Syngas Production ProcessDocument17 pagesSyngas Production ProcessAbubakr KhanNo ratings yet
- 3 Executive SummaryDocument8 pages3 Executive Summarygui9871No ratings yet
- Coal Gasification Using AspenDocument6 pagesCoal Gasification Using AspenTaniadi Suria100% (1)
- CombustionDocument35 pagesCombustionm_mukbel8752No ratings yet
- Types of Gaseous Fuels Term ReportDocument9 pagesTypes of Gaseous Fuels Term ReportSalmanzafarNo ratings yet
- Unit V Fuels and Combustion 9Document19 pagesUnit V Fuels and Combustion 9Er S Karthick AnnamalaiNo ratings yet
- Biomass GasificationDocument21 pagesBiomass GasificationLê Đức PhúNo ratings yet
- Gas BookDocument21 pagesGas BookTariku NegashNo ratings yet
- Gaseous FuelsDocument2 pagesGaseous FuelsSree MurthyNo ratings yet
- Coal and Coal ChemicalsDocument54 pagesCoal and Coal ChemicalsVishal DhapaNo ratings yet
- Gas If IcationDocument2 pagesGas If IcationbekkuNo ratings yet
- Produce Synthesis Gas from Carbon MaterialsDocument36 pagesProduce Synthesis Gas from Carbon MaterialseeNo ratings yet
- Types of fuel used in mechanical engineeringDocument10 pagesTypes of fuel used in mechanical engineeringDiyar NezarNo ratings yet
- Natural GasDocument13 pagesNatural GasRagerishcire KanaalaqNo ratings yet
- Coal GasificationDocument16 pagesCoal GasificationSheheryar MirzaNo ratings yet
- Global Gas IndustryDocument37 pagesGlobal Gas IndustrySuleiman BaruniNo ratings yet
- Presentation 3Document42 pagesPresentation 3Hubab AhmadNo ratings yet
- Fossil Fuels: Ancient Organisms Form Today's EnergyDocument11 pagesFossil Fuels: Ancient Organisms Form Today's EnergyFrances Aila Toreja BalotocNo ratings yet
- Coal Gasification: HistoryDocument3 pagesCoal Gasification: HistoryTalha Jamil MalikNo ratings yet
- S01-Coal Gasification-Gs-Gct PDFDocument5 pagesS01-Coal Gasification-Gs-Gct PDFTotoIswantoMuhammadTohirNo ratings yet
- FUELS DoneDocument5 pagesFUELS Donethercode sampNo ratings yet
- Fuels and CombustionDocument24 pagesFuels and Combustionmukirir47No ratings yet
- Gasification: An overview of the process, history, reactions and applicationsDocument10 pagesGasification: An overview of the process, history, reactions and applicationsJu Naid MalikNo ratings yet
- Biomass Gasification: A Thermochemical Conversion ProcessDocument27 pagesBiomass Gasification: A Thermochemical Conversion ProcessMalli ReddyNo ratings yet
- Gasification PPTDocument86 pagesGasification PPTBharat VaajNo ratings yet
- GCT1 Lect 5Document24 pagesGCT1 Lect 5Krushnang JoshiNo ratings yet
- Syngas Production Technologies ExplainedDocument23 pagesSyngas Production Technologies ExplainedKaycee ChirendaNo ratings yet
- Producers Gas PlantsDocument13 pagesProducers Gas PlantsHendro WongNo ratings yet
- Natural Gas: Jump To Navigationjump To SearchDocument13 pagesNatural Gas: Jump To Navigationjump To Searchshi chanNo ratings yet
- Fuel Gases: Primary (Natural) Secondary (Artificial)Document5 pagesFuel Gases: Primary (Natural) Secondary (Artificial)Souvik PaulNo ratings yet
- The Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power GenerationDocument17 pagesThe Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power Generationib4uNo ratings yet
- Combustion ENG.Document27 pagesCombustion ENG.Fahad SaoudNo ratings yet
- Motors in Chemical Eng.Document6 pagesMotors in Chemical Eng.Guillermo CúmezNo ratings yet
- Gasification: (Turnw2E™ Gasification Enhanced Gasification Performance)Document2 pagesGasification: (Turnw2E™ Gasification Enhanced Gasification Performance)Arini Rizal100% (1)
- History: Coal Peat Town Gas Natural Gas Blast Furnaces Synthetic World Wars World War II Wood Gas Generators EuropeDocument3 pagesHistory: Coal Peat Town Gas Natural Gas Blast Furnaces Synthetic World Wars World War II Wood Gas Generators EuropeSumiNo ratings yet
- Fuel Technology Lecture on History of Fuels and Gaseous FuelsDocument12 pagesFuel Technology Lecture on History of Fuels and Gaseous FuelsShakeel AhmadNo ratings yet
- Gas Technology LECTURE 1Document7 pagesGas Technology LECTURE 1عباس محمد سيد27 A100% (1)
- L5 CombustionDocument109 pagesL5 CombustionKalpaniNo ratings yet
- Thermal Gasification For Power and FuelsDocument105 pagesThermal Gasification For Power and FuelsRodolfo Barbosa YoungNo ratings yet
- Coal To Methanol p2Document8 pagesCoal To Methanol p2moeeezNo ratings yet
- Development of Small Downdraft Biomass GasifierDocument16 pagesDevelopment of Small Downdraft Biomass GasifierRafael Andres Gonzalez GarciaNo ratings yet
- Gasifiers - Mini ProjectDocument12 pagesGasifiers - Mini Projectengineerusman219100% (1)
- Combustion Basic InformationDocument11 pagesCombustion Basic InformationbekkuNo ratings yet
- Lec 20-25 REE 365Document8 pagesLec 20-25 REE 365Mrunali GaikwadNo ratings yet
- Industrial Gasification Types and PeripheralsDocument31 pagesIndustrial Gasification Types and Peripheralslucchini.paolo3002No ratings yet
- Construction of a Simplified Wood Gas GeneratorDocument56 pagesConstruction of a Simplified Wood Gas GeneratorPools2012No ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Momentum ProblemsDocument7 pagesMomentum ProblemsjantskieNo ratings yet
- Phychem Jul 6,2018Document25 pagesPhychem Jul 6,2018jantskieNo ratings yet
- Reporthehejeje 2Document6 pagesReporthehejeje 2jantskieNo ratings yet
- Bioethanol DistillationDocument1 pageBioethanol DistillationjantskieNo ratings yet
- WRD Ot Activated Sludge Process 445196 7Document162 pagesWRD Ot Activated Sludge Process 445196 7GRIFITHNo ratings yet
- Calculate interest earned on depositDocument5 pagesCalculate interest earned on depositMhelveneNo ratings yet
- 02-Toxicology, Nov. 21, 2017 - 2 PDFDocument37 pages02-Toxicology, Nov. 21, 2017 - 2 PDFjantskieNo ratings yet
- Chemical Process Industries: Industrial GasesDocument5 pagesChemical Process Industries: Industrial GasesjantskieNo ratings yet
- 2.5 Fall ProtectionDocument52 pages2.5 Fall ProtectionjantskieNo ratings yet
- Vector Mechanics For Engineer: StaticsDocument25 pagesVector Mechanics For Engineer: StaticsRidwan SaputraNo ratings yet
- Thermodynamics Gas Power Cycles Carnot EngineDocument3 pagesThermodynamics Gas Power Cycles Carnot EnginejantskieNo ratings yet
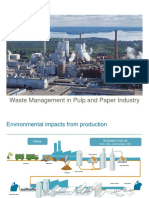
- Pulp and Paper IndustryDocument34 pagesPulp and Paper IndustryjantskieNo ratings yet
- Thermodyanamics SolDocument5 pagesThermodyanamics SoljantskieNo ratings yet
- Overall-Problems (Day 2)Document52 pagesOverall-Problems (Day 2)jantskie0% (2)
- Statics Jul 6,2018Document20 pagesStatics Jul 6,2018jantskieNo ratings yet
- Optimization CalculusDocument32 pagesOptimization Calculusjantskie100% (1)
- Quiz #4,#5,& #6, Air Pollutant Dispersion, Feb. 01, 2018Document4 pagesQuiz #4,#5,& #6, Air Pollutant Dispersion, Feb. 01, 2018jantskieNo ratings yet
- Projectiles and StuffsDocument15 pagesProjectiles and StuffsjantskieNo ratings yet
- 06 Wastewater MicrobiologyDocument10 pages06 Wastewater MicrobiologyjantskieNo ratings yet
- 03-Pre-treatment-Neutralization, Nov. 23, 2017Document32 pages03-Pre-treatment-Neutralization, Nov. 23, 2017jantskieNo ratings yet
- WRD Ot Activated Sludge Process 445196 7Document14 pagesWRD Ot Activated Sludge Process 445196 7jantskieNo ratings yet
- Sag CurveDocument14 pagesSag CurvejantskieNo ratings yet
- Streeter PhelpsDocument7 pagesStreeter Phelpsjantskie100% (1)
- Water PDFDocument10 pagesWater PDFMukul ChoudhuryNo ratings yet
- Quiz #2 and Coagulation ProcessDocument22 pagesQuiz #2 and Coagulation ProcessjantskieNo ratings yet
- Pulp and Paper IndustryDocument2 pagesPulp and Paper IndustryjantskieNo ratings yet
- 05 FOG Removal Jan. 04. 2018Document15 pages05 FOG Removal Jan. 04. 2018jantskieNo ratings yet
- 05-Air Pollution Atm. Dispersion, Jan 09. 2018Document2 pages05-Air Pollution Atm. Dispersion, Jan 09. 2018jantskieNo ratings yet
- Flowrate EqualizationDocument2 pagesFlowrate EqualizationjantskieNo ratings yet
- 1 1 1 IsmeDocument5 pages1 1 1 IsmeCordos NicolaeNo ratings yet
- CHAPTER-6 CombustionDocument6 pagesCHAPTER-6 CombustionAkshara ChawlaNo ratings yet
- L7 - BRG - Sources and Types of Air PollutantsDocument53 pagesL7 - BRG - Sources and Types of Air PollutantsIV YEAR CIVILNo ratings yet
- Chemistry 1 11 Q2 M13Document14 pagesChemistry 1 11 Q2 M13Jessie CandawanNo ratings yet
- Hazmat Terminology 14: in Clues, The Following ( - Words) Indicates The Number of Words Without Spaces in The AnswerDocument5 pagesHazmat Terminology 14: in Clues, The Following ( - Words) Indicates The Number of Words Without Spaces in The AnswerFire LibraryNo ratings yet
- IB Chemistry Empirical Formula WorksheetDocument2 pagesIB Chemistry Empirical Formula WorksheetSherida GibbsNo ratings yet
- Fire Security NGOAFRDocument5 pagesFire Security NGOAFRseeker05No ratings yet
- Cement Kiln Dust CKD Methods For ReductioDocument21 pagesCement Kiln Dust CKD Methods For ReductiofaheemqcNo ratings yet
- 8-3 Rubber TireDocument22 pages8-3 Rubber TireFernando Katayama0% (1)
- SM Pilot RGBDocument4 pagesSM Pilot RGBHarmanNo ratings yet
- Chemistry Solved ExamplesDocument25 pagesChemistry Solved ExamplesRaj PandeyNo ratings yet
- MSDS SummaryDocument13 pagesMSDS SummaryShelly Trissa RamadhanNo ratings yet
- Cdi 106 ModuleDocument6 pagesCdi 106 ModuleFrancheska Kate LabiosNo ratings yet
- Energy Efficient Opearation of BoilersDocument44 pagesEnergy Efficient Opearation of BoilersBorivoj Stepanov100% (1)
- Commercial Propane: Material Safety Data SheetDocument7 pagesCommercial Propane: Material Safety Data SheetRajesh NareNo ratings yet
- CRIME DETECTION GUIDEDocument12 pagesCRIME DETECTION GUIDEHaha HohoNo ratings yet
- Clinafarm Brochure JanDocument8 pagesClinafarm Brochure JanDrivailaNo ratings yet
- ANEXO III (M.Aux) PDFDocument302 pagesANEXO III (M.Aux) PDFsarabjit mundaeNo ratings yet
- 4 Chapter Four Chemical Reaction and CombustionDocument90 pages4 Chapter Four Chemical Reaction and CombustionMohamed AbdelaalNo ratings yet
- Edexcel Module Heat Transfer and Combustion - H2 Outcome 4 - Tutorial 1Document20 pagesEdexcel Module Heat Transfer and Combustion - H2 Outcome 4 - Tutorial 1gems_gce074325No ratings yet
- Comp Env 2007 Chp4Document94 pagesComp Env 2007 Chp4Robin ShergillNo ratings yet
- Caterpillar G3306B NA Hoja de Datos PDFDocument4 pagesCaterpillar G3306B NA Hoja de Datos PDFJUAN CARLOS velazquez hernandezNo ratings yet
- CFPA E Guideline No 19 2023-FDocument43 pagesCFPA E Guideline No 19 2023-Fgerard.ingenieriaNo ratings yet
- Watermark Chemistry Igcse Notes 2 PDFDocument15 pagesWatermark Chemistry Igcse Notes 2 PDFMeerab ShahNo ratings yet
- EPA report details standards to reduce hazardous emissions from coke productionDocument224 pagesEPA report details standards to reduce hazardous emissions from coke productionAmit SarkarNo ratings yet
- Nomex Technical GuideDocument40 pagesNomex Technical Guidechusnuh100% (1)
- 6464 Nat Gas CodeDocument223 pages6464 Nat Gas CodefelixNo ratings yet
- Rotary Dryer HandbookDocument34 pagesRotary Dryer HandbookMauricio Guanella100% (3)
- AASHTO T 267-86 - 08 Determination of Organic Content in Soils by Loss On Ignition PDFDocument2 pagesAASHTO T 267-86 - 08 Determination of Organic Content in Soils by Loss On Ignition PDFgilmer86% (7)