You might also like
- FS110 - What Causes Engine Oil ConsumptionDocument4 pagesFS110 - What Causes Engine Oil ConsumptionPrabakar MahesanNo ratings yet
- Caterpillar PDFDocument54 pagesCaterpillar PDFIngrid Garcia de JaureguiNo ratings yet
- SESV8006Document76 pagesSESV8006aliNo ratings yet
- Fuel Burn To Overhaul ModelDocument4 pagesFuel Burn To Overhaul ModelDAnielNo ratings yet
- Origen de Metales para CaterpillarDocument16 pagesOrigen de Metales para CaterpillarHunab379No ratings yet
- Why Wind Turbine Gearboxes FailDocument4 pagesWhy Wind Turbine Gearboxes FailasantonyrajNo ratings yet
- Bearing Failure AnalisisDocument2 pagesBearing Failure AnalisischasestarNo ratings yet
- BP - Electrical System With Extreme ConditionsDocument17 pagesBP - Electrical System With Extreme Conditions----No ratings yet
- Valves SGDocument102 pagesValves SGSyahri TamaNo ratings yet
- CAT CylindersDocument32 pagesCAT CylindersРинат Сагидов100% (3)
- Hydraulic Excavator OverhaulsDocument3 pagesHydraulic Excavator OverhaulsLody100% (1)
- Interp1 Help Sheets and Coolant English 13august 2018 PDFDocument72 pagesInterp1 Help Sheets and Coolant English 13august 2018 PDFSain MezaNo ratings yet
- Prediction TheoryDocument90 pagesPrediction TheoryJuliusSerdeñaTrapalNo ratings yet
- Caterpillar Hand Tools & Shop Supplies PECJ0003-06 2015Document458 pagesCaterpillar Hand Tools & Shop Supplies PECJ0003-06 2015viemey1952No ratings yet
- S O S Services Oil AnalysisDocument4 pagesS O S Services Oil AnalysisAlex JordánNo ratings yet
- A Detailed Lesson PlanDocument13 pagesA Detailed Lesson PlanReynaldo Quines Bohol100% (16)
- ESCO CastlipDocument8 pagesESCO CastlipRiady SulindroNo ratings yet
- SESV8001Document144 pagesSESV8001aliNo ratings yet
- NEHS0730 - 168-7720 Ultrasonic Wear Indicator III Group PDFDocument40 pagesNEHS0730 - 168-7720 Ultrasonic Wear Indicator III Group PDFjonel monge100% (1)
- EE2202 Electromagnetic Theory Lecture NotesDocument125 pagesEE2202 Electromagnetic Theory Lecture NoteskanjaiNo ratings yet
- Failure AnalysisDocument103 pagesFailure AnalysisPong ManicdaoNo ratings yet
- Caterpilar PPT g42Document55 pagesCaterpilar PPT g42Puneet Jain100% (2)
- Guideline For Examining Failed Parts (1000, 7000) : Applied Failure AnalysisDocument70 pagesGuideline For Examining Failed Parts (1000, 7000) : Applied Failure AnalysisKusuma Jaya100% (1)
- Analisis de Engranajes PDFDocument215 pagesAnalisis de Engranajes PDFliz huincho100% (1)
- Turbocharger Failure Analysis 3-09Document21 pagesTurbocharger Failure Analysis 3-09PCezzzNo ratings yet
- Machine Profiles: D11R Track-Type TractorsDocument6 pagesMachine Profiles: D11R Track-Type TractorsJavier Pagan TorresNo ratings yet
- Sesv8010 Antifriction BearingsDocument160 pagesSesv8010 Antifriction BearingsFrancisco Abarca G.No ratings yet
- AFA II III OilDocument74 pagesAFA II III OilAbdallah Mansour100% (1)
- Cat-Failure AnalysisDocument32 pagesCat-Failure AnalysisKhalid Mahmoud100% (1)
- SEBD0640 OIL and Your EngineDocument50 pagesSEBD0640 OIL and Your EngineariwibowoNo ratings yet
- Prediction of Failure of Starting MotorsDocument9 pagesPrediction of Failure of Starting MotorsDaniel88036No ratings yet
- Interpretacion Curso CatDocument79 pagesInterpretacion Curso Catjizu100% (2)
- Basic Principals of Kidney Loop FilteringDocument10 pagesBasic Principals of Kidney Loop FilteringTino B OL100% (1)
- WL 81115 Lubrication enDocument70 pagesWL 81115 Lubrication enprasad24488No ratings yet
- 052 Bearing FailuresDocument2 pages052 Bearing FailuresbolsanNo ratings yet
- Cat Fluids Oil Coolant Detail PDFDocument48 pagesCat Fluids Oil Coolant Detail PDFDanesh F.KhambattaNo ratings yet
- 777F OEM Off-Highway Truck-Maintenance IntervalsDocument91 pages777F OEM Off-Highway Truck-Maintenance IntervalsJoel Rodríguez100% (1)
- SEBF8271 - Salvage of Tapered Steering Bores (4301, 4305, 4310) PDFDocument32 pagesSEBF8271 - Salvage of Tapered Steering Bores (4301, 4305, 4310) PDFMarco BacianNo ratings yet
- 2 0 Tdi SSPDocument90 pages2 0 Tdi SSPmicol53100% (1)
- Reusabilidad de CulatasDocument60 pagesReusabilidad de CulatasAngelJavierCruzTorres100% (1)
- BP Repair, Rebuild, RemanStrategyDocument7 pagesBP Repair, Rebuild, RemanStrategyJean Claude EidNo ratings yet
- ISUOG Basic Training: Fetal Biometry - Dating, Assessing Size & Estimating Fetal WeightDocument33 pagesISUOG Basic Training: Fetal Biometry - Dating, Assessing Size & Estimating Fetal WeightRolando DiazNo ratings yet
- Wiggins BrochureDocument15 pagesWiggins Brochurechechar10No ratings yet
- Planetary 789 Salvage ProcedureDocument9 pagesPlanetary 789 Salvage ProcedureAlan GonzalezNo ratings yet
- S O S Services Alert Level Help SheetDocument20 pagesS O S Services Alert Level Help Sheetjizu100% (2)
- CAT Contamination ControlDocument34 pagesCAT Contamination ControlРинат Сагидов100% (1)
- Caterpillar: Guideline For Reusable Parts and Salvage OperationsDocument59 pagesCaterpillar: Guideline For Reusable Parts and Salvage OperationsPaul Gustavo100% (1)
- Machine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningFrom EverandMachine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningRating: 4.5 out of 5 stars4.5/5 (2)
- Planning Process For PartsDocument7 pagesPlanning Process For PartsVikranth ReddyNo ratings yet
- Machinery Reliability Is A Measure of Perfection Abdulrahman AlkhowaiterDocument16 pagesMachinery Reliability Is A Measure of Perfection Abdulrahman AlkhowaiterAbdulrahman Alkhowaiter100% (1)
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?From EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?No ratings yet
- Reuse and Salvage For 3500 Engine Cylinder Blocks (0672, 0705, 0762, 1201, 1217)Document115 pagesReuse and Salvage For 3500 Engine Cylinder Blocks (0672, 0705, 0762, 1201, 1217)TASHKEELNo ratings yet
- 01 Process CapabilityDocument33 pages01 Process CapabilitySrinivasagam Venkataramanan100% (1)
- Guia de Reusabilidad de EngranajesDocument42 pagesGuia de Reusabilidad de EngranajesJORGE QUIQUIJANA100% (1)
- Civl432 Bridge Design SummaryDocument5 pagesCivl432 Bridge Design SummarySheikh Mizanur RahmanNo ratings yet
- BP Publication - CRC Component TurnaroundDocument6 pagesBP Publication - CRC Component Turnaroundleaw81No ratings yet
- Visual Inspection Main & Connecting RodDocument56 pagesVisual Inspection Main & Connecting RodmkNo ratings yet
- FILTERSDocument35 pagesFILTERSeng100% (2)
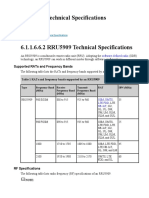
- RRU5909 Technical SpecificationsDocument7 pagesRRU5909 Technical SpecificationsDmitry059100% (1)
- Failure Modes of TurbochargersDocument12 pagesFailure Modes of Turbochargersbetoven8437No ratings yet
- Sesv8002 PDFDocument97 pagesSesv8002 PDFali100% (2)
- Reuse and Salvage Guidelines: Standardized Parts Marking ProceduresDocument18 pagesReuse and Salvage Guidelines: Standardized Parts Marking ProceduresMohamed HamdallahNo ratings yet
- Norma Astm d5731 PLTDocument6 pagesNorma Astm d5731 PLTrodriahumNo ratings yet
- Apltcl029 SGD L-01Document91 pagesApltcl029 SGD L-01Cukke CokNo ratings yet
- SRBF8091 ролики 3500Document20 pagesSRBF8091 ролики 3500mohamed hamedNo ratings yet
- Parts Failure AnalysisDocument3 pagesParts Failure Analysisswapneel_kulkarniNo ratings yet
- Advance Engine Completed & Final InspectonDocument29 pagesAdvance Engine Completed & Final Inspectonnik-enNo ratings yet
- M0101873-00 - The Frame Fore Aft Beam May Crack On Certain 793FDocument2 pagesM0101873-00 - The Frame Fore Aft Beam May Crack On Certain 793FPercy Herrera Zeballos100% (1)
- QuickServe Online - (4960336) QSK78 Owners ManualDocument2 pagesQuickServe Online - (4960336) QSK78 Owners Manualchechar10No ratings yet
- Documento CatDocument133 pagesDocumento Catchechar10No ratings yet
- Grammar - Comparative and Superlative AdjectivesDocument40 pagesGrammar - Comparative and Superlative Adjectiveschechar10No ratings yet
- Grammar - Comparative and Superlative AdjectivesDocument40 pagesGrammar - Comparative and Superlative Adjectiveschechar10No ratings yet
- Grammar - Comparative and Superlative AdjectivesDocument24 pagesGrammar - Comparative and Superlative Adjectiveschechar10No ratings yet
- TK GWL GB 230616 Web PDFDocument125 pagesTK GWL GB 230616 Web PDFchechar10No ratings yet
- 2008 MuchiriDocument20 pages2008 MuchiriBushra AzharNo ratings yet
- Hot-Forged 6082 Suspension PartsDocument13 pagesHot-Forged 6082 Suspension Partsfkaram1965No ratings yet
- ECODRIVE - ошибки и предупрежденияDocument6 pagesECODRIVE - ошибки и предупрежденияАндрей ПетряхинNo ratings yet
- Datasheet ECM 5158 Interface 4pgv1 A80401 PressDocument4 pagesDatasheet ECM 5158 Interface 4pgv1 A80401 Presslgreilly4No ratings yet
- MPMC Unit 2Document31 pagesMPMC Unit 2nikitaNo ratings yet
- Operation & Maintenance: A160-Om-C-May15Document66 pagesOperation & Maintenance: A160-Om-C-May15Thomas AliNo ratings yet
- Warrick 26m Control de Nivel AuxiliarDocument3 pagesWarrick 26m Control de Nivel AuxiliarCarlos WayNo ratings yet
- Air Conditioner Maintenance GuidanceDocument11 pagesAir Conditioner Maintenance GuidanceChung Nguyễn VănNo ratings yet
- Sound Intensity Level CalculationDocument10 pagesSound Intensity Level CalculationvenkateswaranNo ratings yet
- Package Changepoint': R Topics DocumentedDocument28 pagesPackage Changepoint': R Topics Documentedivan estevesNo ratings yet
- User AgentDocument2 pagesUser AgenthuongNo ratings yet
- MT882 User ManualDocument61 pagesMT882 User ManualMarius HîrsescuNo ratings yet
- The Effects of GeoGebra Software On Pre-Service Mathematics Teachers' Attitudes and Views Toward Proof and ProvingDocument22 pagesThe Effects of GeoGebra Software On Pre-Service Mathematics Teachers' Attitudes and Views Toward Proof and ProvingLidra Ety Syahfitri Harahap lidraety.2022No ratings yet
- WPH04 01 Que 20160118Document28 pagesWPH04 01 Que 20160118josekadaNo ratings yet
- Conic SectionDocument9 pagesConic SectionJomana MacalnasNo ratings yet
- Fuse Link KDocument6 pagesFuse Link KABam BambumNo ratings yet
- Geometry Packet Answers 6Document14 pagesGeometry Packet Answers 6Mariah PrudencioNo ratings yet
- Electronic - Banking and Customer Satisfaction in Greece - The Case of Piraeus BankDocument15 pagesElectronic - Banking and Customer Satisfaction in Greece - The Case of Piraeus BankImtiaz MasroorNo ratings yet
- Stereological Study of Kidney in Streptozotocin-Induced Diabetic Mice Treated With Ethanolic Extract of Stevia Rebaudiana (Bitter Fraction)Document10 pagesStereological Study of Kidney in Streptozotocin-Induced Diabetic Mice Treated With Ethanolic Extract of Stevia Rebaudiana (Bitter Fraction)Fenny Noor AidaNo ratings yet
- Flight Inspection of GAST D Approach and Taxi Guidance Systems - v1Document10 pagesFlight Inspection of GAST D Approach and Taxi Guidance Systems - v1Olivier LaylyNo ratings yet
- Sanitizermachine ZeichenDocument7 pagesSanitizermachine ZeichenprasannaNo ratings yet