You might also like
- Let Me Explain Issues Related To LNG in Question and Answer FormDocument23 pagesLet Me Explain Issues Related To LNG in Question and Answer Formashdimri100% (6)
- Air Separation Unit Atmospheric AirDocument2 pagesAir Separation Unit Atmospheric Airv.satyanarayana EthaNo ratings yet
- Air Separation Units PDFDocument107 pagesAir Separation Units PDFFares100% (2)
- Air Separation Units PDFDocument107 pagesAir Separation Units PDFFares100% (2)
- Air Separation Units PDFDocument107 pagesAir Separation Units PDFFares100% (2)
- Air Separation Units PDFDocument107 pagesAir Separation Units PDFFares100% (2)
- CMGPP FD PR BOD 0001 - Process Basis of Design - Rev.0Document14 pagesCMGPP FD PR BOD 0001 - Process Basis of Design - Rev.0Văn HoàngNo ratings yet
- Kres KBRDocument33 pagesKres KBRrenitadyahNo ratings yet
- En Supply Options Air Separation Plant PosterDocument1 pageEn Supply Options Air Separation Plant PosterSebastian Rajesh100% (1)
- En Supply Options Air Separation Plant PosterDocument1 pageEn Supply Options Air Separation Plant PosterSebastian Rajesh100% (1)
- En Supply Options Air Separation Plant PosterDocument1 pageEn Supply Options Air Separation Plant PosterSebastian Rajesh100% (1)
- Specialty Gase PDFDocument395 pagesSpecialty Gase PDFMarco Pablo Roldan MoncadaNo ratings yet
- PFD Nitric Acid Dan Pid PDFDocument9 pagesPFD Nitric Acid Dan Pid PDFasriNo ratings yet
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Document28 pagesAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNo ratings yet
- Durango Hmo Study GuideDocument82 pagesDurango Hmo Study GuideYorman J. Mari PerazaNo ratings yet
- A Complete Analysis of Your Reformer: Bill Cotton and Barry FisherDocument9 pagesA Complete Analysis of Your Reformer: Bill Cotton and Barry Fishersalvatore raffaNo ratings yet
- Thermophysical Properties of Carbon DioxideDocument4 pagesThermophysical Properties of Carbon DioxideAnonymous 6cQRWqNo ratings yet
- Selection of Cryogenic Insulation For LNG Transfer LineDocument9 pagesSelection of Cryogenic Insulation For LNG Transfer Lineanwarhas05No ratings yet
- Haldor Topse SpecDocument13 pagesHaldor Topse SpecRafiNo ratings yet
- J-21 Rev1Document28 pagesJ-21 Rev1Hoàng Minh ÁiNo ratings yet
- Uop Benfield DatasheetDocument2 pagesUop Benfield DatasheetSusan Monteza GrandezNo ratings yet
- Ips M PM 200 Reciprocating Compressors For Process ServicesDocument25 pagesIps M PM 200 Reciprocating Compressors For Process ServicesSeyedAli TabatabaeeNo ratings yet
- Air Seperation PlantDocument14 pagesAir Seperation Plantokoro matthewNo ratings yet
- Aiga 081 16 Safe Practices For Storage and Handling of Nitrous OxideDocument37 pagesAiga 081 16 Safe Practices For Storage and Handling of Nitrous Oxidechem_ta100% (1)
- 2004 Rev Vacuum EjectorDocument5 pages2004 Rev Vacuum EjectorIndranil HatuaNo ratings yet
- Calculate Horizontal Cylinder VolumeDocument10 pagesCalculate Horizontal Cylinder VolumearifcoyNo ratings yet
- Industrial GasesDocument20 pagesIndustrial GasesRiazNo ratings yet
- Air Liquide Syngas ProcessDocument1 pageAir Liquide Syngas ProcessAntonio MendesNo ratings yet
- Kod SizingDocument2 pagesKod SizingCan YıldırımNo ratings yet
- TATA Ammonia Plant: Design Features and Operating ExperienceDocument17 pagesTATA Ammonia Plant: Design Features and Operating Experiencevaratharajan g rNo ratings yet
- Designing Large Package BoilersDocument3 pagesDesigning Large Package BoilersdemonarundoNo ratings yet
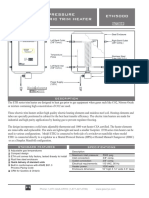
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- Safety Aspects of CNG and LNG SystemsDocument19 pagesSafety Aspects of CNG and LNG SystemsAfzal AktharNo ratings yet
- Electric Heaters For Safe Startup ofDocument9 pagesElectric Heaters For Safe Startup ofSteve WanNo ratings yet
- Heurtey Petrochem: Coker Furnace Run LengthDocument24 pagesHeurtey Petrochem: Coker Furnace Run LengthFayaz MohammedNo ratings yet
- Cryogenic GrindingDocument15 pagesCryogenic GrindingBibinNo ratings yet
- ArchiCAD Step by StepDocument154 pagesArchiCAD Step by Stepfrankiesaybook100% (1)
- Magnesium HydrideDocument16 pagesMagnesium Hydridefraniq2007No ratings yet
- Methanol DistillationDocument6 pagesMethanol DistillationNaseeb AliNo ratings yet
- Advanced Design and Analysis of BOG Treatment Process in LNG Fueled ShipDocument12 pagesAdvanced Design and Analysis of BOG Treatment Process in LNG Fueled Shipsameh tawfeekNo ratings yet
- KLM Hydraulic Program OverviewDocument50 pagesKLM Hydraulic Program Overviewjoshimanan01No ratings yet
- Df-25054-Rep-03-001 (Proceso H2)Document110 pagesDf-25054-Rep-03-001 (Proceso H2)María Macharé GutierrezNo ratings yet
- 22 Cryometrix Ultra Low Temp Freezers - End UserDocument11 pages22 Cryometrix Ultra Low Temp Freezers - End Userapi-220622714No ratings yet
- Lessons Learned With Ammonia Synthesis CatalystsDocument12 pagesLessons Learned With Ammonia Synthesis CatalystssugumarNo ratings yet
- Topsoe Prereforming CatalystDocument13 pagesTopsoe Prereforming CatalystReza RhiNo ratings yet
- PSA O2 Generator ReportDocument36 pagesPSA O2 Generator ReportPrasoon TaylorNo ratings yet
- Process Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterDocument39 pagesProcess Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterLarbi Hammoun100% (1)
- Selection of Gas CompressorsDocument4 pagesSelection of Gas CompressorsDiegoNo ratings yet
- Fertilizers Industry Ammonia PlantDocument75 pagesFertilizers Industry Ammonia Plantnayear100% (1)
- Conversion of SulfinolSM To BASF's aMDEADocument12 pagesConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- Ben FieldDocument10 pagesBen FieldashmitharajaNo ratings yet
- Uhde Brochure Ammonia SCR PDFDocument28 pagesUhde Brochure Ammonia SCR PDFBaher ElsheikhNo ratings yet
- Cold Facts Buyers Guide (2017) PDFDocument41 pagesCold Facts Buyers Guide (2017) PDFBinh Thanh LeNo ratings yet
- Cryogenic Separation Plants PDFDocument20 pagesCryogenic Separation Plants PDFHemanth Kumar Sarosh KiranNo ratings yet
- Air Liquide MRPL Overview and Air Liquide Geismar Utility ServicesDocument15 pagesAir Liquide MRPL Overview and Air Liquide Geismar Utility ServicesPland SpringNo ratings yet
- Secondary Reformer Refractory - Dry - Out - OpDocument10 pagesSecondary Reformer Refractory - Dry - Out - OpAlfonso BlancoNo ratings yet
- CO2 Capture & CompressionDocument22 pagesCO2 Capture & Compressionchen junwenNo ratings yet
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDocument12 pagesSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486No ratings yet
- Enviromental Control Equipment Data Sheet: GeneralDocument3 pagesEnviromental Control Equipment Data Sheet: Generalsachins1318No ratings yet
- Ammonia Slide Blok Diagram CV Nghjyujkm BNMC NDFHG NVBNBMGHDocument22 pagesAmmonia Slide Blok Diagram CV Nghjyujkm BNMC NDFHG NVBNBMGHR Kibik Sht100% (1)
- MSDS Ar-301 GB CLP enDocument11 pagesMSDS Ar-301 GB CLP enA RNo ratings yet
- Deaerator TransientDocument8 pagesDeaerator TransientAshwini Kumar VermaNo ratings yet
- AmmoniaDocument33 pagesAmmoniaWilly ChandraNo ratings yet
- Topsoe EFUELS Technology For Converting CO2 To Renewable Synthetic FuelDocument19 pagesTopsoe EFUELS Technology For Converting CO2 To Renewable Synthetic FuelBen PowersNo ratings yet
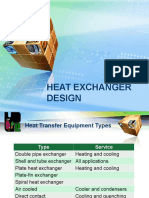
- Heat Exchanger DesignDocument83 pagesHeat Exchanger DesignPhượng NguyễnNo ratings yet
- Gases and Gases Blends PraxairDocument18 pagesGases and Gases Blends PraxairAllen RosonNo ratings yet
- Xebec Hydrogen BrochureDocument24 pagesXebec Hydrogen BrochureJoshNo ratings yet
- Guide Line To Vendor Regarding Tube Layout PreparationDocument4 pagesGuide Line To Vendor Regarding Tube Layout PreparationSalman AkramNo ratings yet
- Bog CompressorDocument7 pagesBog CompressorsswahyudiNo ratings yet
- Ammonia Synthesis Material Balence CalulDocument1 pageAmmonia Synthesis Material Balence CalulDhruv RanaNo ratings yet
- GEA Air Cooler Data-SheetDocument1 pageGEA Air Cooler Data-SheetMohamed RadwanNo ratings yet
- Relief Valve and Control ValveDocument27 pagesRelief Valve and Control ValveanayoNo ratings yet
- Condensers Control and Reclaim VOCsDocument3 pagesCondensers Control and Reclaim VOCsgpcshfNo ratings yet
- Calculating Thermal Efficiency of Gas Fired Heaters: by Eng: Mostafa MahmoudDocument24 pagesCalculating Thermal Efficiency of Gas Fired Heaters: by Eng: Mostafa Mahmoudmostafa_1000No ratings yet
- Cryogenic SystemsDocument9 pagesCryogenic SystemsGanesh ThoratNo ratings yet
- Aula3wireless PDFDocument26 pagesAula3wireless PDFAbednego ZanoNo ratings yet
- ManualDocument176 pagesManualTumus TonyNo ratings yet
- Mercury/32: A Mail Server For Microsoft Windows and Novell Netware SystemsDocument112 pagesMercury/32: A Mail Server For Microsoft Windows and Novell Netware SystemsJulio Roberto Mezajil TumeNo ratings yet
- Efeito de Extratos Aquosos de Plantas No Desenvolvimento de PlutellaDocument6 pagesEfeito de Extratos Aquosos de Plantas No Desenvolvimento de PlutellaAbednego ZanoNo ratings yet
- New Documento Do Microsoft Office WordDocument2 pagesNew Documento Do Microsoft Office WordAbednego ZanoNo ratings yet
- Articles On Key Sectors However: ReliableDocument1 pageArticles On Key Sectors However: ReliableAbednego ZanoNo ratings yet
- Air PDFDocument10 pagesAir PDFAbednego ZanoNo ratings yet
- Articles On Key Sectors However: ReliableDocument1 pageArticles On Key Sectors However: ReliableAbednego ZanoNo ratings yet
- Ver Esse00700 TransformParsevalDocument107 pagesVer Esse00700 TransformParsevalAbednego ZanoNo ratings yet
- Introduction To Statistical Quality ControlDocument392 pagesIntroduction To Statistical Quality ControlMeherTezzNo ratings yet
- Articles On Key Sectors However: ReliableDocument1 pageArticles On Key Sectors However: ReliableAbednego ZanoNo ratings yet
- Articles On Key Sectors However: ReliableDocument1 pageArticles On Key Sectors However: ReliableAbednego ZanoNo ratings yet
- Presentation 1Document4 pagesPresentation 1Abednego ZanoNo ratings yet
- Presentation 1Document4 pagesPresentation 1Abednego ZanoNo ratings yet
- Presentation 1Document4 pagesPresentation 1Abednego ZanoNo ratings yet
- Cryogenic Engineering CentreDocument2 pagesCryogenic Engineering CentreKarthikeyan SubbuNo ratings yet
- A Novel Cryogenic Treatment For Reduction of Residual Stresses in 2024 Aluminum AlloyDocument5 pagesA Novel Cryogenic Treatment For Reduction of Residual Stresses in 2024 Aluminum AlloyDung XuanNo ratings yet
- PDS4 2Document2 pagesPDS4 2akhyar98No ratings yet
- A S A P S: Ccelerated Urface Rea and Orosimetry YstemDocument373 pagesA S A P S: Ccelerated Urface Rea and Orosimetry Ystemmaterials porousNo ratings yet
- SuperconductivityDocument17 pagesSuperconductivityAmitKumarNo ratings yet
- Cryocoolers For Space Applications: TopicsDocument38 pagesCryocoolers For Space Applications: Topics陈志超No ratings yet
- T 80001 enDocument24 pagesT 80001 enEnda MNo ratings yet
- Hangzhou Chenrui Air Separator Installation Manufacture CO., LTDDocument10 pagesHangzhou Chenrui Air Separator Installation Manufacture CO., LTDTonyNo ratings yet
- (41-9-3) NPTEL - Instrumentation in CryogenicsDocument49 pages(41-9-3) NPTEL - Instrumentation in CryogenicsThermal_EngineerNo ratings yet
- Propriedades Do Helio Liquido PDFDocument46 pagesPropriedades Do Helio Liquido PDFPedro von SydowNo ratings yet
- Cryogenic Properties of Stainless Steel BellowsDocument1 pageCryogenic Properties of Stainless Steel BellowsSeungmin PaekNo ratings yet
- AS 2746-2008 Working Areas For Gas-Fuelled Vehicles PDFDocument9 pagesAS 2746-2008 Working Areas For Gas-Fuelled Vehicles PDFSAI Global - APAC0% (1)
- Air Liquid Instruction TR 60 I 35Document49 pagesAir Liquid Instruction TR 60 I 35wiskrisNo ratings yet
- Cat CSSV 02 14Document12 pagesCat CSSV 02 14Ali MiladianNo ratings yet
- GB16912 1997 enDocument39 pagesGB16912 1997 enMaxym OsadchyNo ratings yet
- Property Risk Consulting Guidelines: Air Seperation PlantsDocument20 pagesProperty Risk Consulting Guidelines: Air Seperation PlantsAmit BiswasNo ratings yet
- Barrier Fluid Selection GuideDocument1 pageBarrier Fluid Selection GuidezhangjieNo ratings yet
- Thermo 006H RefrigerationDocument6 pagesThermo 006H RefrigerationudokasNo ratings yet
- Thermax PDS1.0Document2 pagesThermax PDS1.0John SAUERNo ratings yet
- What Is Clean Dry AirDocument7 pagesWhat Is Clean Dry AirDante BarrowsNo ratings yet
- WHO CDS EPR 2007 2cc PDFDocument29 pagesWHO CDS EPR 2007 2cc PDFGopakumar SethumadhavanNo ratings yet
- Safe Use of Nitrogen PDFDocument6 pagesSafe Use of Nitrogen PDFkuraimundNo ratings yet