You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- UKCS-TI-32 Piping Joints Handbook PDFDocument107 pagesUKCS-TI-32 Piping Joints Handbook PDF임재령No ratings yet
- BCD4-000-44-SPC-4-016-00 - rev0-REC Piping Color CodingDocument15 pagesBCD4-000-44-SPC-4-016-00 - rev0-REC Piping Color CodingRicardo NapitupuluNo ratings yet
- BU 1 Report PDFDocument117 pagesBU 1 Report PDFSharmaine FalcisNo ratings yet
- Conexiones de CobreDocument104 pagesConexiones de CobreRené Galbraith BerraNo ratings yet
- List Project & Used ItemsDocument4 pagesList Project & Used ItemsZaki Rizqi FadhlurrahmanNo ratings yet
- Climate ChangeDocument4 pagesClimate Changeyonas abebeNo ratings yet
- Model AG25 ProcessDocument11 pagesModel AG25 Processasrul fatahNo ratings yet
- Working PressureDocument11 pagesWorking Pressureshojaee1063No ratings yet
- Rabupura - Tender DocumentDocument57 pagesRabupura - Tender Documentankur yadavNo ratings yet
- Effast Product CatalogueDocument76 pagesEffast Product CatalogueLynn Selfe0% (2)
- Parts List: Parts No.: A099-0073 Revision Date: 12 May, 2003Document30 pagesParts List: Parts No.: A099-0073 Revision Date: 12 May, 2003Gaëlle HENNEBELNo ratings yet
- Donaldson Hump Hoses, Reducers, Etc. - 055474 PDFDocument4 pagesDonaldson Hump Hoses, Reducers, Etc. - 055474 PDFkman548No ratings yet
- Astm D2464 (1999)Document4 pagesAstm D2464 (1999)moustafaNo ratings yet
- 8-1281-12 Pipe Class HF-2Document7 pages8-1281-12 Pipe Class HF-2Jesus MendezNo ratings yet
- Fittings & Access Catalogo Sistemas de Lubricacion PDFDocument20 pagesFittings & Access Catalogo Sistemas de Lubricacion PDFIdiLab EmprendimientoNo ratings yet
- Nfpa 20 ReviewedDocument6 pagesNfpa 20 Reviewedakill3rNo ratings yet
- CSQS QualityDocument221 pagesCSQS QualityAndreasNo ratings yet
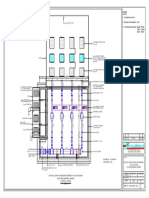
- Multiple Meter Cabinet DetailsDocument1 pageMultiple Meter Cabinet DetailsMohammed sabatinNo ratings yet
- American Residential Gas Water Heater Power Vent With FVIRDocument25 pagesAmerican Residential Gas Water Heater Power Vent With FVIRDmitriy SemakovNo ratings yet
- Ameron FRP Fittings 7000MDocument8 pagesAmeron FRP Fittings 7000MNatchimuthu Durai BalanNo ratings yet
- Grooved FittingsDocument2 pagesGrooved FittingsSSS888No ratings yet
- AlkonDocument55 pagesAlkonadNo ratings yet
- Sewers, Force MainDocument8 pagesSewers, Force MainEden CansonNo ratings yet
- PipesDocument19 pagesPipesKennedy Kenzo Ken ObochelengNo ratings yet
- PDMS11.5 Manual0403-3Document199 pagesPDMS11.5 Manual0403-3Bhardwaj TrivediNo ratings yet
- Bid Form Sariaya Multi-Unit House - JJM, Sr. Commercial BidDocument23 pagesBid Form Sariaya Multi-Unit House - JJM, Sr. Commercial BidChristian Joy de GuzmanNo ratings yet
- Rodney Katz - Prototype Design and Manufacturing ManualDocument64 pagesRodney Katz - Prototype Design and Manufacturing Manualenascimento32No ratings yet
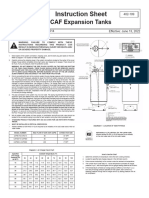
- Taco CAF Expansion Tank Install ManualDocument3 pagesTaco CAF Expansion Tank Install ManualTEMPNo ratings yet
- Head CalculationDocument24 pagesHead CalculationdheerajNo ratings yet
- Licensure Examination For Teachers (LET) ReviewerDocument32 pagesLicensure Examination For Teachers (LET) ReviewerCarizze Quilala CatalonNo ratings yet