You might also like
- TAD1242GEDocument14 pagesTAD1242GESIVARAMANJAGANATHANNo ratings yet
- NB Nbic 2 2007Document340 pagesNB Nbic 2 2007MaximilianoRodrigoCabestrero100% (1)
- Manual de Servicio CX330 PDFDocument623 pagesManual de Servicio CX330 PDFandrea83% (6)
- Accessories For Tools CNCDocument16 pagesAccessories For Tools CNCIonutNo ratings yet
- Imperial TubingtoolsntDocument32 pagesImperial TubingtoolsntvovobossNo ratings yet
- Clippard Full-Line CatalogDocument2 pagesClippard Full-Line CatalogKrause SpencerNo ratings yet
- Hydraulic Tubing PunchDocument19 pagesHydraulic Tubing Punchu2006262918No ratings yet
- EquipmentDocument58 pagesEquipmentPartsGopher.com100% (1)
- Tube Removal Catalog Web ELLIOTDocument24 pagesTube Removal Catalog Web ELLIOTJose Luis RattiaNo ratings yet
- ThyssenKrupp Drilling CatálogoDocument16 pagesThyssenKrupp Drilling Catálogoflasher_for_nokiaNo ratings yet
- Drilling and Thread CuttingDocument11 pagesDrilling and Thread CuttingSami SamiNo ratings yet
- Dapra BiaxScrapers PDFDocument4 pagesDapra BiaxScrapers PDFllereadorNo ratings yet
- Cushcraft: Assembly and Installation InstructionsDocument16 pagesCushcraft: Assembly and Installation InstructionsedualoviNo ratings yet
- ST Louis Screw & Bolt Binder CatalogDocument52 pagesST Louis Screw & Bolt Binder Catalogmailmuncher2000No ratings yet
- Tool HoldersDocument35 pagesTool HoldersCarlos Santos Ramirez MarañonNo ratings yet
- Grease Nipples From UMETA Catalogue GK84-E 04-2012-2Document46 pagesGrease Nipples From UMETA Catalogue GK84-E 04-2012-2FranzKafkaNo ratings yet
- ICEV Hand Tool III Video TranscriptDocument6 pagesICEV Hand Tool III Video TranscriptMyaaliyah ColeNo ratings yet
- Manual Rosq - enDocument10 pagesManual Rosq - enRobinson JimenezNo ratings yet
- Opera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachineDocument34 pagesOpera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachinerianrureNo ratings yet
- RB Tube Cuttern30p S-n42p S-n67p SDocument3 pagesRB Tube Cuttern30p S-n42p S-n67p SW MoralesNo ratings yet
- 600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)Document8 pages600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)LeonardNo ratings yet
- 1-Orifuce Plate Dhinst - 52048 - AwyetxDocument19 pages1-Orifuce Plate Dhinst - 52048 - AwyetxGIONo ratings yet
- Product GuideDocument65 pagesProduct Guide송승준No ratings yet
- Graseras AlemitesDocument37 pagesGraseras Alemitesjoroma58No ratings yet
- Válvulas de Alívio NaucoDocument12 pagesVálvulas de Alívio NaucoBruno CoutoNo ratings yet
- Needle ScalerDocument2 pagesNeedle ScalerVipin Kumar SinghNo ratings yet
- Raise Boring Heads: User ManualDocument40 pagesRaise Boring Heads: User ManualMaykol Ken Hasaki MaselNo ratings yet
- Tech Spec of Gas Cutting Set PDFDocument3 pagesTech Spec of Gas Cutting Set PDFVipin SomasekharanNo ratings yet
- Adjustable Choke Valve PDFDocument3 pagesAdjustable Choke Valve PDFabbas1368No ratings yet
- MBD Annular SectionDocument4 pagesMBD Annular SectionCompra Venta De Maquinaria IndustrialNo ratings yet
- Drill Sizes For TappingDocument15 pagesDrill Sizes For Tappinghsrao77100% (1)
- Engine Porting and PolishingDocument8 pagesEngine Porting and Polishingmoparman1100% (10)
- Tool CatalogDocument12 pagesTool CatalogAmr KamelNo ratings yet
- Machining Strenx and HardoxDocument32 pagesMachining Strenx and HardoxKohilan NahivNo ratings yet
- Esab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFDocument32 pagesEsab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFKrishna VachaNo ratings yet
- Fittings For BoDocument15 pagesFittings For BoE.C.MADHUDUDHANA REDDYNo ratings yet
- Catalogo Tecnico Stud WeldingDocument68 pagesCatalogo Tecnico Stud Weldingalexfc81No ratings yet
- Copie de SWG Bolts PurchasingDocument5 pagesCopie de SWG Bolts PurchasingAlaa edine SmaaliNo ratings yet
- Entrelec DIN RailsDocument5 pagesEntrelec DIN RailsFelipe Soares MaiaNo ratings yet
- Dobladores de TubingDocument19 pagesDobladores de TubingJuan Chan CanulNo ratings yet
- Drill StemDocument28 pagesDrill Stemchonubobby100% (1)
- Roller Chain GuideDocument5 pagesRoller Chain GuidechikoopandaNo ratings yet
- MS 01 179Document12 pagesMS 01 179Billy ZununNo ratings yet
- Service Bulletin: Subject: Tubing AssembliesDocument9 pagesService Bulletin: Subject: Tubing AssembliesjussmeeeNo ratings yet
- Conduiting WorkDocument24 pagesConduiting Worknaam9No ratings yet
- MD-Blue-Pipe Fitting and Flange ToolsDocument12 pagesMD-Blue-Pipe Fitting and Flange Toolssandii123No ratings yet
- E.1.07.01 Baffle and Radial NozzlesDocument2 pagesE.1.07.01 Baffle and Radial NozzlesEdgardo EscribanoNo ratings yet
- 13 TaylorDocument12 pages13 TaylorAlberto SanchezNo ratings yet
- Stress Relief Boreback BoxDocument3 pagesStress Relief Boreback BoxDaisuke Numata100% (1)
- Lealfet AirtoolsDocument2 pagesLealfet Airtoolsamirouche15No ratings yet
- 16 2013 Taps and Dies EbookDocument46 pages16 2013 Taps and Dies Ebookwhitelizard2001No ratings yet
- Sandvik Drilling Tools Care and MaintenanceDocument25 pagesSandvik Drilling Tools Care and Maintenancekukuh atmanto100% (1)
- Easy Maintenance: Special Features of REX Pipe Threading MachinesDocument6 pagesEasy Maintenance: Special Features of REX Pipe Threading MachinesFarid SedekyNo ratings yet
- User Manual SANDVIK Updated July 2012Document51 pagesUser Manual SANDVIK Updated July 2012Pato CarmonaNo ratings yet
- Bolts - LRFDDocument6 pagesBolts - LRFDalexortiz83No ratings yet
- RIDGID Electrical BrochureDocument20 pagesRIDGID Electrical BrochureAlex HammilionNo ratings yet
- Maintenance For Model Master Rotary TableDocument7 pagesMaintenance For Model Master Rotary Tablejdk3dNo ratings yet
- Grooved Pins Technical SpecsDocument8 pagesGrooved Pins Technical Specsjagan_san10No ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- 4to Adults - Word FormationDocument2 pages4to Adults - Word FormationMaximilianoRodrigoCabestreroNo ratings yet
- 227 Bodyweight ExercisesDocument84 pages227 Bodyweight ExercisesMaximilianoRodrigoCabestreroNo ratings yet
- Gates & DampersDocument30 pagesGates & DampersMaximilianoRodrigoCabestreroNo ratings yet
- Tendencies/Habits in The PresentDocument3 pagesTendencies/Habits in The PresentMaximilianoRodrigoCabestreroNo ratings yet
- Ceramic and Refractory Anchor Catalog Avtog 5Document4 pagesCeramic and Refractory Anchor Catalog Avtog 5MaximilianoRodrigoCabestreroNo ratings yet
- The Boiler Operator Handbook PDFDocument131 pagesThe Boiler Operator Handbook PDFMaximilianoRodrigoCabestreroNo ratings yet
- Biofilm CouponDocument1 pageBiofilm CouponMaximilianoRodrigoCabestreroNo ratings yet
- Dyna SandDocument4 pagesDyna SandMaximilianoRodrigoCabestrero100% (1)
- 48 Steam Heating Boiler Daily Checks-JOB PROCEDUREDocument2 pages48 Steam Heating Boiler Daily Checks-JOB PROCEDUREMaximilianoRodrigoCabestreroNo ratings yet
- Wetback DrybackDocument24 pagesWetback DrybackMaximilianoRodrigoCabestreroNo ratings yet
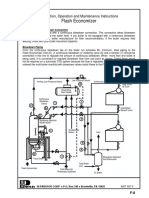
- Flash Economizer: Installation, Operation and Maintenance InstructionsDocument2 pagesFlash Economizer: Installation, Operation and Maintenance InstructionsMaximilianoRodrigoCabestreroNo ratings yet
- CalderaDocument24 pagesCalderaMaximilianoRodrigoCabestreroNo ratings yet
- BB Blowdown Separators Sept10Document12 pagesBB Blowdown Separators Sept10MaximilianoRodrigoCabestreroNo ratings yet
- NB Nbic 1 2007Document166 pagesNB Nbic 1 2007MaximilianoRodrigoCabestreroNo ratings yet
- Fabco Explosion Venting FastenersDocument6 pagesFabco Explosion Venting FastenersMaximilianoRodrigoCabestreroNo ratings yet
- KBV20 Key Operated Boiler Blowdown ValveDocument4 pagesKBV20 Key Operated Boiler Blowdown ValveMaximilianoRodrigoCabestreroNo ratings yet
- Specification Print Boiler Blowoff Tank: NotesDocument1 pageSpecification Print Boiler Blowoff Tank: NotesMaximilianoRodrigoCabestreroNo ratings yet
- PDSM Example Skills MatrixDocument1 pagePDSM Example Skills MatrixMaximilianoRodrigoCabestreroNo ratings yet
- ChillerDocument128 pagesChillerJuan Cascante JiménezNo ratings yet
- June 2017 QP - Unit 1 Edexcel Physics A-Level PDFDocument24 pagesJune 2017 QP - Unit 1 Edexcel Physics A-Level PDFBenedictNo ratings yet
- Bowles J. E. - FDN - Analysis & DSNDocument2 pagesBowles J. E. - FDN - Analysis & DSNharishNo ratings yet
- 3902 Maintenance Instruction: Build-Up QF Traction Motor Mounting AssemblyDocument8 pages3902 Maintenance Instruction: Build-Up QF Traction Motor Mounting Assemblyemmsh71No ratings yet
- WP002Document20 pagesWP002jfl2096No ratings yet
- John Crane XP SealsDocument22 pagesJohn Crane XP SealsSamir BenabdallahNo ratings yet
- Root Gap PDFDocument6 pagesRoot Gap PDFmetasoniko81No ratings yet
- Perhitungan Pressure Vessel LengkapDocument70 pagesPerhitungan Pressure Vessel LengkapReo Aditya MahesaNo ratings yet
- SVPL PDFDocument68 pagesSVPL PDFSales SVPLNo ratings yet
- Fuel Injection System and IgnitionDocument32 pagesFuel Injection System and IgnitionsurajNo ratings yet
- A2 Biopharm MetalDocument28 pagesA2 Biopharm MetalThanh Nghị BùiNo ratings yet
- TTC Om enDocument16 pagesTTC Om enNico Natanael SNo ratings yet
- Bracketing Detail FHC Detail: Gate Valve Check Valve Gate Valve Wye Strainer Cylindrical Tank PipeDocument3 pagesBracketing Detail FHC Detail: Gate Valve Check Valve Gate Valve Wye Strainer Cylindrical Tank PipeIan Jayson BaybayNo ratings yet
- C5-21B B777 CapabilitiesDocument8 pagesC5-21B B777 CapabilitiesPablo Restrepo OssaNo ratings yet
- 01 EJS Metal Technical CatalogDocument85 pages01 EJS Metal Technical CatalogGicuNo ratings yet
- Workshop Exercise - Steam Distribution and UtilizationDocument2 pagesWorkshop Exercise - Steam Distribution and UtilizationChang Chee HongNo ratings yet
- R171 Vario Roof Troubleshooting TreeDocument30 pagesR171 Vario Roof Troubleshooting TreeBadi TrsatNo ratings yet
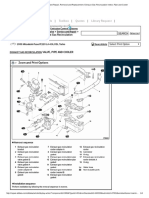
- New Vehicle New Tsbs Toolbox Quotes Library Request Vehicle Information CommunityDocument4 pagesNew Vehicle New Tsbs Toolbox Quotes Library Request Vehicle Information CommunityJohn Mark AcederaNo ratings yet
- The Scrodinger Wave EquationDocument19 pagesThe Scrodinger Wave EquationAshwin S PurohitNo ratings yet
- ASME FlangeDocument1 pageASME FlangeHanda Bin AdiNo ratings yet
- Ms-Combination enDocument39 pagesMs-Combination enCarlos VandréNo ratings yet
- Report On Hvac Design of A BuildingDocument66 pagesReport On Hvac Design of A BuildingHemani SinghNo ratings yet
- Air Drilling With MotorsDocument6 pagesAir Drilling With MotorsGharib HashemNo ratings yet
- Phase DiagramDocument13 pagesPhase DiagramJayzl Lastrella CastanedaNo ratings yet
- 2-Hydrodynamic Methods (Sedimentation, Centrifugation and UltracentrifugationDocument24 pages2-Hydrodynamic Methods (Sedimentation, Centrifugation and UltracentrifugationEKANo ratings yet
- Vibration Analysis of Bearings Using FFT Analyzer 59-68Document11 pagesVibration Analysis of Bearings Using FFT Analyzer 59-68Ravi PalaskarNo ratings yet
- 2007 LC4 690 LC8 990 Diagnostic Measurements Failure CodesDocument49 pages2007 LC4 690 LC8 990 Diagnostic Measurements Failure Codeschili_s16No ratings yet
- 410E Backhoe Loader Repair: Technical ManualDocument6 pages410E Backhoe Loader Repair: Technical ManualJose Sauceda100% (1)