You might also like
- Reactivity of Naphtha Fractions For Light Olefins ProductionDocument14 pagesReactivity of Naphtha Fractions For Light Olefins ProductionAMANo ratings yet
- Smith Industries WaterBath Indirect Heater PDFDocument29 pagesSmith Industries WaterBath Indirect Heater PDFcassindromeNo ratings yet
- EPD BetonDocument11 pagesEPD BetonElena-Mihaela BogdanNo ratings yet
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNo ratings yet
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraNo ratings yet
- SSP Process DescriptionDocument10 pagesSSP Process DescriptionChirag JaniNo ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray SinghDocument10 pagesMajor Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singhvaratharajan g rNo ratings yet
- Final ReportDocument46 pagesFinal ReportVarun Gupta100% (1)
- Choosing A Selective Hydrogenation SystemDocument9 pagesChoosing A Selective Hydrogenation SystemrizaherNo ratings yet
- Introduction To Kellogg Braun & Root (KBR) Ammonia ProcessDocument16 pagesIntroduction To Kellogg Braun & Root (KBR) Ammonia ProcessAlvaro Boris Vallejos CortezNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- Ammonia and UreaDocument33 pagesAmmonia and UreaPRAJWAL RASTOGINo ratings yet
- Lessons Learned With Ammonia Synthesis CatalystsDocument12 pagesLessons Learned With Ammonia Synthesis CatalystssugumarNo ratings yet
- Ud He TechnologyDocument16 pagesUd He TechnologyBejavada Suresh100% (1)
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- Clariant Brochure Methanol Synthesis 201711 ENDocument16 pagesClariant Brochure Methanol Synthesis 201711 ENCrystal DaiNo ratings yet
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- DME Synthesis Technology Ready For Market: © Gastech 2005Document6 pagesDME Synthesis Technology Ready For Market: © Gastech 2005yan energiaNo ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- 6 MarchDocument51 pages6 MarchmaritsyaditaaNo ratings yet
- 97 6 TocDocument10 pages97 6 TocJose Luis Gutierrez MadariagaNo ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Synthesis of Vinyl Acetate Monomer From Syntesis Gas TustinDocument11 pagesSynthesis of Vinyl Acetate Monomer From Syntesis Gas Tustindesigat4122No ratings yet
- Understanding Gas Treatment FundamentalsDocument8 pagesUnderstanding Gas Treatment Fundamentalsazotik1985No ratings yet
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDocument13 pagesCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rNo ratings yet
- 2000 Development of The ACES 21 ProcessDocument17 pages2000 Development of The ACES 21 ProcessTTaddictNo ratings yet
- Study of Vapour Absorption System Using Waste Heat-F0283439Document6 pagesStudy of Vapour Absorption System Using Waste Heat-F0283439Anonymous NGXdt2BxNo ratings yet
- Maleic Anhydride Expansion ProjectDocument2 pagesMaleic Anhydride Expansion Projectthaneiro100% (1)
- Uhde Dual-Pressure Process For Large-Scale Ammonia Plants: - Saskferco Ammonia-Urea Complex, CanadaDocument6 pagesUhde Dual-Pressure Process For Large-Scale Ammonia Plants: - Saskferco Ammonia-Urea Complex, CanadaMUHAMMAD USMAN0% (1)
- GTL TechnologyDocument24 pagesGTL Technologychaitanya_scribd100% (1)
- Methanol Catalyst Poisons - A Literature Study (CCS)Document19 pagesMethanol Catalyst Poisons - A Literature Study (CCS)ahsan888No ratings yet
- Leak Detection Systems in Urea Plants: Ureaknowhow - Cow Mechanical Paper April 2009Document13 pagesLeak Detection Systems in Urea Plants: Ureaknowhow - Cow Mechanical Paper April 2009Aitazaz AhsanNo ratings yet
- 014 PDFDocument12 pages014 PDFGrootNo ratings yet
- Haldor Topsoe Hter First ExperiencesDocument8 pagesHaldor Topsoe Hter First ExperiencesGeorge Van BommelNo ratings yet
- JM Methanol BrochureDocument24 pagesJM Methanol BrochureM Alim Ur RahmanNo ratings yet
- Methanol To GasolineDocument9 pagesMethanol To GasolinehhvgNo ratings yet
- Steam Reforming Common ProblemsDocument61 pagesSteam Reforming Common ProblemsBilalNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- The Star Process by Uhde: Industrial SolutionsDocument24 pagesThe Star Process by Uhde: Industrial SolutionsAjaykumarNo ratings yet
- 142 Yer HS PSM 0001Document75 pages142 Yer HS PSM 0001Janakiraman MalligaNo ratings yet
- Feasibilty For The ProjectDocument18 pagesFeasibilty For The ProjectRana UzairNo ratings yet
- Complete PFDDocument5 pagesComplete PFDAriff FikriNo ratings yet
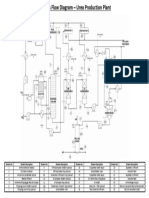
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787No ratings yet
- 0809S2 - Abs Nexant Report Phosphoric AcidDocument6 pages0809S2 - Abs Nexant Report Phosphoric Acidlhphong021191No ratings yet
- HPCL-Mittal Energy Limited: Corporate ProfileDocument11 pagesHPCL-Mittal Energy Limited: Corporate ProfileJordan RockNo ratings yet
- Report On Sulphur RecoveryDocument9 pagesReport On Sulphur Recoveryvidit SinghNo ratings yet
- New SynCOR Ammonia™ ProcessDocument12 pagesNew SynCOR Ammonia™ Processrukam18No ratings yet
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- 2009 12 Brouwer UreaKnowHow - Com Phase Diagrams of The Urea ProcessDocument11 pages2009 12 Brouwer UreaKnowHow - Com Phase Diagrams of The Urea ProcessjunaidNo ratings yet
- Hazards and Risk Assessment: Appendix BDocument60 pagesHazards and Risk Assessment: Appendix BGILBERTO YOSHIDANo ratings yet
- Poly Olefin HandbookDocument90 pagesPoly Olefin HandbookKenneth HowesNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- 6 Carboxilic Acid and EsterDocument27 pages6 Carboxilic Acid and EsterIna FadhlinaNo ratings yet
- BathindaDocument8 pagesBathindaEkta AdlakhaNo ratings yet
- Gas Dehydration and Molecular Sieves FPSO SaquaremaDocument28 pagesGas Dehydration and Molecular Sieves FPSO SaquaremamohammedNo ratings yet
- SXK New Price ListDocument5 pagesSXK New Price ListidchandraNo ratings yet
- HCLDocument13 pagesHCLHussein AlkafajiNo ratings yet
- International CataloguesDocument18 pagesInternational CataloguesHuy ThaiNo ratings yet
- Pip Vesv1003-2014Document9 pagesPip Vesv1003-2014d-fbuser-93320248No ratings yet
- Mathalino: E N W S G S V V V V V W W W D Γ Γ Γ Γ Γ Γ Γ Γ Ll Pl Li Pi GiDocument8 pagesMathalino: E N W S G S V V V V V W W W D Γ Γ Γ Γ Γ Γ Γ Γ Ll Pl Li Pi GiLovely Joy ArdanielNo ratings yet
- Technical Data Sheet Chryso RMC 5321 - 6146 - 3701Document1 pageTechnical Data Sheet Chryso RMC 5321 - 6146 - 3701ABHI MITRANo ratings yet
- Catalogo Tecnico ENGDocument52 pagesCatalogo Tecnico ENGAdvokat HadziTonicNo ratings yet
- DPC: Novel Fabric Made by Water Hyacinth (Eichornia PolyesterDocument7 pagesDPC: Novel Fabric Made by Water Hyacinth (Eichornia PolyesterRhian PanaganeNo ratings yet
- Technical Bulletin: Valdisk TX3 Triple Offset Butterfly Control ValveDocument20 pagesTechnical Bulletin: Valdisk TX3 Triple Offset Butterfly Control ValveAhmed KhairiNo ratings yet
- CM 425 CM 425: Properties of Fresh ConcreteDocument9 pagesCM 425 CM 425: Properties of Fresh ConcretesamNo ratings yet
- Atterberg LimitsDocument6 pagesAtterberg LimitsShakil HossainNo ratings yet
- Cement Hydration Inhibition With SucroseDocument8 pagesCement Hydration Inhibition With SucroseJaq Plin PlinNo ratings yet
- Rotary CoatingDocument5 pagesRotary Coatinggalati12345No ratings yet
- BoldrocchiDocument1 pageBoldrocchiIts me CeoNo ratings yet
- Sitrans Mag3100 SpecificationDocument16 pagesSitrans Mag3100 SpecificationPitcho GB GBNo ratings yet
- Wagner Cs 9100Document1 pageWagner Cs 9100Romie HarieNo ratings yet
- Weld Metal CertificateDocument1 pageWeld Metal CertificatePhương Do QuangNo ratings yet
- Structure and Properties of WaterDocument6 pagesStructure and Properties of WaterBrendan Lewis DelgadoNo ratings yet
- Concrete Mix Design ManualDocument30 pagesConcrete Mix Design ManualsiswosukartoNo ratings yet
- DVS Technical Codes On Plastics Joining TechnologiesDocument11 pagesDVS Technical Codes On Plastics Joining TechnologiesjavierNo ratings yet
- Astm B 265-2010Document9 pagesAstm B 265-2010bryan wengNo ratings yet
- T.Y.Yeh Professor Department of Civil and Environmental EngineeringDocument14 pagesT.Y.Yeh Professor Department of Civil and Environmental EngineeringAlberto Acabal IINo ratings yet
- Boq Proposed 3 Storey With Penthouse Edited As of 12062018Document27 pagesBoq Proposed 3 Storey With Penthouse Edited As of 12062018John CedricNo ratings yet
- Concrete Beam DesignDocument3 pagesConcrete Beam Designheherson juanNo ratings yet
- Poly Aluminum Chloride ProductionDocument7 pagesPoly Aluminum Chloride ProductionTermodynamicsNo ratings yet