IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE)
e-ISSN: 2278-1684,p-ISSN: 2320-334X, Volume 12, Issue 4 Ver. V (Jul. - Aug. 2015), PP 98-103
www.iosrjournals.org
Effect of Sudanese Aggregate on Production of High Strength
Concrete
Ali Ahmed. A. Ahmed 1, Salih Elhadi.M.Ahmed 2
1
(Senior Concrete Engineer at SMEC International Pty .Ltd-Sudan, Sudan)
(Professor of structural engineering / Sudan university for science and technology, Sudan)
Abstract: The purpose of this paper was to study the effect of use of Sudanese aggregate with supplementary
cementitious materials silica fume and fly ash in high strength concrete mixes, and study the effect of watercementitious materials ratio and concrete ingredients in compressive strength, workability and cost of high
strength concrete. The concrete specimens were tested at different age levels, 7-days and 28-days for
mechanical properties of concrete, namely, cube compressive strength, fresh properties, slump test.
This paper presents a part of an ongoing experimental laboratory investigations being carried out for
production and characterization of high strength concrete for heightening of an existing concrete dam in the
south of Sudan. Brief description of the main features of the dam and concrete works are presented. Hundreds
of specimens were performed and tested using local Sudanese aggregates with addition of supplementary
cementitious materials (Silica Fume and Fly Ash) and Super plasticizers. Various percentages of silica fume
and fly ash were added at different water/cementitious (w/cm) ratios. Thirty three trial mix designs of grade 80
MPa according to ACI 211.4, high strength concrete had been success fully produced and their mechanical
properties were measured and documented. The results have offered an important insight for relationship and
influence of components mixture in properties of high strength concrete and in cost. The effect of w/cm ratio on
strength of high strength concrete was also highlighted. Optimum replacement percentage is not a constant one
but depends on the w/cm ratio of the mix. It is concluded that local concrete materials, in combination with
supplementary cementitious materials can be utilized in producing high strength concrete in Sudan,
water/cementitious ratio (w/cm)is in inverse relationship with compressive strength and its effect is very strong
in strength, silica fume had a positive effect in producing high strength concrete and contributed to both short
and long-term properties of concrete, fly ash had inverse relationship with28 days compressive strength, fine
aggregate had an inverse relationship with compressive strength and local Sudanese coarse aggregate had a
strong positive effect in producing high strength concrete. Also the effect of concrete ingredients in slump and
cost were studied.
Keywords Compressive strength, Fly ash, High strength concrete, Silica fume, Super- plasticizers
I.
Introduction
In conventional concrete technology, the strength of the paste is a function of its water/ cement ratio.
This is true also for high strength concrete, but it is also the effect of the porosity within the paste, the particle
size distribution of the crystalline phases and the presence of inhomogeneities within the hydrated paste that
must be considered in detail. (1)A reduction in water/cement ratio will produce a paste in which the cementitious
particles are initially closer together in the freshly mixed concrete. This results, in less capillary porosity in the
hardened paste and hence a greater strength. (1) When the transition zone between the paste and the aggregate is
improved the transfer of stresses from the paste to the aggregate particles becomes more effective. Consequently
the mechanical properties of the aggregate particles themselves may be the weakest link leading to limitation
of achievable concrete strength. Fracture surfaces in HSC often pass through aggregate particles rather than
around them. (1) Crushed rock aggregates are generally preferred to smooth gravels as there is some evidence that
the strength of the transition zone is weakened by smooth aggregates. The aggregate should have a high intrinsic
strength and granites, basalts and limestones have been used successfully, as have crushed glacial gravels. (1)
Super-plasticizers / high range water reducers should be used to achieve maximum water reduction.
Supplementary cementatious materials are materials that, when blended with Portland cement,
contribute to the properties of concrete through hydraulic activity, pozzolanic activity, or both. Hydraulic
activity occurs when phases in the supplementary cementatious materials chemically react with water, forming
cementitious hydration products similar to those formed through hydration of Portland cement. This is in
contrast to pozzolanic activity, which is characterized by the reaction between siliceous or aluminosiliceous
material in the supplementary cementatious materials with calcium hydroxide (a reaction product from the
hydration of Portland cement), forming calcium silicate hydrate and other cementitious compounds. Calcium
silicate hydrate is a more desirable hydration product and thus the pozzolanic reaction is considered to have a
positive impact on the long-term properties of the hardened concrete.
DOI: 10.9790/1684-124598103
www.iosrjournals.org
98 | Page
Effect of Sudanese Aggregate on Production of High Strength Concrete
This paper presents a part of an ongoing experimental laboratory investigation being carried out for
production and characterization of high strength concrete for heightening of Roseires Dam, which, located on
Blue Nile River in Sudan, was constructed in 1960s for power generation and irrigation purposes. It has been
decided to heighten this composite concrete buttress and earth fill dam by 10m to increase its storage capacity.
The raising works of Roseires concrete dam comprise the addition of mass concrete, reinforced
concrete, and post-tensioning requirements into both crest and the downstream portions of the dam. The
concrete dam section is divided into (11) typical structures along its 1km length. The total numbers were 69
buttresses. Because each structure has its specific geometry and function different design methodologies are
needed for each.
High Strength Concrete is a relatively recent development in concrete technology made possible by the
introduction of efficient water-reducing admixtures and high strength cementitious materials. This paper will
discuss the materials technology underlying the development of high strength concrete, influence of mixture
ingredients in the properties of both fresh and hardened high strength concrete; finally, the effect of components
in the cost will be studied. It is intended that this will lead to an understanding of the potential benefits and
limitations of high strength concrete, together with the expertise required to produce and use the material in a
practical and effective manner.
There is no scientific method for proportioning. This means that there is no chart that can be used to
derive the mixture ingredients to meet a specified level of performance. There are simply too many variables for
such a chart to be developed. Here are some general rules for proportioning: (2) In the laboratory test and
production scale during mixture development, the process is too complex to predict what the outcome will be
without appropriate testing. Allow plenty of time for the necessary testing. (3) The procedure described in the
ACI 211.4 was used. This procedure has evolved over many years and is the best recommendation currently
available. (4) Mixture proportions for high-strength concrete typically contain 350 to 500 kg/m3of cementitious
materials that may include 5 to 10% silica fume by mass. This concrete may have a w/cm as low as 0.20. Fly ash
may also be included in this concrete for either high-strength or high durability applications. (5) Hence the
purpose of this paper was to study the effect of use of Sudanese aggregate with supplementary cementitious
materials, silica fume and fly ash in high strength concrete mixes, and study the effect of water- cementitious
materials ratio and concrete ingredients in compressive strength, workability and cost of high strength concrete.
Figure (1) Roseires Dam Concrete Section downstream view
II.
2.1
Materials Used
Cement: In this research, a locally produced ordinary Portland cement type I, conforming to ASTM C150
(OPC 42.5N) (6)which is extensively used in Sudan, was used in the trial batches production. The specific
gravity of cement used was 3.15, initial and final setting times were 2.2 and 3.6, other physical and
mechanical properties for cement are shown in Table (1).
Table (1) Physical and Mechanical Properties of Cement
Test according to BSEN196
Normal Consistency
Setting Time
Loss on ignition
Compressive Strength
DOI: 10.9790/1684-124598103
Initial
Final
Setting Time
Setting Time
2 days
28 days
www.iosrjournals.org
Result
27.4%
2.2 hour
3.6 hour
1.95%
32.1 MPa
60.7 MPa
99 | Page
Effect of Sudanese Aggregate on Production of High Strength Concrete
2.2 Aggregates
The coarse and fine aggregates used in this study were crushed marble processed from the local
quarries around Damazin City, the quarry for Roseires Dam Heightening Project. The maximum aggregate size
was 20 mm, The specific gravity and absorption of the coarse aggregates, determined in according with ASTM
C127 (7) were 2.84 and 0.25respectively, whereas those of fine aggregates, determined in accordance with
ASTM C128 (8)were 2.839 and 0.45 respectively. All the sand samples were tested for their absorption
percentage in saturated surface dry (SSD) condition. Organic impurities in sand were tested in accordance with
ASTM C-40. The water-cement ratio of all trial mixes were based on saturated surface dry condition (SSD) of
the aggregates, different type of aggregates from another quarry was used. To compare with marble, granite
aggregates from Merwei Dam (another recently constructed concrete dam in the north of Sudan) location were
used.
2.3 Chemical Admixtures (Superplasticizer)
The superplasticizer used in this study has the trade name of PCA-(I) from Jiangsu Bote new
Materials Company-China. PCA-(I) is a polycarboxylate polymer-basedcomposite admixture. It is a liquid
which has the performance of high range water reduction, excellent slump retention and strengthening. The
specific gravity of the superplasticizer was 1.085 and the PH was 8.11 with nil chloride content percentage by
weight. It is specially adapted for the production of high durability concrete, self-compacting concrete, high
compressive strength concrete, and high workability concrete. PCA-(I) superplasticizer is formulated to comply
with the ASTM specifications for concrete admixture: ASTM494, Type G (9).
2.4 Silica Fume
The Silica fume(SF ) used in this study was in accordance with the most international standards such
the European BS EN 13263 Silica fume for concrete, Part 1:2005 Definitions, requirements and conformity
criteria Part 2:2005 Conformity evaluation, and the American ASTM C1240-97b, Standard specification for
silica fume for use as a mineral admixture in hydraulic- cement concrete, mortar and grout.(10)
Table (2) Physical Properties of KD-12 Silica Fume
Test items
3
Absolute density (kg/m )
Loss on ignition (%)
Coarse particle
SiO2 (%)
Carbon content (%)
Moisture (%)
Specific area (m2/g)
Specified limits according to ASTM
C12405, BS EN13263
2200
3.5
1.5
86
2.5
1
15
Test Results
2249
1.88
1.1
92
2.3
0.85
20
2.5 Fly ash
Fly ash used in this study was manufacture by Zouxian power plant-China. The properties of fly ash
are presented in Tables 3,4. ASTM C618; the requirement for Class F and Class C fly ashes, and the raw or
calcined natural pozzolans, Class N, for use in concrete. Fly ash properties may vary considerably in different
areas and from different sources within the same area. The preferred fly ashes for use in high strength concrete
have a loss on ignition not greater than 3 percent, have a high fineness, and come from a source with a
uniformity meeting ASTM C 618 requirements (11).
Table( 3) Chemical Properties of Fly Ash
Test items
SO3 (%)
Chloride (%)
Calcium Oxide (%)
Specified limits according to BS 3892
Max.2.0%
Max.0.1%
Max.10%
Test Results
1.68%
0.03%
8.4%
Table( 4) Physical Properties of Fly Ash
Test items
Loss on ignition (%)
Moisture Content
Fineness
Particle Density
Water Requirement
Soundness
Strength Factor
DOI: 10.9790/1684-124598103
Specified limits according to BS 3892
Max.7.0%
Max.0.5%
Max.12%
Min.2000kg/m3
Max.95% (30%Fly Ash+70%Cement)
Max.10mm
Min.0.8
www.iosrjournals.org
Test Results
1.39%
0.29%
8.24%
2039kg/m3
92%
9.02mm
0.83
100 | Page
Effect of Sudanese Aggregate on Production of High Strength Concrete
III.
Experimental Programme
4.1 Slump Test:
After mixing, a portion of the fresh concrete was placed aside for plastic properties determination. Slump of
fresh concrete was measured according to ASTM C143. Precautions were taken to keep the slump between 150200 mm to obtain pumpable concrete for dam construction. (12)
4.2 Compressive Strength test:
Lime saturated-water curing method was used in this study. Concrete casting was performed according to BS
EN 12390-1:2000. (13) Molds were covered to prevent loss of water from evaporation. Specimens were kept for
24 hours in molds at a temperature of about 23 C in casting room, and then cured for the specified time at
approximately 23 C 2 C. (14)The specimens were tested in dry state for compressive strengths tests, in
accordance with BS EN 12390-3:2002. (15)
IV.
Results
Table (5) presents the mix proportions for grade 80 (MPa), Concrete compressive strength, slump and
cost estimation for one meter cube. It can divided concrete strength to three different grades of high strength
concrete (80, 90, 100MPa), these are successfully produced using local Sudanese aggregates , silica fume and
silica fume with fly ash. w/cm ratios ranges between 0.19~0.3 utilized to produce the maximum values of
strength in the different grades of concrete. Silica fume and fly ash replacements in the range of 6.7 to 15% and
zero to 15% of cementunise materials respectively. Cement content between 390 and 560 Kg/m 3 for the three
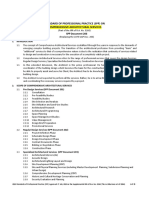
grades. In figure (2) by default, a 95% bivariate normal density ellipse is shown in each scatter-plot. The
narrowness of the ellipse shows the correlation of the variables. If the ellipse is fairly round and is not
diagonally oriented, the variables are uncorrelated. If the ellipse is narrow and diagonally oriented, the variables
are correlated.
Table (5) Concrete compressive strength, slump, concrete ingredients and cost estimation
Test No
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
Ave
Ave
Compressive Compressive
Slump Aggregate
Date
Strength
Strength
mm
Types
(Mpa) for
(Mpa) for
7days
28days
30-Oct-09
75.0
81.2
190.0 marble
31-Oct-09
62.7
80.0
182.0 marble
6-Nov-09
69.8
80.9
190.0 marble
11-Nov-09
79.3
91.1
205.0 marble
14-Nov-09
79.0
87.6
195.0 marble
5-Dec-09
88.1
96.4
188.0 marble
6-Dec-09
77.3
97.7
216.0 marble
7-Dec-09
92.3
86.3
207.0 marble
7-Dec-09
92.2
91.7
215.0 marble
13-Jan-10
65.6
80.3
220.0 granite
14-Jan-10
68.5
83.7
230.0 granite
15-Jan-10
80.4
91.5
165.0 granite
15-Jan-10
85.9
87.0
170.0 granite
20-Jan-10
68.8
84.2
180 granite
26-Jan-10
72.9
83.5
200.0 granite
28-Jan-10
86.6
96.9
220.0 granite
29-Jan-10
91.5
105.2
170.0 granite
29-Jan-10
80.2
88.2
200.0 granite
8-Feb-10
81.7
88.5
143.0 granite
11-Feb-10
81.8
95.3
155.0 granite
15-Feb-10
91.9
100.6
162.0 granite
17-Feb-10
98.2
104.7
161.0 granite
19-Feb-10
98.7
109.2
121.0 granite
19-Feb-10
94.7
100.4
134.0 granite
21-Feb-10
88.6
96.9
159.0 granite
24-Feb-10
92.9
106.1
116.0 granite
25-Feb-10
88.4
104.3
215.0 granite
28-Feb-10
101.0
110.6
77.0 granite
1-Mar-10
81.3
94.5
205.0 granite
21-Mar-10
87.1
97.9
185.0 granite
31-Mar-10
90.7
103.6
115.0 marble
14-Apr-10
93.4
102.4
125.0 marble
25-Apr-10
94.1
102.8
145.0 marble
DOI: 10.9790/1684-124598103
Super
Silica
Plasticizer
Coarse
W/Cm Cement Fumetype Fly Ash
Water
Sand
Cost of
type
Aggregate
Ratio (kg/m3) KD-12
(kg/m3)
(kg/m3) (kg/m3)
m3 $
PCA(1)
(kg/m3)
(kg/m3)
(kg/m3)
0.28 500
56
0
8.88
155
689
1023
166.4
0.27 416
56
83
7.77
150
704
1003
165.3
0.24 545
55
0
9.6
145
648
1042
174.4
0.2 587
115
77
10.75
154
443
1057
253.5
0.23 587
65
0
10.432
147
601
1045
192.2
0.22 708
62
0
12.32
169
385
1191
213.2
0.21 670
62
0
12.32
162
268
1231
205.4
0.2 647
126
67
13.44
168
399
1050
275.1
0.2 672
118
0
12.64
158
440
1025
259.1
0.27 550
50
0
9.6
162
586
1022
170.0
0.25 550
50
50
9.6
163
586
1022
179.5
0.22 650
50
50
12
165
466
991
199.3
0.23 600
50
50
11.2
161
499
1013
189.5
0.3 495
55
0
9.6
165
615
1027
164.5
0.23 595
70
35
11.9
161
498
1011
205.2
0.22 660
90
0
12.75
165
467
992
230.2
0.19 655
77
39
9.6
146
296
1184
222.0
0.21 655
77
39
13.09
162
346
1095
224.4
0.21 630
70
0
11.2
147
357
1195
204.9
0.23 572
78
0
10.4
150
469
1149
201.4
0.2 660
90
0
12
150
382
1145
230.1
0.23 528
72
0
9.6
138
491
1202
187.2
0.2 500
75
50
10
125
457
1235
194.5
0.2 572
78
0
9.6
130
451
1218
201.1
0.21 528
72
0
9.6
126
500
1225
187.4
0.19 616
84
0
11.2
133
436
1180
216.0
0.22 540
78
32
10.4
143
521
1106
201.5
0.2 480
72
48
9.6
117
503
1233
187.5
0.24 528
72
0
9.6
144
587
1091
187.2
0.23 528
72
0
9.6
138
593
1101
187.3
0.23 484
66
0
8.8
124
551
1225
173.1
0.22 585
65
0
10.4
140
641
1190
193.0
0.22 575
50
0
10
138
662
1177
176.6
www.iosrjournals.org
101 | Page
Effect of Sudanese Aggregate on Production of High Strength Concrete
Figure (2) Multivariate relationship between compressive strength 28 days (MPa), compressive strength 7 days
(MPa) and Cost with all mixture compounds.
DOI: 10.9790/1684-124598103
www.iosrjournals.org
102 | Page
Effect of Sudanese Aggregate on Production of High Strength Concrete
V.
Conclusions
On the basis of test results the following major conclusions can be drawn:
1. The present study shows that the maximum values of compressive strength for different grades were
obtained at water-cementitious materials ratios between 0.19 and 0.3.
2. The relationship between 28 days compressive strength and w/cm ratio is strong inverse relationship, when
one quantity increases the other decreases. For example, when w/cm ratio is increased, the compressive
strength decreases.
3. The relationship between 28 days compressive strength and Silica fume type KD-12 is direct relationship
both physical quantities may increase or decrease simultaneously.
4. The relationship between 28 days compressive strength and fly ash type (F) is inverse relationship.
5. There is no effect in the relationship between 28 days compressive strength and Super-plasticizer type PCA
(1).
6. The relationship between 28 days compressive strength and fine aggregate is inverse relationship.
7. The relationship between28 days compressive strength and Coarse aggregate is strong direct relationship.
That means the local coarse aggregate is main factor in producing high strength concrete.
8. The relationship between 28 days compressive strength and 7 days compressive strength is strong direct
relationship.
9. The results of the present investigation indicated that the maximum compressive strength occurred at about
6.7 to 15% Silica fume content.
10. The relationship between28 days compressive strength and cost is direct relationship.
11. Silica fume and Super-plasticizer type PCA (1) had strong influence in cost.
12. Water- cementitious materials ratio had positive effect in slump.
13. Coarse aggregate had strong negative effect in slump.
Acknowledgements
I would like to thank SMEC International Company for their cooperation during the part of the
experimental testing program of this research. Also I would like to thank the Dams Implementation Unit (DIU)
of Sudan for allowing the authors to use the information and photographs needed in this research paper.
References
[1].
[2].
[3].
[4].
[5].
[6].
[7].
[8].
[9].
[10].
[11].
[12].
[13].
[14].
[15].
John Newman and Ban Seng Choo, Advanced Concrete Technology Processes (Elsevier Ltd, First published, 2003).
Silica Fume Association, Silica Fume Users Manual, USA, 2005.
American Concrete Institute, State-of-the-Art Report on High-Strength Concrete, ACI 363. 1997.
American Concrete Institute, Guide for Selecting Proportions for High-Strength Concrete Using Portland Cement and Other
Cementitious Materials, ACI 211.4,2008.
American Concrete Institute, Guide for the Use of Silica Fume in Concrete, ACI 234R-06. 2006.
American Society for Testing and Materials, ASTM C-150 Standard Specifications for Ordinary Portland Cement, Type I,2003.
American Society for Testing and Materials, ASTM C-127 Standard test method for Determination of The Specific Gravity and
Absorption of the Coarse Aggregates,2000.
American Society for Testing and Materials, ASTM C-128 Standard test method for Determination of The Specific Gravity and
Absorption of the Fine Aggregates,2000.
American Society for Testing and Materials, ASTM C-494: Standard Specifications for Concrete Super plasticizing
Admixtures,2003.
American Society for Testing and Materials, Standard Specifications for silica fume for use as a mineral admixture in hydrauliccement concrete, mortar and grout, ASTM C-1240,97.
American Society for Testing and Materials, ASTM C-618: Standard Test Method for Physical Properties of Fly Ash,2001.
American Society for Testing and Materials, Standard Test Method for Slump of Hydraulic-Cement Concrete, ASTM C-143,2003.
British Standards Institution, Shape, dimensions and other requirements for specimens and moulds, BS EN-12390-1, 2000.
British Standards Institution, Making and curing specimens for strength tests, BS EN-12390-2, 2000.
British Standards Institution, Compressive strength of test specimens, BS EN-12390-3, 2002.
DOI: 10.9790/1684-124598103
www.iosrjournals.org
103 | Page
You might also like
- "I Am Not Gay Says A Gay Christian." A Qualitative Study On Beliefs and Prejudices of Christians Towards Homosexuality in ZimbabweDocument5 pages"I Am Not Gay Says A Gay Christian." A Qualitative Study On Beliefs and Prejudices of Christians Towards Homosexuality in ZimbabweInternational Organization of Scientific Research (IOSR)No ratings yet
- Assessment of The Implementation of Federal Character in Nigeria.Document5 pagesAssessment of The Implementation of Federal Character in Nigeria.International Organization of Scientific Research (IOSR)No ratings yet
- Socio-Ethical Impact of Turkish Dramas On Educated Females of Gujranwala-PakistanDocument7 pagesSocio-Ethical Impact of Turkish Dramas On Educated Females of Gujranwala-PakistanInternational Organization of Scientific Research (IOSR)No ratings yet
- Attitude and Perceptions of University Students in Zimbabwe Towards HomosexualityDocument5 pagesAttitude and Perceptions of University Students in Zimbabwe Towards HomosexualityInternational Organization of Scientific Research (IOSR)No ratings yet
- A Proposed Framework On Working With Parents of Children With Special Needs in SingaporeDocument7 pagesA Proposed Framework On Working With Parents of Children With Special Needs in SingaporeInternational Organization of Scientific Research (IOSR)No ratings yet
- An Evaluation of Lowell's Poem "The Quaker Graveyard in Nantucket" As A Pastoral ElegyDocument14 pagesAn Evaluation of Lowell's Poem "The Quaker Graveyard in Nantucket" As A Pastoral ElegyInternational Organization of Scientific Research (IOSR)No ratings yet
- The Impact of Technologies On Society: A ReviewDocument5 pagesThe Impact of Technologies On Society: A ReviewInternational Organization of Scientific Research (IOSR)100% (1)
- Investigation of Unbelief and Faith in The Islam According To The Statement, Mr. Ahmed MoftizadehDocument4 pagesInvestigation of Unbelief and Faith in The Islam According To The Statement, Mr. Ahmed MoftizadehInternational Organization of Scientific Research (IOSR)No ratings yet
- The Role of Extrovert and Introvert Personality in Second Language AcquisitionDocument6 pagesThe Role of Extrovert and Introvert Personality in Second Language AcquisitionInternational Organization of Scientific Research (IOSR)No ratings yet
- Relationship Between Social Support and Self-Esteem of Adolescent GirlsDocument5 pagesRelationship Between Social Support and Self-Esteem of Adolescent GirlsInternational Organization of Scientific Research (IOSR)No ratings yet
- A Review of Rural Local Government System in Zimbabwe From 1980 To 2014Document15 pagesA Review of Rural Local Government System in Zimbabwe From 1980 To 2014International Organization of Scientific Research (IOSR)No ratings yet
- Comparative Visual Analysis of Symbolic and Illegible Indus Valley Script With Other LanguagesDocument7 pagesComparative Visual Analysis of Symbolic and Illegible Indus Valley Script With Other LanguagesInternational Organization of Scientific Research (IOSR)No ratings yet
- Transforming People's Livelihoods Through Land Reform in A1 Resettlement Areas in Goromonzi District in ZimbabweDocument9 pagesTransforming People's Livelihoods Through Land Reform in A1 Resettlement Areas in Goromonzi District in ZimbabweInternational Organization of Scientific Research (IOSR)No ratings yet
- Importance of Mass Media in Communicating Health Messages: An AnalysisDocument6 pagesImportance of Mass Media in Communicating Health Messages: An AnalysisInternational Organization of Scientific Research (IOSR)No ratings yet
- Topic: Using Wiki To Improve Students' Academic Writing in English Collaboratively: A Case Study On Undergraduate Students in BangladeshDocument7 pagesTopic: Using Wiki To Improve Students' Academic Writing in English Collaboratively: A Case Study On Undergraduate Students in BangladeshInternational Organization of Scientific Research (IOSR)No ratings yet
- Role of Madarsa Education in Empowerment of Muslims in IndiaDocument6 pagesRole of Madarsa Education in Empowerment of Muslims in IndiaInternational Organization of Scientific Research (IOSR)No ratings yet
- Edward Albee and His Mother Characters: An Analysis of Selected PlaysDocument5 pagesEdward Albee and His Mother Characters: An Analysis of Selected PlaysInternational Organization of Scientific Research (IOSR)No ratings yet
- Beowulf: A Folktale and History of Anglo-Saxon Life and CivilizationDocument3 pagesBeowulf: A Folktale and History of Anglo-Saxon Life and CivilizationInternational Organization of Scientific Research (IOSR)No ratings yet
- The Lute Against Doping in SportDocument5 pagesThe Lute Against Doping in SportInternational Organization of Scientific Research (IOSR)No ratings yet
- Human Rights and Dalits: Different Strands in The DiscourseDocument5 pagesHuman Rights and Dalits: Different Strands in The DiscourseInternational Organization of Scientific Research (IOSR)No ratings yet
- Classical Malay's Anthropomorphemic Metaphors in Essay of Hikajat AbdullahDocument9 pagesClassical Malay's Anthropomorphemic Metaphors in Essay of Hikajat AbdullahInternational Organization of Scientific Research (IOSR)No ratings yet
- Women Empowerment Through Open and Distance Learning in ZimbabweDocument8 pagesWomen Empowerment Through Open and Distance Learning in ZimbabweInternational Organization of Scientific Research (IOSR)No ratings yet
- Designing of Indo-Western Garments Influenced From Different Indian Classical Dance CostumesDocument5 pagesDesigning of Indo-Western Garments Influenced From Different Indian Classical Dance CostumesIOSRjournalNo ratings yet
- An Exploration On The Relationship Among Learners' Autonomy, Language Learning Strategies and Big-Five Personality TraitsDocument6 pagesAn Exploration On The Relationship Among Learners' Autonomy, Language Learning Strategies and Big-Five Personality TraitsInternational Organization of Scientific Research (IOSR)No ratings yet
- Substance Use and Abuse Among Offenders Under Probation Supervision in Limuru Probation Station, KenyaDocument11 pagesSubstance Use and Abuse Among Offenders Under Probation Supervision in Limuru Probation Station, KenyaInternational Organization of Scientific Research (IOSR)No ratings yet
- Kinesics, Haptics and Proxemics: Aspects of Non - Verbal CommunicationDocument6 pagesKinesics, Haptics and Proxemics: Aspects of Non - Verbal CommunicationInternational Organization of Scientific Research (IOSR)No ratings yet
- Micro Finance and Women - A Case Study of Villages Around Alibaug, District-Raigad, Maharashtra, IndiaDocument3 pagesMicro Finance and Women - A Case Study of Villages Around Alibaug, District-Raigad, Maharashtra, IndiaInternational Organization of Scientific Research (IOSR)No ratings yet
- Motivational Factors Influencing Littering in Harare's Central Business District (CBD), ZimbabweDocument8 pagesMotivational Factors Influencing Littering in Harare's Central Business District (CBD), ZimbabweInternational Organization of Scientific Research (IOSR)No ratings yet
- A Study On The Television Programmes Popularity Among Chennai Urban WomenDocument7 pagesA Study On The Television Programmes Popularity Among Chennai Urban WomenInternational Organization of Scientific Research (IOSR)No ratings yet
- Design Management, A Business Tools' Package of Corporate Organizations: Bangladesh ContextDocument6 pagesDesign Management, A Business Tools' Package of Corporate Organizations: Bangladesh ContextInternational Organization of Scientific Research (IOSR)No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Operator E-Jets News Rel 040Document12 pagesOperator E-Jets News Rel 040jivomirNo ratings yet
- Erie Canal Harbor Master Plan (2004)Document43 pagesErie Canal Harbor Master Plan (2004)api-3696939No ratings yet
- Assessing ash fouling and slagging in coal-fired boilersDocument10 pagesAssessing ash fouling and slagging in coal-fired boilersDSGNo ratings yet
- Marketing Grade 12 Gas & AbmDocument5 pagesMarketing Grade 12 Gas & AbmGina Silvestre SolimanNo ratings yet
- Column Array Loudspeaker: Product HighlightsDocument2 pagesColumn Array Loudspeaker: Product HighlightsTricolor GameplayNo ratings yet
- VCBDocument3 pagesVCBMitesh GandhiNo ratings yet
- Securities Crowdfunding Platform: Grow To ShareDocument17 pagesSecurities Crowdfunding Platform: Grow To ShareAditya Damar JatiNo ratings yet
- Unit 1 - Ways Informatics Transforming Health CareDocument22 pagesUnit 1 - Ways Informatics Transforming Health CareRaquel MonsalveNo ratings yet
- PRODUCT SPEC TITLEDocument32 pagesPRODUCT SPEC TITLExvolcanoNo ratings yet
- CDC Class Schedule for BS PsychologyDocument5 pagesCDC Class Schedule for BS PsychologyJose JarlathNo ratings yet
- Mathematical-Olympiads PDFDocument27 pagesMathematical-Olympiads PDFG100% (1)
- Cp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Document1 pageCp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Triana Rosma Fikriyati DinaNo ratings yet
- Top 20 Automation Testing Interview Questions and AnswersDocument36 pagesTop 20 Automation Testing Interview Questions and AnswersBilal Achernan100% (1)
- Angle Types Acute Right ObtuseDocument2 pagesAngle Types Acute Right ObtuseBenjamin DennisNo ratings yet
- Lesson 2: Reading and Writing Assignment: Public Relations Ethics: Case StudyDocument3 pagesLesson 2: Reading and Writing Assignment: Public Relations Ethics: Case StudyAzel DizonNo ratings yet
- Project Spec PDFDocument47 pagesProject Spec PDFKarl ArschNo ratings yet
- Xylux Lr3: High Output Emergency LED Luminaire Suitable For 10.8 Lux ApplicationsDocument4 pagesXylux Lr3: High Output Emergency LED Luminaire Suitable For 10.8 Lux ApplicationsAtiqNo ratings yet
- Unit 4 Index Structures For Files: StructureDocument16 pagesUnit 4 Index Structures For Files: StructuregaardiNo ratings yet
- Math 9 - Q2 - Mod2Document15 pagesMath 9 - Q2 - Mod2Julie Arne E.No ratings yet
- Lab 7 Fluid SaturationDocument6 pagesLab 7 Fluid SaturationRichard OwusuNo ratings yet
- 1 - Chapter Ii - Lesson 1 - Understanding The Value of Philippine LiteratureDocument14 pages1 - Chapter Ii - Lesson 1 - Understanding The Value of Philippine LiteratureJuliaNo ratings yet
- Waste Management Report 08 PDFDocument7 pagesWaste Management Report 08 PDFMikeRenderNo ratings yet
- Steam TurbineDocument102 pagesSteam Turbinerashm006ranjan67% (3)
- Analysis of Entropy Generation Inside Concentric Cylindrical Annuli With Relative RotatioDocument9 pagesAnalysis of Entropy Generation Inside Concentric Cylindrical Annuli With Relative RotatioSafaa Hameed Al NaseryNo ratings yet
- Manual Varispeed f7Document476 pagesManual Varispeed f7Samir PirelaNo ratings yet
- DLL-Q3 - W7-Heat TransferDocument6 pagesDLL-Q3 - W7-Heat TransferCamille ElcaNo ratings yet
- SPP OThersDocument35 pagesSPP OThersY ANo ratings yet
- Battery Charger Report 6Document55 pagesBattery Charger Report 6anand.sraju69% (32)
- Signed Off - Introduction To Philosophy12 - q1 - m2 - Methods of Philosophizing - v3Document25 pagesSigned Off - Introduction To Philosophy12 - q1 - m2 - Methods of Philosophizing - v3Benjamin Fernandez Jr.No ratings yet
- Marking CriterionDocument1 pageMarking CriterionSemwezi EnockNo ratings yet