You might also like
- WSN20100100007 87680380Document5 pagesWSN20100100007 87680380Alan CheeNo ratings yet
- Leapfrog Filer CircuitDocument6 pagesLeapfrog Filer CircuitmailmadoNo ratings yet
- Image Denoising Using Wavelet Thresholding and Model SelectionDocument4 pagesImage Denoising Using Wavelet Thresholding and Model SelectionjebileeNo ratings yet
- Traffic Flow Prediction Based On Wavelet Analysis, Genetic Algorithm and Artificial Neural NetworkDocument4 pagesTraffic Flow Prediction Based On Wavelet Analysis, Genetic Algorithm and Artificial Neural NetworksidxxxnitcNo ratings yet
- Adaptive Beamforming through Statistical Signal Processing TechniquesDocument6 pagesAdaptive Beamforming through Statistical Signal Processing TechniquesVijaya ShreeNo ratings yet
- Seminar IeeeDocument6 pagesSeminar IeeenikhiNo ratings yet
- Worst-Case Security of ECC Point Randomization Against Advanced SCADocument25 pagesWorst-Case Security of ECC Point Randomization Against Advanced SCAhhhzineNo ratings yet
- Algorithms For Energy Efficient Reconstruction of A Process With A Multihop Wireless Sensor NetworkDocument4 pagesAlgorithms For Energy Efficient Reconstruction of A Process With A Multihop Wireless Sensor NetworkCecilia Camarena QuispeNo ratings yet
- International Refereed Journal of Engineering and Science (IRJES)Document8 pagesInternational Refereed Journal of Engineering and Science (IRJES)www.irjes.comNo ratings yet
- A Novel Protection Scheme For Synchronous Generator Stator Windings Based On SVMDocument12 pagesA Novel Protection Scheme For Synchronous Generator Stator Windings Based On SVMAmsterdan Escobal TorresNo ratings yet
- Aircraft Engine Health Monitoring Using Density Modelling and Extreme Value StatisticsDocument12 pagesAircraft Engine Health Monitoring Using Density Modelling and Extreme Value StatisticsMoumita ChakrabortyNo ratings yet
- Novel MIMO Detection Algorithm For High-Order Constellations in The Complex DomainDocument14 pagesNovel MIMO Detection Algorithm For High-Order Constellations in The Complex DomainssivabeNo ratings yet
- Multiple ClassifiersDocument4 pagesMultiple ClassifiersmiusayNo ratings yet
- FRP PDFDocument19 pagesFRP PDFmsl_cspNo ratings yet
- Sensors-Fpga ProjectDocument24 pagesSensors-Fpga ProjectangelinaNo ratings yet
- 016 JCIT Vol6 No12Document7 pages016 JCIT Vol6 No12ladooroyNo ratings yet
- ImageamcetranksDocument6 pagesImageamcetranks35mohanNo ratings yet
- SHM - Presentation (Nestor Castaneda)Document30 pagesSHM - Presentation (Nestor Castaneda)engineersruleNo ratings yet
- 2019 Zhang Tian Shao Unwrapping CNNDocument10 pages2019 Zhang Tian Shao Unwrapping CNNDiego Eusse NaranjoNo ratings yet
- Support Vector Machines: The Interface To Libsvm in Package E1071 by David Meyer FH Technikum Wien, AustriaDocument8 pagesSupport Vector Machines: The Interface To Libsvm in Package E1071 by David Meyer FH Technikum Wien, AustriaAmish SharmaNo ratings yet
- Automated Classification of Power Quality Disturbances using SVM and RBF NetworksDocument7 pagesAutomated Classification of Power Quality Disturbances using SVM and RBF NetworksbajricaNo ratings yet
- Support Vector Machines: The Interface To Libsvm in Package E1071 by David Meyer FH Technikum Wien, AustriaDocument8 pagesSupport Vector Machines: The Interface To Libsvm in Package E1071 by David Meyer FH Technikum Wien, AustriaDoom Head 47No ratings yet
- Effective Coverage Control Using Dynamic Sensor Networks With Flocking and Guaranteed Collision AvoidanceDocument7 pagesEffective Coverage Control Using Dynamic Sensor Networks With Flocking and Guaranteed Collision AvoidanceAmr MabroukNo ratings yet
- On Efficient Sensors SchedulingDocument6 pagesOn Efficient Sensors Schedulingأمين سيدNo ratings yet
- TSP 2019Document4 pagesTSP 2019Ana NeacsuNo ratings yet
- CNN Architecture Detects Signals Using Filter BankDocument15 pagesCNN Architecture Detects Signals Using Filter BankLicence Spécialisée Idbd EnsakNo ratings yet
- Real Timepower System Security - EEEDocument7 pagesReal Timepower System Security - EEEpradeep9007879No ratings yet
- A N A NN A Pproach For N Etwork I Ntrusion D Etection U Sing e Ntropy B Ased F Eature SelectionDocument15 pagesA N A NN A Pproach For N Etwork I Ntrusion D Etection U Sing e Ntropy B Ased F Eature SelectionAIRCC - IJNSANo ratings yet
- Barrier Coverage in Wireless Sensor Networks: From Lined-Based To Curve-Based DeploymentDocument5 pagesBarrier Coverage in Wireless Sensor Networks: From Lined-Based To Curve-Based DeploymentNguyễn Ngọc TúNo ratings yet
- Adaptive Noise Cancellation Using Multirate Techniques: Prasheel V. Suryawanshi, Kaliprasad Mahapatro, Vardhman J. ShethDocument7 pagesAdaptive Noise Cancellation Using Multirate Techniques: Prasheel V. Suryawanshi, Kaliprasad Mahapatro, Vardhman J. ShethIJERDNo ratings yet
- Performance Evaluations of Frequency Diversity Radar SystemDocument4 pagesPerformance Evaluations of Frequency Diversity Radar SystemaloneladNo ratings yet
- SqueezerFaceNet: Reducing A Small Face Recognition CNN Even More Via Filter PruningDocument12 pagesSqueezerFaceNet: Reducing A Small Face Recognition CNN Even More Via Filter PruningLuzNo ratings yet
- 1 s2.0 S0263224120302050 MainDocument12 pages1 s2.0 S0263224120302050 MainCristian BastiasNo ratings yet
- Alrustamani2002 1Document17 pagesAlrustamani2002 1Akhilesh UppulaNo ratings yet
- Ann Based ProtectionDocument5 pagesAnn Based ProtectioncheshankarNo ratings yet
- Chenhu2017 - Superimposed Training For Channel Estimation in FBMC OQAMDocument5 pagesChenhu2017 - Superimposed Training For Channel Estimation in FBMC OQAMMahmud Ja'afarNo ratings yet
- SvmdocDocument8 pagesSvmdocEZ112No ratings yet
- Classification of Power Quality Disturbances Using Dual Wavelet Transforms and SVMDocument6 pagesClassification of Power Quality Disturbances Using Dual Wavelet Transforms and SVMMalu MohanNo ratings yet
- A Genetic-Algorithm Based Mobile Sensor Network Deployment AlgorithmDocument9 pagesA Genetic-Algorithm Based Mobile Sensor Network Deployment AlgorithmgynxNo ratings yet
- 1. Street_Sensors_Set_Selection_through_Road_Network_Modeling_and_Observability_Measures+++Document6 pages1. Street_Sensors_Set_Selection_through_Road_Network_Modeling_and_Observability_Measures+++kamirakiNo ratings yet
- Iasted Ra07 563 123Document6 pagesIasted Ra07 563 123Shivakumar BaliNo ratings yet
- Fault Diagnosis Model Through Fuzzy Clustering: LV of Science ofDocument5 pagesFault Diagnosis Model Through Fuzzy Clustering: LV of Science ofrvicentclasesNo ratings yet
- A Compact Ultra-Wideband Load-Pull Measurement SystemDocument6 pagesA Compact Ultra-Wideband Load-Pull Measurement Systemoğuz odabaşıNo ratings yet
- Sampled-Data Regulation of A Class of Time Varying Systems Based On A Realizable Reconstruction FilterDocument6 pagesSampled-Data Regulation of A Class of Time Varying Systems Based On A Realizable Reconstruction FilterIbraheem ZebNo ratings yet
- Point Fault Analysis: General Ideas of The Oscillography Reader and Its ApplicationsDocument11 pagesPoint Fault Analysis: General Ideas of The Oscillography Reader and Its ApplicationsReinan AssisNo ratings yet
- Robust Zero-Watermarking of Images Using Neural Network: Santosh Chapaneri Radhika ChapaneriDocument6 pagesRobust Zero-Watermarking of Images Using Neural Network: Santosh Chapaneri Radhika ChapaneriSantosh ChapaneriNo ratings yet
- Distributed Spectrum Sensing For Cognitive Radio Systems: Claudio R. C. M. Da Silva, Brian Choi, and Kyouwoong KimDocument4 pagesDistributed Spectrum Sensing For Cognitive Radio Systems: Claudio R. C. M. Da Silva, Brian Choi, and Kyouwoong KimNiranjanWangjamNo ratings yet
- 5 - Lstm-Time-SeriesDocument6 pages5 - Lstm-Time-SerieswilliamNo ratings yet
- Predictive Models For Vertical Total Electron Content in IonosphereDocument10 pagesPredictive Models For Vertical Total Electron Content in IonospherePriya SridharanNo ratings yet
- An Optimized Segmentation Method For A 2D Laser-Scanner Applied To Mobile Robot NavigationDocument6 pagesAn Optimized Segmentation Method For A 2D Laser-Scanner Applied To Mobile Robot NavigationKhaled Hossam EmamNo ratings yet
- Publication C28 4Document10 pagesPublication C28 4Mohamed Habashy MubarakNo ratings yet
- ML Lab - Sukanya RajaDocument23 pagesML Lab - Sukanya RajaRick MitraNo ratings yet
- Hybrid Kalman-fuzzy fusion detects sensor faultsDocument7 pagesHybrid Kalman-fuzzy fusion detects sensor faultsPonciano Jorge Escamilla-AmbrosioNo ratings yet
- 1890-Article Text-9703-1-10-20210505Document7 pages1890-Article Text-9703-1-10-20210505محمد مطيعNo ratings yet
- Rainfall PredictionDocument4 pagesRainfall PredictionoutriderNo ratings yet
- Optimal MTM Spectral Estimation Based Detection For Cognitive Radio in HDTVDocument5 pagesOptimal MTM Spectral Estimation Based Detection For Cognitive Radio in HDTVAbdul RahimNo ratings yet
- Eecs 967 - Project Mmse Multiuser Detection: Vijaya Chandran Ramasami (Kuid 698659)Document34 pagesEecs 967 - Project Mmse Multiuser Detection: Vijaya Chandran Ramasami (Kuid 698659)Aseem RaseedNo ratings yet
- AIS Algorithm For Smart Antenna Application in WLANDocument20 pagesAIS Algorithm For Smart Antenna Application in WLANNgurah Sedana PutraNo ratings yet
- 87291_92961v00_Modeling_WirelessDocument11 pages87291_92961v00_Modeling_WirelessHANZ V2No ratings yet
- Spline and Spline Wavelet Methods with Applications to Signal and Image Processing: Volume III: Selected TopicsFrom EverandSpline and Spline Wavelet Methods with Applications to Signal and Image Processing: Volume III: Selected TopicsNo ratings yet
- Sigma SGDH 10 II Manual EN PDFDocument405 pagesSigma SGDH 10 II Manual EN PDFlauraNo ratings yet
- Denso WincapsDocument384 pagesDenso WincapscabecavilNo ratings yet
- Precision Temperature & Humidity Sensor ES31-TH-01Document4 pagesPrecision Temperature & Humidity Sensor ES31-TH-01duyphuocNo ratings yet
- Selektivitaetstabellen 11 2020 en 202011251410201095Document165 pagesSelektivitaetstabellen 11 2020 en 202011251410201095duyphuocNo ratings yet
- Usando o Factory-IODocument5 pagesUsando o Factory-IOEduardo LuizNo ratings yet
- Indra Works Print DocumentDocument165 pagesIndra Works Print DocumentduyphuocNo ratings yet
- Linear User ManualDocument425 pagesLinear User ManualGregEverettNo ratings yet
- ch3 PDFDocument8 pagesch3 PDFduyphuocNo ratings yet
- ch3 PDFDocument8 pagesch3 PDFduyphuocNo ratings yet
- IndraWorks ML* 13V16.0110 Project DocumentationDocument254 pagesIndraWorks ML* 13V16.0110 Project DocumentationduyphuocNo ratings yet
- Layout On Solderable Board - EvaluationDocument1 pageLayout On Solderable Board - EvaluationduyphuocNo ratings yet
- 3 Platform DSCDocument251 pages3 Platform DSCduyphuocNo ratings yet
- Manual AutomationDocument32 pagesManual AutomationunluckyguyNo ratings yet
- Mn048019zu enDocument97 pagesMn048019zu enduyphuocNo ratings yet
- Station 1 PDFDocument140 pagesStation 1 PDFduyphuocNo ratings yet
- IndraLogic Gen 2 Basic Programming - List Topic For Online CourseDocument1 pageIndraLogic Gen 2 Basic Programming - List Topic For Online CourseduyphuocNo ratings yet
- Digifas 7100 7200 Operator Software Manual en UK Rev97Document42 pagesDigifas 7100 7200 Operator Software Manual en UK Rev97duyphuocNo ratings yet
- Actuation of Electro-Pneumatic System Using MATLAB Simulink and Arduino Controller-A Case of A Mechatronics Systems LabDocument6 pagesActuation of Electro-Pneumatic System Using MATLAB Simulink and Arduino Controller-A Case of A Mechatronics Systems LabHêny CarlênicNo ratings yet
- Control Light SystemDocument1 pageControl Light SystemduyphuocNo ratings yet
- KV 7000Document74 pagesKV 7000duyphuocNo ratings yet
- Workshop PracticeDocument31 pagesWorkshop PracticeJoseph George Konnully100% (3)
- Siemens TutorialDocument26 pagesSiemens Tutorialsundaramoor0% (1)
- Workshop Lab Manual PDFDocument76 pagesWorkshop Lab Manual PDFMarcelo Baptista0% (1)
- As 6074 XG C 611461 Us 1021-3Document20 pagesAs 6074 XG C 611461 Us 1021-3duyphuocNo ratings yet
- Station 1Document140 pagesStation 1duyphuocNo ratings yet
- Electropneumatic Rexroth's Manual - Part1Document8 pagesElectropneumatic Rexroth's Manual - Part1duyphuoc100% (1)
- Induction Motor As Generator-1Document4 pagesInduction Motor As Generator-1regina_sNo ratings yet
- Mini Thermal Receipt PrinterDocument34 pagesMini Thermal Receipt PrinterduyphuocNo ratings yet
- Desen Brat Inferior SuspensieDocument1 pageDesen Brat Inferior SuspensiedantopanNo ratings yet
- Ultrasonic TestingDocument36 pagesUltrasonic TestingRaj Kumar100% (4)
- Just The Two of Us: Electric Guitar (Tablature)Document3 pagesJust The Two of Us: Electric Guitar (Tablature)OlesyaKosarevaNo ratings yet
- PianoFiles Sheet Music CollectionDocument13 pagesPianoFiles Sheet Music CollectionChris Ruggere33% (3)
- sc120 PDFDocument116 pagessc120 PDFefremofeNo ratings yet
- Kerja KursusDocument20 pagesKerja KursussyafiqnurainNo ratings yet
- Rap Rap: Rapping (Mcing) and Djing (Audio Mixing and Rapping (Mcing) and Djing (Audio Mixing andDocument3 pagesRap Rap: Rapping (Mcing) and Djing (Audio Mixing and Rapping (Mcing) and Djing (Audio Mixing andemodel8303No ratings yet
- Analyzing Time-Varying Noise Properties With SpectrerfDocument22 pagesAnalyzing Time-Varying Noise Properties With Spectrerffrostyfoley100% (1)
- Bella Ciao-Partitura - y - PartesDocument33 pagesBella Ciao-Partitura - y - PartesAntonio J GomezNo ratings yet
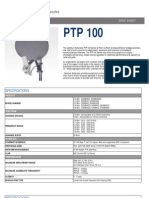
- Cambium Networks PTP 100 SpecificationDocument2 pagesCambium Networks PTP 100 SpecificationMuliawan HenochNo ratings yet
- Poems For Practice AnnotationDocument6 pagesPoems For Practice AnnotationxxpolxxNo ratings yet
- A Dual-Linear Polarized Highly Isolated CrossedDocument4 pagesA Dual-Linear Polarized Highly Isolated CrossedPhạm GiangNo ratings yet
- Generate OQPSK Waveform Using ScilabDocument4 pagesGenerate OQPSK Waveform Using ScilabRidhang PanchalNo ratings yet
- Ed Sheeran LyricsDocument1 pageEd Sheeran LyricspyulovincentNo ratings yet
- Amelia Island Event CalendarDocument15 pagesAmelia Island Event CalendarSloan SearceyNo ratings yet
- Understanding The Global Positioning SystemDocument10 pagesUnderstanding The Global Positioning SystemAchutKiranCherukuriNo ratings yet
- F 2Document19 pagesF 2rahuljainoy_93No ratings yet
- 8DIO Adagietto ManualDocument12 pages8DIO Adagietto ManualAdrián Fernández CenturiónNo ratings yet
- Merengue - Dominican Music and IdentityDocument25 pagesMerengue - Dominican Music and IdentityLUIS FERNANDO MURO MONREALNo ratings yet
- Jingle Bell Rock Score PDFDocument7 pagesJingle Bell Rock Score PDFSaxaguiNo ratings yet
- 08 Radio Engineering - Link BudgetDocument13 pages08 Radio Engineering - Link BudgetArum RachmapramitaNo ratings yet
- Wild Child Script (2008)Document42 pagesWild Child Script (2008)Epp67% (3)
- Relay Attacks On Passive Keyless Entry and Start Systems in Modern CarsDocument15 pagesRelay Attacks On Passive Keyless Entry and Start Systems in Modern CarsjanneybNo ratings yet
- WPC2021 02 View New-1Document76 pagesWPC2021 02 View New-1Abraao AtaideNo ratings yet
- Test OdtDocument4 pagesTest OdtkanwaljitsinghchanneyNo ratings yet
- IMS Business Report 2019 VFinalDocument30 pagesIMS Business Report 2019 VFinalMattMeadow100% (1)
- BharatDocument18 pagesBharatPuneet TatranNo ratings yet
- Preview of "Suzanne Tabs - Leonard Cohen"Document4 pagesPreview of "Suzanne Tabs - Leonard Cohen"zdravko mureticNo ratings yet
- Tutorial Agilent Antenna Tester N9330BDocument7 pagesTutorial Agilent Antenna Tester N9330BFranklin Manolo NiveloNo ratings yet
- Jazz - ArticulationDocument1 pageJazz - ArticulationPaola di santoNo ratings yet
- WX NotamsDocument37 pagesWX NotamsJohn AngusNo ratings yet
- Mario Bross Duet Piano 2Document3 pagesMario Bross Duet Piano 2reckyNo ratings yet