You might also like
- Procedure For HydrotestDocument15 pagesProcedure For HydrotestTrust Emma100% (1)
- Hydrostatic Test ProcedureDocument9 pagesHydrostatic Test ProcedureMohammed Kamal82% (11)
- LEAK TEST Method Statement Ponticelli & Total Petroleum.Document7 pagesLEAK TEST Method Statement Ponticelli & Total Petroleum.Fasola Lawal100% (4)
- Pneumatic TestDocument10 pagesPneumatic Testchitobarba19726762100% (3)
- Controls InstrumentationDocument245 pagesControls InstrumentationFreddy Yánez100% (1)
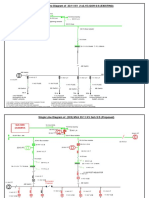
- 33 11KV Substation SLDDocument3 pages33 11KV Substation SLDRajeshYadav100% (1)
- 1.hydrostatic Test and Flushing (R2)Document19 pages1.hydrostatic Test and Flushing (R2)sethu1091100% (8)
- Hydro Test Procedure for Berri Development Onshore PipelinesDocument14 pagesHydro Test Procedure for Berri Development Onshore PipelinesARJUN100% (4)
- Hydrostatic Test ProucdureDocument21 pagesHydrostatic Test Proucduresamer8saif100% (1)
- Saes A 004Document22 pagesSaes A 004Branko_62100% (1)
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsFrom EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (12)
- Piping Hydrotest ProcedureDocument9 pagesPiping Hydrotest Procedurewendypost73100% (1)
- Pipeline Systems Dewatering Method Statement and Work Procedure - Rev - A01Document7 pagesPipeline Systems Dewatering Method Statement and Work Procedure - Rev - A01Mitchellgrany80% (5)
- Lifeboat Engine Operation Manual 380JDocument29 pagesLifeboat Engine Operation Manual 380JDuarte100% (2)
- Piping BasisDocument32 pagesPiping Basislowermine100% (2)
- Pneumatic TestDocument3 pagesPneumatic Testpuneethkumarr100% (1)
- Hydrostatic Testing Procedure Pressure TestDocument4 pagesHydrostatic Testing Procedure Pressure Testmahi1437No ratings yet
- PIPING PNEUMATIC TEST PROCEDUREDocument2 pagesPIPING PNEUMATIC TEST PROCEDUREruzla67% (3)
- Hydro Test Key PointsDocument16 pagesHydro Test Key PointsRahulNo ratings yet
- S.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5Document7 pagesS.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5கோகுல் இராNo ratings yet
- 036-Nitrogen Purging Procedure PDFDocument13 pages036-Nitrogen Purging Procedure PDFKöksal Patan78% (9)
- Equipment Nitrogen Purging Procedure PDFDocument13 pagesEquipment Nitrogen Purging Procedure PDFKUMAR100% (2)
- ROCEDURE - INSPECTION & TEST ValvesDocument10 pagesROCEDURE - INSPECTION & TEST Valvessabes26No ratings yet
- Quality Procedure For Pressure Test (Hydro) : QCP-HP110Document9 pagesQuality Procedure For Pressure Test (Hydro) : QCP-HP110AAISATNo ratings yet
- Sebp4195 76 01 Allcd - 003 PDFDocument965 pagesSebp4195 76 01 Allcd - 003 PDFFacturas hidrodieselNo ratings yet
- Hydrotest ProcedureDocument6 pagesHydrotest ProcedureIkhsan Hj SiratNo ratings yet
- Hydrotest and Flushing ProcedureDocument16 pagesHydrotest and Flushing Procedureคุณพ่อน้อง บิ๊กบอส100% (8)
- INS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1Document7 pagesINS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1jayhuacat7743100% (4)
- Pneumatic Testing Procedure For PipelinesDocument3 pagesPneumatic Testing Procedure For PipelinesKu Masayu Ku HusinNo ratings yet
- Hydrotest ProcedureDocument5 pagesHydrotest ProcedureHamada ELaraby100% (4)
- Pumps CorrosionDocument14 pagesPumps Corrosionapi-3740417100% (2)
- Calibration and leak testing of Saudi Aramco instrumentation systemsDocument10 pagesCalibration and leak testing of Saudi Aramco instrumentation systemsNAVANEETHNo ratings yet
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Generic Leak Test Procedure PDFDocument7 pagesGeneric Leak Test Procedure PDFMohd Shafuaaz Kassim100% (3)
- Autocad 2015 Tips and Tricks Booklet 1Document23 pagesAutocad 2015 Tips and Tricks Booklet 1Ruben RedondoNo ratings yet
- Pipe RoutingDocument38 pagesPipe RoutingHadisupriadiNo ratings yet
- Pipeline Hydrotest ProcedureDocument78 pagesPipeline Hydrotest Procedurealinor_tn100% (1)
- 4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Document8 pages4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Randu WatangNo ratings yet
- METHOD of STATEMENT Pressure Testing of PipeworkDocument9 pagesMETHOD of STATEMENT Pressure Testing of Pipeworkyusuf ergulNo ratings yet
- Hydrostatic Test ProcedureDocument3 pagesHydrostatic Test Proceduregstketut100% (6)
- Narmada Hydrotest Procedure (Rigid) - Rev 1Document37 pagesNarmada Hydrotest Procedure (Rigid) - Rev 1api-2622018486% (7)
- Hydrotest Procedure For PipingDocument17 pagesHydrotest Procedure For PipingMohammad RizwanNo ratings yet
- MS-24 Hydrotest Pipeline ProcedureDocument13 pagesMS-24 Hydrotest Pipeline Proceduresosi2020100% (13)
- TIMAS-PR-PI-005 - Piping Pressure Test, Flushing, BLW & Reinstate ProcedureDocument16 pagesTIMAS-PR-PI-005 - Piping Pressure Test, Flushing, BLW & Reinstate ProcedureMechanical Static WRKNo ratings yet
- Commissioning Plan For Pipeline ConstructionDocument5 pagesCommissioning Plan For Pipeline Constructionmarinom100% (2)
- Pressure Test ProcedureDocument11 pagesPressure Test ProcedureRolando Nicanor0% (1)
- API 570 Piping Code AssessmentDocument12 pagesAPI 570 Piping Code AssessmentMohamed ZainNo ratings yet
- SPC-0804.02-96.58 Rev D2 Hydrostatic Pressure Testing of PipingDocument23 pagesSPC-0804.02-96.58 Rev D2 Hydrostatic Pressure Testing of Pipingsdb91No ratings yet
- QCP-10 Hydrotest and Flushing ProcedureDocument15 pagesQCP-10 Hydrotest and Flushing ProcedureIbrahim67% (3)
- QCP-12 Valve Leak Test Procedure PDFDocument21 pagesQCP-12 Valve Leak Test Procedure PDFIbrahim100% (3)
- Leak Test Procedure.Document6 pagesLeak Test Procedure.Nestor Mijares100% (1)
- 13 - Piping Sample ReportDocument5 pages13 - Piping Sample ReportS Surya Dharma100% (3)
- API 571 Damage MechanismsDocument5 pagesAPI 571 Damage MechanismsOrlando19490% (1)
- BTC004-B010-CM-PRO-00031 C01 - Pipeline Cleaning and GaugingDocument29 pagesBTC004-B010-CM-PRO-00031 C01 - Pipeline Cleaning and GaugingAbdulkadir Berk Malkoç100% (2)
- A.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingDocument7 pagesA.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingJabel Oil Services Technical DPT100% (1)
- Helium Leak TestDocument8 pagesHelium Leak TestHiren Panchal50% (2)
- Pneumatic Test ProcedureDocument12 pagesPneumatic Test ProcedurePower Power100% (4)
- Hydrostatic Test Procedure Site RevDDocument23 pagesHydrostatic Test Procedure Site RevDBhavani Prasad100% (8)
- Technical SpecificationDocument42 pagesTechnical SpecificationHadisupriadiNo ratings yet
- Pressure Test Procedure for Piping SystemsDocument5 pagesPressure Test Procedure for Piping SystemsKyaw Kyaw AungNo ratings yet
- Hydrotest & Pneumatic TestDocument3 pagesHydrotest & Pneumatic TestjokishNo ratings yet
- Flushing Procedure Final 11Document4 pagesFlushing Procedure Final 11Hamada ELaraby50% (2)
- Pressure Testing of API TanksDocument7 pagesPressure Testing of API TanksRakesh Ranjan50% (2)
- Oil & Gas Financial JourneyDocument85 pagesOil & Gas Financial Journeyabsolutvacio82No ratings yet
- Nonequilibrium Statistical MechanicsDocument299 pagesNonequilibrium Statistical MechanicsKshitij LauriaNo ratings yet
- High-Tech Block & Bleed ValvesDocument20 pagesHigh-Tech Block & Bleed ValvesMayur PatelNo ratings yet
- Piping Design Layout and Stress AnalysisDocument19 pagesPiping Design Layout and Stress AnalysisSolomon EmavwodiaNo ratings yet
- Hydrotesting Quad Joint PipesDocument15 pagesHydrotesting Quad Joint PipesTrust EmmaNo ratings yet
- 9501-PP-QA-009 Piping Leak Test Procedure R-0Document27 pages9501-PP-QA-009 Piping Leak Test Procedure R-0Josh RuddyNo ratings yet
- 29B - Acid Gas Removal TechnologyDocument17 pages29B - Acid Gas Removal Technologyarlucky5459100% (1)
- Damage Control BookDocument88 pagesDamage Control BookMiguel RatonNo ratings yet
- W-c-ss-014 Steel Coating Works SpecificationsDocument23 pagesW-c-ss-014 Steel Coating Works SpecificationswanroselanNo ratings yet
- TSSA Fittings Guideline 1Document10 pagesTSSA Fittings Guideline 1juda823No ratings yet
- Project Standard Specification: Fuel Gas Piping 15194 - Page 1/17Document17 pagesProject Standard Specification: Fuel Gas Piping 15194 - Page 1/17adel rihanaNo ratings yet
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- Section 13206 - Pressurized Steel Tanks City of San Diego, CWP Guidelines Part 1 - GeneralDocument5 pagesSection 13206 - Pressurized Steel Tanks City of San Diego, CWP Guidelines Part 1 - Generalkjpatel2No ratings yet
- 08 - Materials Used in Sea Water SystemDocument30 pages08 - Materials Used in Sea Water SystemDucVikingNo ratings yet
- Welding Fabrication ProcedureDocument7 pagesWelding Fabrication ProcedureHadisupriadiNo ratings yet
- 08 - Materials Used in Sea Water SystemDocument30 pages08 - Materials Used in Sea Water SystemDucVikingNo ratings yet
- 2012 07 STATS Group Slides PDFDocument25 pages2012 07 STATS Group Slides PDFVidyasenNo ratings yet
- Valve Material Selection ChartDocument10 pagesValve Material Selection ChartAshwanth RameshNo ratings yet
- Detail Engineering Design of WHP: Piping Data Sheet Flame ArresterDocument3 pagesDetail Engineering Design of WHP: Piping Data Sheet Flame ArresterHadisupriadiNo ratings yet
- ME364 Combining FusionDocument7 pagesME364 Combining FusionRamprasad YandapalliNo ratings yet
- La TembangDocument22 pagesLa TembangHadisupriadiNo ratings yet
- Chemical Gear Pumps Installation Operation Repair MaintenanceDocument6 pagesChemical Gear Pumps Installation Operation Repair MaintenanceHadisupriadiNo ratings yet
- Data Base Questions PhotosynthesisDocument10 pagesData Base Questions PhotosynthesisValeCalderónNo ratings yet
- AD534Document12 pagesAD534Vaibhav GaurNo ratings yet
- Notes on Heat Transfer Methods and EquationsDocument6 pagesNotes on Heat Transfer Methods and Equationsjme733k9100% (1)
- Luminous PDFDocument1 pageLuminous PDFKushal AkbariNo ratings yet
- Waste Materials Storage and Disposition Written Test 1Document4 pagesWaste Materials Storage and Disposition Written Test 1GENEBEI FAITH SAJOLANNo ratings yet
- Siemens SSA31.04 PDFDocument6 pagesSiemens SSA31.04 PDFJohn DunbarNo ratings yet
- TCA7Document1 pageTCA7choirul dwiNo ratings yet
- WP 3325 B 3 - 5 Basbooster Incl. N - Pack: Technical DataDocument2 pagesWP 3325 B 3 - 5 Basbooster Incl. N - Pack: Technical DataMarcos AssialdiNo ratings yet
- 30 International Cablemakers Federation Schroth PDFDocument25 pages30 International Cablemakers Federation Schroth PDFsajuaanalsaNo ratings yet
- O Level Physics 2018 Past PaperDocument20 pagesO Level Physics 2018 Past PaperfordalNo ratings yet
- Tryptone Broth: Code Description SizeDocument2 pagesTryptone Broth: Code Description SizeSeaGate IvyBridge MsiNvidiaNo ratings yet
- Bridge Rectifier - Definition, Construction and WorkingDocument14 pagesBridge Rectifier - Definition, Construction and WorkingRamKumarNo ratings yet
- ATSDocument8 pagesATSserban_elNo ratings yet
- PV connector technical specifications from JinkoSolarDocument1 pagePV connector technical specifications from JinkoSolarqiTNo ratings yet
- 301 Basic Mechanics Course DescriptionDocument2 pages301 Basic Mechanics Course DescriptionAnonymous q9eCZHMuSNo ratings yet
- Cast Resin Transformers for Distribution, Rectification, Traction and Special SolutionsDocument80 pagesCast Resin Transformers for Distribution, Rectification, Traction and Special SolutionsQUANGNo ratings yet
- Speader Valves Hk66b102Document12 pagesSpeader Valves Hk66b102seaqu3stNo ratings yet
- Chemistry Paper 3 TZ1 SLDocument28 pagesChemistry Paper 3 TZ1 SLMotiani VanshikaNo ratings yet
- J300, J4ATS, J7ATS Transfer Switches 260, 400, and 600 Amp SizesDocument6 pagesJ300, J4ATS, J7ATS Transfer Switches 260, 400, and 600 Amp SizesMatt PittmanNo ratings yet
- HexaneDocument3 pagesHexaneIan RidzuanNo ratings yet
- Equivalent Circuits and Parameters of Power System Plant: Network Protection & Automation GuideDocument38 pagesEquivalent Circuits and Parameters of Power System Plant: Network Protection & Automation GuideShailesh ChettyNo ratings yet