Ao de la Diversificacin Productiva y del Fortalecimiento de la Educacin
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO
INDUSTRIAL
ZONAL LAMBAYEQUE CAJAMARCA NORTE
PROYECTO DE INOVACION Y/O MEJORA
DISEO DE UN TRIPODE PARA
DESMONTAR/MONTAR MOTORES
EMPRESA O TALLER
: MECANICA DIESEL
APRENDIZ
: LEONIDES DELGADO DAZ
ESPECIALIDAD
: MECANICA AUTOMOTRZ
INSTRUCTOR
: PERCI MARCO GARCIA CRUZADO
MONITOR
: FERNANDO ESPINOZA DAZ
INGRESO
2012_II
CHICLAYO_PERU
2015
Ao de la Diversificacin Productiva y del Fortalecimiento de la Educacin
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO
INDUSTRIAL
ZONAL LAMBAYEQUE CAJAMARCA NORTE
PROYECTO DE INOVACION Y/O MEJORA
DISEO DE UN TRIPODE PARA
DESMONTAR/MONTAR MOTORES
EMPRESA O TALLER
: MECANICA DIESEL
APRENDIZ
: LEONIDES DELGADO DAZ
ESPECIALIDAD
: MECANICA AUTOMOTRZ
INSTRUCTOR
: PERCI MARCO GARCIA CRUZADO
MONITOR
: FERNANDO ESPINOZA DAZ
INGRESO
2012_II
CHICLAYO_PERU
2015
MECNICA AUTOMOTRIZ
Pgina 2
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
INDICE
Presentacin de participante
Dedicatoria
Agradecimiento
Introduccin
Denominacin del proyecto
Datos relacionados a la empresa
Antecedentes
Objetivos
5
6
7
8
9
9
9
10
Captulo I
Generalidades del Proyecto
Descripcin del proyecto
Caractersticas
Instrucciones de uso
Desmontar un motor
Mantenimiento preventivo
Precauciones
12
12
12
12
13
13
Capitulo II
Fundamentacin Terica
Tubos de acero
1. Antecedentes
2. Definicin
3. Caractersticas
4. aplicaciones
Materiales abrasivos
1. Lijas
2. Tipos
3. Hojas de lija
Soldadura
1. Soldadura por arco
2. Elementos
3. Tipos
Cierra de arco
Tipos de motores
1. Motores de dos tiempos
2. Motor de gasolina (convencional de Otto)
3. Motor disel
Torque o momento de una fuerza
MECNICA AUTOMOTRIZ
Pgina 3
15
16
16
16
16
17
17
17
18
19
20
22
23
24
23
24
24
25
27
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
.Interpretacin del momento
.Unidades
.Ejercicios
Capitulo III
Seguridad Higiene
. Seguridad del rea automotriz
1. proteccin de cabeza
2. Proteccin de manoguantes
3. Zapatos de seguridad
4. Ropa protectora
5. Protectores auriculares
6. Proteccin para los ojos
7. Proteccin respiratoria
5s
36
36
36
37
37
37
38
38
39
Capitulo IV
Generalidades del proyecto
.Plano de ubicacin del taller
.Plano interno del taller
. Plano del trpode mecnico
Captulo V
Cronograma de actividades y costos de Estudios
1. Cronograma de actividades
2. Costos de monografa
Captulo VI
Conclusiones y recomendaciones
1. Conclusiones
2. Recomendaciones
Anexos
linkografias
MECNICA AUTOMOTRIZ
29
31
31
32
Pgina 4
43
44
45
49
47
50
50
51
53
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
PRESENTACIN DE PARTICIPANTE
CFP/UFP
SENATI CHICLAYO
APRENDIZ
Lenides Delgado Daz
ID
635508
CARRERA
Mecnica automotriz
INGRESO
2012-II
SEMESTRE
VI
Leo_virgo09@live.com
DOMICILIO
Urbanizacin san Luis calle los maestros121
INSTRUCTOR
Perci Marco Garca Cruzado
MONITOR
Fernando Espinoza Daz
MECNICA AUTOMOTRIZ
Pgina 5
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Dedicatoria
El momento en que el ser humano culmina una meta es cuando se
detiene a ser un recuento de todas las ayudas recibidas, de las voces de
aliento, de las expresiones de apoyo y compresin, por eso dedico este
triunfo profesional:
Primeramente a gradecer a dios por iluminar y guiar m camino para
poder alcanzar tan anhelada meta. A, mis padres y mis hermanos a
quienes les debo toda la vida, fueron quienes guiaron cada uno de mis
pasos y soportaron cada uno de mis errores. A mis compaeros de
estudio una u otra manera contribuy para realizar mi meta. A todas las
personas que colaboraron un granito de arena y me dieron una palabra
de aliento cuando lo necesite, gracias a su apoyo hoy estoy aqu.
MECNICA AUTOMOTRIZ
Pgina 6
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
AGRADECIMIENTO
Agradezco a dios por haberme otorgado una familia maravillosa, quienes
han credo en m siempre, dndome ejemplo de superacin, humildad y
sacrificio; ensendome a valorar todo lo que tengo. A todos ellos les
dedico el presente trabajo. Por qu han fomentado en m, el deseo de
superacin y de triunfo en la vida. Que han contribuido a la consecucin
de este logro. Espero contar siempre con su valioso e condicional apoyo.
MECNICA AUTOMOTRIZ
Pgina 7
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
INTRODUCCIN
El presente proyecto de innovacin fue elaborado para desmontar, montar
(motores) de vehculos pesados.
La construccin de este proyecto est orientada a facilitar los procesos
operacionales, garantizando ms eficiencia del tcnico, mayor seguridad y cuidado
del medio ambiente, y la calidad del servicio de la empresa.
MECNICA AUTOMOTRIZ
Pgina 8
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
1. DENOMINACIN DEL PROYECTO
Diseo y desarrollo de un sistema de fijacin de motores para desmontar y montar.
2. DATOS DE LA EMPRESA
Empresa: Reparaciones diesel
Monitor: Fernando Espinoza Daz
Direccin: P.N. Km 775 Carretera a Lambayeque
3. ANTECEDENTES
La empresa de MECNICA DIESEL, que anteriormente se desmontaba los motores
utilizando la fuerza, se buscaba tablas o tacos para mantener el motor estable,
luego de realizar todo lo anterior se perda tiempo y se pona en riesgo la seguridad.
Se ha credo conveniente proponer la realizacin de una mejora continua, con el fin
de satisfacer las necesidades que se presentan en el taller y resolver los problemas
de seguridad.
Conscientes de esto, con mis compaeros de trabajo decidimos realizar un trpode
para desmontar motores; con la finalidad de garantizar un mejor servicio, mejorar el
tiempo y mayor seguridad.
Por medio de este proyecto los aprendices hacen consideracin a su desempeo y
esfuerzo de facilitar el trabajo garantizando una mayor seguridad para todos.
Gracias a los instructores, monitores y el desempeo de cada uno de los
aprendices, tengo el agrado de presentar este proyecto.
MECNICA AUTOMOTRIZ
Pgina 9
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
4. OBJETIVOS
OBJETIVOS GENERALES
Dar a conocer la importancia y el manejo del de desmontar/montar motores (isx400,
ism, n14, m11) que pueden ser de diferentes tamaos, que ingresan al taller para su
mantenimiento preventivo o reparacin.
Disminuir el desgaste fsico de los tcnicos dedicado a la reparacin de motores .
OBJETIVO ESPECIFICOS
Mejorar el trabajo del tcnico.
Mejorar la seguridad.
Mejorar el tiempo de empleo en la terea.
Conservar las piezas del vehculo en buen estado.
MECNICA AUTOMOTRIZ
Pgina 10
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
CAPITULO I
GENERALIDADES
DELPROYECTO
1. DESCRIPCIN DEL PROYECTO
Al confeccionar el SITEMA del trpode para desmontar motores he tenido en cuenta
todo lo que ser til para su fabricacin y as lograr mejores condiciones de trabajo
tanto para la empresa, como para nosotros logrando dejar el equipo operativo.
Es un equipo de fcil manejo y de fcil traslado para cualquier tcnico que lo solicite,
construido para desmontar/montar motores isx, ism, 11m, n14.
Est construido de un material resistente, especialmente
capaz de soportar 1a 2 toneladas de peso sobre l.
MECNICA AUTOMOTRIZ
Pgina 11
para servicio pesado,
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
2. CARACTERISTICAS DEL PROYECTO
Diseo y desarrollo de un sistema de desmontar/montar motores.
Capacidad de Carga: 1 a 2 toneladas
Altura: 5mts
Ancho de la plancha: 15 cm
Peso: 150kg
3. USO DEL TRPODE
Como usar el trpode al momento de desmontar y montar motores.
4. DESMONTAJE DE UN MOTOR
Ubicar el vehculo en un lugar seguro y apropiado para su respectivo
mantenimiento.
Revisar el trpode que se encuentre funcionando correctamente.
Proceder a desmontar todos los componentes que eviten desmontar el motor,
excepto los pernos que fijan la caja y el motor.
Ubicar el trpode, arriba del motor para desmontar.
Teniendo en cuenta el trpode este firmemente en una parte plana, proceder a
levantar con un tecle para colocar en el lugar de acoplamiento del motor para su
respectivo desmontaje.
Desmontar los pernos de sujecin de la caja de cambios al motor.
Recorrer la caja hacia atrs hasta lograr el desacoplamiento
Correr el carro hacia atrs hasta lograr el desacoplamiento del motor y el chasis.
Baje el motor
con en tecle lentamente hasta que el motor este firmemente
asentado.
Desarmar el motor
5. Mantenimiento preventivo
Importante: La causa principal de fallas en las unidades mecnicas es la suciedad.
Mantenga el trpode limpio y bien engrasado para prevenir que se introduzca
partculas extraas en el sistema.
MECNICA AUTOMOTRIZ
Pgina 12
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Almacene el trpode en un rea bien protegida donde no pueda exponerse a
vapores corrosivos, polvo abrasivo ni otros elementos dainos.
Lubrique las piezas giratorias y deslizantes por lo menos una vez al mes.
Engrase el trpode una vez al mes usando una grasa apropiada.
Cambie la grasa del sistema mecnico por lo menos una vez al ao.
Inspecciones el trpode antes de cada uso.
Tome medidas correctivas en caso de encontrar alguno de los problemas
siguiente:
a. Armazn agrietado o daado.
b. Herrajes sueltos.
c. Desgaste excesivo, dobles u otros daos.
6. Precauciones
Todos los procedimientos de inspeccin, mantenimiento y reparacin, se debe
realizar con el trpode sin ninguna carga sobre el (que no est en uso).
No levantar una carga.
No sostener una carga.
Hacer el mantenimiento en un lugar seguro y fuera de polvo.
El mantenimiento lo debe hacer una persona capacitada.
MECNICA AUTOMOTRIZ
Pgina 13
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
CAPITULO II
FUNDAMENTO TERICO
MECNICA AUTOMOTRIZ
Pgina 14
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
TUBOS DE ACERO
Estos elementos tiene una utilidad muy importante en la manufactura de carpintera
metlica como elementos de apoyo bidimensional, y porque tiene la misma inercia en
los tres tubos.
1. Antecedentes
Laminacin en caliente se obtienen a travs de lo que se denomina procesos de
colada continua y que consisten fundamentalmente en un dispositivo que distribuye
en diferentes lneas de fabricacin el Aceros colado, esta lneas tiene matrices con la
formas que se desean fabricar que pueden ser canales perfiles L, en T correas,
seccin I perfiles normalizados , etc. un elemento muy importante de este tipo de
fabricacin es el Alambrn de Acero el cual no es otra cosa que un producto metlico
que se obtiene por un proceso de Laminacin en caliente gracias a un tren
especialmente diseado para este efecto, conocido como tren de Laminacin, otro
producto importante es la pletina o Platina la misma que son placas de metal de
longitudes de 6m en Acero u otro material su utilidad es muy amplia, suelen
fabricarse usualmente en la forma definitiva desde la Acera como un producto de
Acero.
Los moldes de la colada continua estn enfriados por agua y permiten la formacin
de largos tramos de ngulos de acero, la aplicacin de los mismos es
fundamentalmente estructural ya que debido al proceso de fabricacin se los
considera prcticamente isotrpicos e isotrmicos, y con una configuracin del
material constante a lo largo de su estructura, por esta razn las tcnicas de diseo
pueden ser aplicadas sin inconveniente (factores de correccin) al diseo estructural.
Adems del conformado anteriormente descrito es necesario controlar las
condiciones de enfriamiento para que los ngulos de acero sean dctiles ya que un
enfriamiento rpido puede provocar en un endurecimiento irregular que se traduce en
fragilidad del producto de Acero.
La composicin de este producto de Acero puede variar segn la aplicacin y el
proceso utilizado pero suele ser corriente encontrarlo con contenidos de carbn de
alrededor de 0.8 %, proporciones de otros elementos como el fsforo del 0.48 %,
Manganeso del 0.30% entre otros.
MECNICA AUTOMOTRIZ
Pgina 15
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Laminacin en frio, reciben esta denominacin los ngulos de acero que se obtienen
de la plancha metlica y que despus de un proceso de maquinado adquieren su
forma final, los procesos de maquinado suelen ser corte y doblado, estos ngulos,
debido al maquinado presentan concentraciones de esfuerzos a lo largo del mismo,
ya que cambian su estructura cristalina tendiendo a ser ms duros en estas reas
pero a la vez ms frgiles, por lo cual se recomienda la adopcin de tcnicas de
clculo puntuales, con factores de seguridad asociados a esta incertidumbre en la
distribucin de cargas, tienen su aplicacin ms importante que se denomina
carpintera metlica u ornamental sin ningn inconveniente y suelen ser ms
econmicos que aquellos porque su fabricacin es local mientras que los primeros en
su inmensa mayora son importados y su peso encarece los flete.
2. Definicin
l latn tubus, un tubo es una pieza hueca que suele tener forma cilndrica y que, por lo
general, se encuentra abierta por ambos extremos.
Los tubos pueden estar hechos de diversos materiales, de acuerdo a las
necesidades tcnicas y econmicas. El hierro, el acero, el cobre, el plomo y el PVC
son algunos de los materiales ms habituales.
Una tubera, por otra parte, puede construirse a partir de tres mtodos bsicos de
fabricacin: sin costura (ayuda a contener la presin gracias a su homogeneidad),
con costura longitudinal (una soldadura recta que sigue una generatriz) o con costura
helicoidal (la soldadura se realiza en espiral).
3. Caractersticas
Son tres tubos de acero iguales
5. Aplicaciones
Los ngulos se aplican en la construccin de estructuras metlicas livianas y
pesadas, donde las partes van unidas por soldadura o empernadas y son capaces de
soportar esfuerzos dinmicos. Tambin son empleados en elementos de menor
solicitacin, como soportes, marcos, muebles, barras de empalme y ferretera
elctrica en general
MECNICA AUTOMOTRIZ
Pgina 16
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
MECNICA AUTOMOTRIZ
Pgina 17
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
MATERIALES ABRASIVOS
Un "abrasivo" es una sustancia que tiene como finalidad actuar sobre otros
materiales con diferentes clases de esfuerzo mecnico triturado, (molienda), corte,
pulido. Es de elevada dureza y se emplea en todo tipo de procesos, industriales y
artesanales.
Los abrasivos, que pueden ser naturales o artificiales, se clasifican en funcin de su
mayor o menor dureza.
1. Lijas
La lija o aglutinante es el material de soporte que sostiene el grano pegado al
material abrasivo. Se utilizan diversos tipos de aglutinantes, desde yeso o cermica
en algunas piedras abrasivas hasta materiales sintticos. Es importante considerar la
dureza del material; este es el lmite de
resistencia con que el material de liga sujeta
los granos en la forma de una rueda.
Tambin es una medida de resistencia del
esfuerzo compuesto del material de lija y
granos con las tensiones del rectificado.
Esta se puede indicar por medio de letras,
empezando con A, B, C, D, etc. como las
ms blandas y terminando con X, Y, Z como
las ms duras.
Tipos
Grano
El grano es el elemento que efecta el trabajo de corte y desbaste. Para saber elegir
un grano es importante considerar su tamao y su tipo. Existen los granos naturales
y los manufacturados, entre los naturales estn los diamantes, esmeriles, areniscas,
corindn y cuarzos. Generalmente contienen porcentajes grandes de impurezas las
cuales podran hacer difcil la accin de corte y desbaste. Rectificado. Se emplean
materiales como xido de aluminio, carburo de silicio, circonio y materiales
cermicos.
MECNICA AUTOMOTRIZ
Pgina 18
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Lija
La lija o aglutinante es el material de soporte que sostiene el grano pegado al
material abrasivo. Se utilizan diversos tipos de aglutinantes, desde yeso o cermica
en algunas piedras abrasivas hasta materiales sintticos. Es importante considerar la
dureza del material; este es el lmite de resistencia con que el material de liga sujeta
los granos en la forma de una rueda . Tambin es una medida de resistencia del
esfuerzo compuesto del material de lija y granos con las tensiones del rectificado.
Esta se puede indicar por medio de letras, empezando con A, B, C, D, etc. como las
ms blandas y terminando con X, Y, Z como las ms duras.
MECNICA AUTOMOTRIZ
Pgina 19
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
MECNICA AUTOMOTRIZ
Pgina 20
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
SOLDADURA
La soldadura es un proceso de fabricacin en donde se realiza la unin de dos
piezas de un material generalmente metales, usualmente logrado a travs de
la coalescencia o fusin, en la cual las piezas son soldadas, se puede agregar un
material de aporte(metal o plstico), que al fundirse forma un charco de material
fundido entre las piezas a soldar y al enfriarse se convierte en una unin fija a la que
se le denomina cordn. A veces se utiliza conjuntamente presin y calor, o solo
presin por s misma, para producir la soldadura. Esto est en contraste con la
soldadura blanda y la soldadura fuerte, que implican el derretimiento de un material
de bajo punto de fusin entre piezas de trabajo para formar un enlace entre ellos, sin
fundir las piezas de trabajo.
El soldeo blando se da a temperaturas inferiores a 450 C.
El soldeo fuerte se da a temperaturas superiores a 450 C.
Muchas fuentes de energa diferentes pueden ser usadas para la soldadura,
incluyendo una llama de gas, un arco elctrico, un lser, un rayo de electrones,
procesos de friccin o ultrasonido. La energa necesaria para formar la unin entre
dos piezas de metal generalmente proviene de un arco elctrico. La energa para
soldaduras de fusin o termoplsticos generalmente proviene del contacto directo
con una herramienta o un gas caliente.
Mientras que con frecuencia es un proceso industrial, la soldadura puede ser hecha
en muchos ambientes diferentes, incluyendo al aire libre, debajo del agua y en
el espacio. Sin importar la localizacin, sin embargo, la soldadura sigue siendo
peligrosa, y se deben tomar precauciones para evitar quemaduras, descarga
elctrica, humos venenosos, y la sobreexposicin a la luz ultravioleta.
MECNICA AUTOMOTRIZ
Pgina 21
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
1. SOLDADURA DE ARCO
Estos procesos usan una fuente de alimentacin de soldadura para crear y mantener
un arco elctrico entre un electrodo y el material base para derretir los metales en el
punto de la soldadura. Pueden usar tanto corriente continua (DC) como alterna (AC),
y electrodos consumibles o no consumibles los cuales se encuentran cubiertos por
un material llamado revestimiento. A veces, la regin de la soldadura es protegida por
un cierto tipo de gas inerte o semi inerte, conocido como gas de proteccin, y el
material de relleno a veces es usado tambin.
2. Elementos.
Plasma: est compuesto por electrones que transportan la corriente y que van
del polo negativo al positivo, deiones metlicos que van del polo positivo al
negativo, de tomos gaseosos que se van ionizando y estabilizndose conforme
pierden o ganan electrones, y de productos de la fusin tales como vapores que
ayudarn a la formacin de una atmsfera protectora. temperatura del proceso.
MECNICA AUTOMOTRIZ
Pgina 22
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Llama: es la zona que envuelve al plasma y presenta menor temperatura que
ste, formada por tomos que se disocian y recombinan desprendiendo calor por
la combustion del revestimiento del electrodo. Otorga al arco elctrico su forma cnica.
Bao de fusin: la accin calorfica del arco provoca la fusin del material,
donde parte de ste se mezcla con el material de aportacin del electrodo,
provocando la soldadura de las piezas una vez solidificado.
Crter: surco producido por el calentamiento del metal. Su forma y profundidad vendrn
dadas por el poder de penetracin del electrodo y los valores elctricos empleados.
Cordn de soldadura: est constituido por el metal base y el material de aportacin del
electrodo, y se pueden diferenciar dos partes: la escoria, compuesta por impurezas que son
segregadas durante la solidificacin y que posteriormente son eliminadas, y sobre el espesor,
formado por la parte til del material de aportacin y parte del metal base, la soldadura en s.
Electrodos: son varillas metlicas preparadas para servir como polo del circuito; en su
extremo se genera el arco elctrico. En algunos casos, sirven tambin como material
fundente. La varilla metlica va recubierta por una combinacin de materiales que varan de
un electrodo a otro. El recubrimiento en los electrodos tiene diversas funciones, que pueden
resumirse en las siguientes:
Funcin elctrica del recubrimiento
Funcin fsica de la escoria
Funcin metalrgica del recubrimiento
MECNICA AUTOMOTRIZ
Pgina 23
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
3. Tipos de soldadura
Se distinguen los siguientes procesos de soldadura basados en el principio del arco
elctrico:
La caracterstica ms importante de la soldadura con electrodos revestidos, es que el
arco elctrico se produce entre la pieza y
un electrodo metlico recubierto. El
recubrimiento protege el interior del
electrodo hasta el momento de la fusin.
Con el calor del arco, el extremo del
electrodo se funde y se quema el
recubrimiento, de modo que se obtiene la
atmsfera adecuada para que se
produzca la transferencia de metal
fundido desde el ncleo del electrodo
hasta el bao de fusin en el material
base.
Soldadura por electrodo no consumible protegido
El objetivo fundamental en cualquier operacin de soldadura es el de conseguir una
junta con la misma caracterstica del metal base. Este resultado slo puede
obtenerse si el bao de fusin est completamente aislado de la atmsfera durante
toda la operacin de soldeo.
Soldadura por arco sumergido
La soldadura por arco sumergido (SAW) es un proceso de soldadura por arco.
Originalmente desarrollado por la Requiere una alimentacin de electrodo
consumible continua, ya sea slido o tubular (fundente). La zona fundida y la zona
del arco estn protegidos de la contaminacin atmosfrica por estar "sumergida" bajo
un manto de flujo granular compuesto de oxido de calcio, dixido de silicio, xido de
manganeso, fluoruro de calcio y otros compuestos. En estado lquido, el flux se
vuelve conductor, y proporciona una trayectoria de corriente entre el electrodo y la
MECNICA AUTOMOTRIZ
Pgina 24
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
pieza. La SAW puede operarse tanto en modo automtico como mecanizado, aunque
tambin existe la SAW semi-automtica de pistola (porttil) con emisin de flujo de
alimentacin a presin o por gravedad.
CIERRAS DE ARCO
Es una sierra formada por una estructura metlica en la cual se coloca una hoja
dentada con dientes pequeos. Esta hoja es intercambiable, es decir, podemos
sustituirla en funcin de la dureza del material a cortar, cambiarla cuando se rompa o
desgaste, etc. Se debe tener cuidado de colocar la hoja correctamente, es decir, con
los dientes hacia delante para permitir el corte en el movimiento de avance.
Se utiliza para cortar metales, en lminas gruesas, varillas, piezas cuadradas o
rectangulares, etc. Los cortes que se realicen sern siempre en lnea recta. En
determinados casos puede utilizarse para cortar madera o plsticos, aunque no es su
uso ms adecuado. Para facilitar su manejo se agarrar con una mano el mango de
la herramienta y con la otra mano el arco metlico, lo que permitir un mayor dominio
de la herramienta. Se debe cortar a una velocidad moderada lo que permitir un
mejor manejo de la herramienta y que la hoja no se rompa.
MECNICA AUTOMOTRIZ
Pgina 25
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
TIPOS DE MOTORES
1. Motor de dos tiempos
Con un diseo adecuado puede conseguirse que un motor otto o diesel funcione a
dos tiempos, con un tiempo de potencia cada dos fases en lugar de cuatro fases. La
eficiencia de este tipo de motores es menor que la de los motores de cuatro tiempos,
lo que implica que la potencia que produce es menor que la mitad de la que produce
un motor de cuatro tiempos de tamao similar
En el motor de 2 tiempos el cambio de gases se dirige mediante el pistn, no como
en el de 4 tiempos que es por vlvulas. El pistn en su movimiento varia las
circunstancias de compresin del Carter y el cilindro que completan el ciclo.
1.er tiempo: Compresin y Admisin: El pistn ascendente comprime la mezcla de
combustible y aire en el cilindro y simultneamente crea un vaco en el Carter que el
MECNICA AUTOMOTRIZ
Pgina 26
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
final de la carrera del pistn, este deja libre la entrada de mezcla o lumbrera de
admisin que llena el Carter con mezcla carburada.
2. Motor de gasolina (convencional de Otto)
Gasolina dispersa en aire). El motor otto es un motor alternativo. Esto quiere decir de
qu se trata de un sistema pistn-cilindro con vlvulas de admisin y vlvulas de
escape.
Admisin: el aire de la atmosfera, de ah la palabra atmosfrico, entra por la
mariposa y a travs del colector de admisin se encamina a la culata donde ms
adelante llegar a la cmara de combustin mezclado con la gasolina mientras el
pistn se encuentra en su parte ms alta. El combustible llega a esta parte del
cilindro gracias a los inyectores.
MECNICA AUTOMOTRIZ
Pgina 27
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Compresin: una vez la gasolina mezclada con aire llega al cilindro, el pistn
comienza a descender hasta su punto ms bajo mientras las vlvulas de admisin se
cierran. Con la fuerza con la que el pistn baja vuelve a subir comprimiendo la
mezcla haciendo subir la temperatura interior del bloque pudiendo llegar a provocar
una explosin no controlada con las consecuencias que ello tendra a la larga
(detonacin).
Explosin: una vez el pistn est arriba, las vlvulas cerradas y la mezcla
comprimida hasta ms no poder, la buja, que no es ms que una resistencia que se
enciende y se apaga cuando la centralita quiere, hace explotar la gasolina y el aire
haciendo bajar tras la explosin con mucha fuerza el pistn nuevamente a su parte
ms baja. Esta fuerza, par motor, es la que luego nos sirve para medir las
prestaciones del motor.
Antes de seguir con el ltimo tiempo me gustara dejar claro que lo que realmente
provoca la explosin no es la gasolina si no el oxgeno que se encuentra dentro de la
cmara de combustin. La gotita de gasolina que llega al cilindro nicamente
consigue que el oxgeno pueda explotar. Por ello hablamos de mezcla pobre o
rica. La mezcla es pobre cuando hay mucha concentracin de aire y poca de
gasolina y es rica al revs. El primer caso har que el coche corra mucho ms pero a
cambio provoca un aumento de la temperatura del motor, por lo que podramos decir
que la cantidad de gasolina que introducimos en el cilindro media para el control de
la temperatura dentro de este.
Escape: la ltima parte se produce una vez se haya realizado la explosin y el pistn
haya bajado por segunda vez. En ese momento el rbol de levas comienza a abrir
las vlvulas de escape para as dejar salir por el colector de escape y ms tarde por
el tubo de escape los gases producidos por dicha explosin.
El movimiento del pistn se transforma en el movimiento de las ruedas mediante el
cigeal al que va unido la biela y esta a su vez al pistn. De forma resumida este es
el funcionamiento de un motor gasolina de cuatro tiempos atmosfrico convencional.
Ms adelante veremos cmo aumentar la potencia, las diferentes preparaciones que
le podemos hacer al motor y la sobrealimentacin.
MECNICA AUTOMOTRIZ
Pgina 28
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
MECNICA AUTOMOTRIZ
Pgina 29
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
3. Motor disel
es un motor trmico que tiene combustin interna alternativa que se produce por el
autoencendido del combustible debido a altas temperaturas derivadas de
la compresin del aire en el interior del cilindro, segn el principio del ciclo del disel.
Se diferencia del motor de gasolina en usar gasleo como combustible. Ha sido uno
de los ms utilizados desde su creacin.
El motor disel es un motor trmico de combustin interna en el cual el encendido se
logra por la temperatura elevada producto de la compresin del aire en el interior del
cilindro. Fue inventado y patentado por Rudolf Diesel en 1892, por lo que a veces se
denomina tambin motor Diesel, utilizando su motor originalmente un biocombustible:
aceite de Palma, coco...(pero incluso Diesel reivindic en su patente el uso de polvo
de carbn como combustible, pero no se utiliza por lo abrasivo que es).
Un motor disel funciona mediante la ignicin de la mezcla aire-gas sin chispa. La
temperatura que inicia la combustin procede de la elevacin de la presin que se
produce en el segundo tiempo motor, compresin. El combustible disel se inyecta
en la parte superior de la cmara de compresin a gran presin, de forma que se
atomiza y se mezcla con el aire a alta temperatura y presin. Como resultado, la
mezcla se quema muy rpidamente. Esta combustin ocasiona que el gas contenido
en la cmara se expanda, impulsando el pistn hacia abajo. La biela transmite este
movimiento al cigeal, al que hace girar, transformando el movimiento lineal del
pistn en un movimiento de rotacin.
MECNICA AUTOMOTRIZ
Pgina 30
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Para que se produzca la auto inflamacin es necesario emplear combustibles ms
pesados que los empleados en el motor de gasolina, emplendose la fraccin de
destilacin del petrleo comprendida entre los 220 y 350C, que recibe la
denominacin de gasleo.
La principal ventaja de los motores disel comparados con los motores a gasolina
estriba en su menor consumo de combustible, el cual es, adems, ms barato.
Debido a la constante ganancia de mercado de los motores disel en turismos desde
los aos noventa (en mucho pases europeos ya supera la mitad), el precio del
combustible tiende a acercarse a la gasolina debido al aumento de la demanda. Este
hecho ha generado grandes problemas a los tradicionales consumidores de gasleo
como transportistas, agricultores o pescadores.
En automocin, las desventajas iniciales de estos motores (principalmente precio,
costos de mantenimiento y prestaciones) se estn reduciendo debido a mejoras
como la inyeccin electrnica y el turbocompresor. No obstante, la adopcin de la pre
cmara para los motores de automocin, con la que se consiguen prestaciones
semejantes a los motores de gasolina, presentan el inconveniente de incrementar el
consumo, con lo que la principal ventaja de estos motores prcticamente
desaparece.
Actualmente se est utilizando el sistema Common-rail en los vehculos automotores
pequeos, este sistema brinda una gran ventaja, ya que se consigue un menor
consumo de combustible, mejores prestaciones del motor, menor ruido (caracterstico
de los motores Diesel) y una menor emisin de gases contaminantes
MECNICA AUTOMOTRIZ
Pgina 31
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
TORQUE O MOMENTO DE UNA FUERZA
Cuando se aplica una fuerza en algn punto de un cuerpo rgido, dicho cuerpo tiende
a realizar un movimiento de rotacin en torno a algn eje.
Ahora bien, la propiedad de la fuerza aplicada para hacer girar al cuerpo se mide con
una magnitud fsica que llamamos torque o momento de la fuerza.
Entonces, se llama torque o momento de una fuerza a la capacidad de dicha fuerza
para producir un giro o rotacin alrededor de un punto.
En el caso especfico de una fuerza que produce un giro o una rotacin, muchos
prefieren usar el nombre torque y no momento, porque este ltimo lo emplean para
referirse al momento lineal de una fuerza.
Para explicar grficamente el concepto de torque, cuando se gira algo, tal como una
puerta, se est aplicando una fuerza rotacional. Esa fuerza rotacional es la que se
denomina torque o momento.
Cuando empujas una puerta, sta gira alrededor de las bisagras. Pero en el giro de
la puerta vemos que intervienen tanto la intensidad de la fuerza como su distancia de
aplicacin respecto a la lnea de las bisagras.
Entonces, considerando estos dos elementos, intensidad de la fuerza y distancia de
aplicacin desde su eje, el momento de una fuerza es, matemticamente, igual
al producto de la intensidad de la fuerza (mdulo) por la distancia desde el punto de
aplicacin de la fuerza hasta el eje de giro.
Expresada como ecuacin, la frmula es:
MECNICA AUTOMOTRIZ
Pgina 32
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
M=Fd
Donde M es momento o torque
F = fuerza aplicada
Cuando se
ejerce una
fuerza F en
el punto B de
la barra, la
barra gira
alrededor del
punto A. El
momento de
la fuerza F
vale M = F d
d = distancia al eje de giro
El torque se expresa en unidades de fuerza-distancia, se mide comnmente
en Newton metro (Nm).
Si en la figura de la izquierda la fuerza F vale 15 N y la distancia d mide 8 m, el
momento de la fuerza vale:
M = F d = 15 N 8 m = 120 Nm
La distancia d recibe el nombre de brazo de la fuerza.
Una aplicacin prctica del momento de una fuerza es la llave mecnica (ya sea
inglesa o francesa) que se utiliza para apretar tuercas y elementos similares. Cuanto
ms largo sea el mango (brazo) de la llave, ms fcil es apretar o aflojar las tuercas.
MECNICA AUTOMOTRIZ
Pgina 33
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Con este
ejemplo
vemos que el
torque y la
fuerza estn
unidos
directamente
.
Para apretar una tuerca se requiere cierta cantidad de torque sin importar el punto en
el cual se ejerce la fuerza. Si aplicamos la fuerza con un radio pequeo, se necesita
ms fuerza para ejercer el torque. Si el radio es grande, entonces se requiere menos
fuerza para ejercer la misma cantidad de torque.
Interpretacin del momento
El momento de una fuerza con respecto a un punto da a conocer en qu medida
existe capacidad en una fuerza o sistema de fuerzas para cambiar el estado de la
rotacin del cuerpo alrededor de un eje que pase por dicho punto.
El momento tiende a provocar una aceleracin angular (cambio en la velocidad de
giro) en el cuerpo sobre el cual se aplica y es una magnitud caracterstica en
elementos que trabajan sometidos a torsin (como los ejes de maquinaria) o
a flexin (como las vigas).
MECNICA AUTOMOTRIZ
Pgina 34
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Unidades
El momento dinmico se expresa en unidades de fuerza por unidades de distancia.
En
el Sistema
Internacional
de
Unidades la
unidad
se
denomina newton metro o newton-metro, indistintamente. Su smbolo debe escribirse
como N m o Nm (nunca mN, que indicara milinewton).
Si bien, dimensionalmente, Nm parece equivaler al julio, no se utiliza esta unidad
para
medir
momentos,
ya
que
el
julio
conceptualmente
es
unidad
de trabajo o energa, que son conceptualmente diferentes a un momento de fuerza.
El momento de fuerza es una magnitud vectorial, mientras que la energa es una
magnitud escalar.
No obstante, la equivalencia dimensional de ambas magnitudes no es una
coincidencia. Un momento de 1 Nm aplicado a lo largo de una revolucin completa (
radianes) realiza un trabajo igual a
trabajo,
es el momento y
julios, ya que
, donde
es el
es el ngulo girado (en radianes). Esta motiva el
nombre de julio por radin para la unidad de momento, que tambin es utilizado
oficialmente por el SI.
Ejercicios:
Se coloca una tuerca con una llave como se muestra en la figura. Si el brazo r es
igual
a 30 cm y el torque de apriete recomendado para la tuerca es de 30 Nm, cul debe
ser el valor de la fuerza F aplicada
MECNICA AUTOMOTRIZ
Pgina 35
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
SOLUCIN:
t = r x F = 0,3 m x F = 30 Nm
Despejando:
0,3 m x F = 30 Nm
F = 30 Nm
F = 100 N
0,3m
Una viga uniforme de longitud L sostiene bloques con masas m1 y m2 en dos
posiciones, como se ve en la figura. La viga se sustenta sobre dos apoyos
puntuales.
Para qu valor de X (en metros) estar balanceada la viga en P tal que la fuerza de
reaccin en O es cero?.
Datos:
L=7m
d=1m
m1 = 2,5 kg
m2 = 9 k
SOLUCION:
esquematicemos las cargas:
Torque en el punto P:
t=0
MECNICA AUTOMOTRIZ
Pgina 36
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
t = m1.g.(L/2 + d) - m2.g.x = 0
m1.g.(L/2 + d) = m2.g.x
Cancelando g
m1.(L/2 + d) = m2.x
despejando x:
m1.(L/2 + d) = x
m2
reemplazando:
2,5 . (7/2 + 1) = x
9
1,25 m = x
CAPITULO III
GENERALIDADES
DELPROYECTO
MECNICA AUTOMOTRIZ
Pgina 37
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
MECNICA AUTOMOTRIZ
Pgina 38
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
SEGURIDAD HIGIENE
La seguridad e higiene en el trabajo abarcan una serie de normas, unas generales y
otras particulares, encaminadas a evitar los accidentes laborales y las enfermedades
profesionales. Se conocen como accidentes laborales las lesiones corporales
causadas por hechos imprevistos durante el desarrollo de una actividad laboral.
Las enfermedades profesionales se contraen a largo plazo por la exposicin
continuada del operario a las condiciones ambientales de los puestos de trabajo en
algunas industrias.
Los accidentes no son nunca producidos por la fatalidad. Si se investigan las causas
de su origen, se llegar prcticamente siempre a la conclusin de que, o bien se ha
producido por la conducta improcedente de una o ms personas, o por la existencia
de condiciones peligrosas, siempre evitables, en el puesto de trabajo.
En una empresa, los accidentes laborales suman una enorme cantidad de horas de
trabajo prdidas, que influye negativamente en la economa. A nivel particular,
adems del sufrimiento fsico, el accidentado experimenta una disminucin de sus
facultades, bien sea temporal o permanente, que le impide una actividad normal, con
el consiguiente efecto psicolgico negativo.
Es obligacin de la empresa planificar la accin preventiva a partir de una evaluacin
inicial de los riesgos y la salud de los trabajadores.
Para realizarla se tendr en cuenta:
La eleccin de los equipos de trabajo.
Las sustancias o preparados qumicos.
La normativa sobre proteccin de riesgos.
Su actualizacin si cambian las condiciones de trabajo.
Su revisin con ocasin de daos a la salud.
La necesidad de controles peridicos.
La realizacin de actividades de prevencin.
MECNICA AUTOMOTRIZ
Pgina 39
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
SEGURIDAD DEL REA AUTOMOTRIZ
EQUIPO DE PROTECCION PERSONAL
PROTECCION DE CABEZA: Se recomienda el uso de un sombrero o casco
duro en el rea de
trabajo de la planta. El
casco evita heridas y
golpes a la cabeza del
impacto de un objeto
que cae. La concha del
sombrero est
compuesta de un
plstico de alto impacto
diseado para soportar
un golpe sin rajar ni
quebrar un borde a lo largo de la parte de arriba, adems ayuda a desviar
objetos al caer para reducir su impacto.
PROTECCIN DE MANOGUANTES: La proteccin de manos y brazos es muy
importante, esta vara segn la operacin a efectuar. Los guantes deben ser lo
suficientemente
sueltos
para
jalarlos
poder
rpidamente en caso de
accidentes por atoramiento,
quemaduras, etc.
ZAPATOS DE SEGURIDAD: El calzado apropiado es muy importante para las
reas de trabajo por dos razones:
Presencia de superficies resbalosas.
MECNICA AUTOMOTRIZ
Pgina 40
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Por el peligro de golpes en
los dedos delos pies por
algn objeto pesado, o
peligro de un objeto filoso
o punzante que ponga en
peligro la planta del pie.
ROPA PROTECTORA: Este tipo, se utiliza en trabajos de mecanizado y
soldadura por varias razones entre
las cuales estn el proteger de
quemaduras por medio de calor y
radiaciones al cuerpo y brazos.
PROTECTORES
AURICULARES:
Toda
mquina giratoria, como ejes de turbinas, bombas, bandas, compresores, presentan
riesgo de seguridad cuando existen ruidos excesivos deben protegerse los odos ya
que el ruido es un irritante y oscila entre 90 y 140 decibeles. Es en estas reas
donde se requiere proteccin para los
odos y es dependiendo del lugar y de
su intensidad para utilizar
Etc.
PROTECCIN PARA LOS OJOS: En
los ojos se recomienda siempre para
cualquier planta de trabajo. Hay varios
tipos de proteccin y estn disponibles para uso general. Los lentes pueden ser de
vidrio de seguridad o plstico, por ejemplo, los googles. Los de plstico son ms
ligeros pero los de vidrio muestran mayor seguridad y resistencia a los rasguos,
adems tienen una vida ms prolongada. Los bouglies se encuentran disponibles
MECNICA AUTOMOTRIZ
Pgina 41
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
en plstico suave que cabe sobre un par de lentes de prescripcin mdica
regulares.
PROTECCIN RESPIRATORIA:
Para
esta
es
muy
recomendable los respiradores
de fieltro y caucho, esta es una
nueva
generacin
de
respiradores, los cuales estn
diseados para brindar una
mxima
comodidad
proteccin a la persona que los
usa. Los de filtro tienen un
diseo ergonmicamente balanceado que evita la presin en ciertas reas del
rostro y del cuello, este tipo de respiradores es necesario utilizarlo en reas de
pintura con pistola o en reas donde se manejan vapores orgnicos y otros.
MECNICA AUTOMOTRIZ
Pgina 42
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
5S
Qu son las 5 S?
Es una prctica de Calidad ideada en Japn referida al Mantenimiento Integral de la
empresa, no slo de maquinaria, equipo e infraestructura sino del mantenimiento del
entorno de trabajo por parte de todos.
En Ingles se ha dado en llamar housekeeping que traducido es ser amos de
casa tambin en el trabajo.
Las Iniciales de las 5 S:
Clasificacin y Descarte
Organizacin
Limpieza
Higiene y Visualizacin
Disciplina y Compromiso
Analice por un momento su lugar de trabajo y responda las preguntas sobre
organizacin:
1. De qu manera podemos reducir la cantidad que tenemos?
2. Qu cosas realmente no es necesario tener a la mano?
3. Qu objetos suelen recibir ms de un nombre por parte de mis compaeros?
Fjese en un par de cosas necesarias Cul es el mejor lugar para ellas?
SEISO (Limpieza): La 3 S
La limpieza la debemos hacer todos.
Es importante que cada uno tenga asignada una pequea zona de su lugar de
trabajo que deber tener siempre limpia bajo su responsabilidad. No debe haber
ninguna parte de la empresa sin asignar. Si las persona no asumen este compromiso
la limpieza nunca ser real.
MECNICA AUTOMOTRIZ
Pgina 43
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Toda persona deber conocer la importancia de estar en un ambiente limpio. Cada
trabajador de la empresa debe, antes y despus de cada trabajo realizado, retirara
cualquier tipo de suciedad generada.
Un ambiente limpio proporciona calidad y seguridad, y adems:
1. Mayor productividad de personas, mquinas y materiales, evitando hacer
cosas dos veces
2. Facilita la venta del producto.
3. Evita prdidas y daos materiales y productos. Es fundamental para la imagen
interna y externa de la empresa.
Por otra parte, la metodologa pretende:
Mejorar las condiciones de trabajo y la moral del personal. Es ms agradable y seguro
trabajar en un sitio limpio y ordenado.
Reducir gastos de tiempo y energa.
Reducir riesgos de accidentes o sanitarios.
Mejorar la calidad de la produccin.
MECNICA AUTOMOTRIZ
Pgina 44
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Mejorar la seguridad en el trabajo.
MECNICA AUTOMOTRIZ
Pgina 45
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
CAPITULO IV
GENERALIDADES
DELPROYECTO
MECNICA AUTOMOTRIZ
Pgina 46
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
PLANO DE UBICACIN DEL TALLER
PAKATNAMU DEPSITO
INDUAMERICA
PAKATNAMU SERVICO DE CAMIONES
DEPOSITO
INTERAMERICANA
TALLER
VENTA DE REPUESTOS FRENOSA
PANAMERICANA
NORTE
VENTA DE REPUESTOS
GRIFO DON LUIS
MOLINO ANGY
LAVADERO
FABRICA DE HIELO
MECNICA AUTOMOTRIZ
Pgina 47
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
COSTOS DE MATERIALES
PLANO INTERNO DEL TALLER
E
N
T
REPARACIONES DIESEL
CUMMINS
R
A
D
A
ELECTRI
CO
LAVADER
O
AREA DE
TORNO
MUELLE
RO
MECNICA AUTOMOTRIZ
SERVICIO DE CAMBIO DE
ACEITE
SERVICIO DE
VOLVO
Pgina 48
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
PLANO DEL TRIPODE MACANICO
TIEMPO EMPLEADO EN LA EJECUCIN DEL PROYECTO
MECNICA AUTOMOTRIZ
Pgina 49
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
CAPITULO V
CRONOGRAMA DE
ACTIVIDADES Y COSTOS DE
ESTUDIOS
MECNICA AUTOMOTRIZ
Pgina 50
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
CRONOGRAMA DE ACTIVIDADES Y COSTOS DE ESTUDIOS
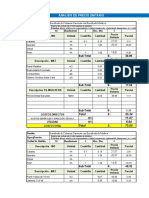
COSTOS DE MATERIALES
CANT UND
DESCRIPCIN
03
Pza. Tubo de alta presin33/4pulgadas de dimetro x 5 m
de largo
01
Pza. Tecle mecnico
COSTO
COSTO
UNITARIO
TOTAL
S/.
S/.
50
15
Empresa
01 Pza. Gancho para tecle
30
30
03
Pza. Planchas de 27cm x 7cm, espesor
10
30
03
Pzs Planchas de 15cm x 8cm de de espesor
21
01
Pza. Una plancha circular dimetro 27 cm
15
15
15
22.5
Tiner
1\4
Gln. Zincromato
10
10
1\4
Gln Pintura sinttica ( amarillo CAT)
12
12
1 1\2 Kg. Soldadurasupercito
1\2 Gln
MECNICA AUTOMOTRIZ
Pgina 51
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
03
Pza. Lija gruesa
03
Pza. Pernos Acerados Grado 8 de
18
3 x con tuercas
TOTAL GENERAL
MECNICA AUTOMOTRIZ
Pgina 52
S/.323.50
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
COSTOS DE MONOGRAFA
CANT
UND
COSTO UNITARIO
S/.
DESCRIPCIN
COSTO TOTAL
S/.
30
30
01
Pza.
Plano del proyecto
01
Pza.
Impresin de monografa
25
25
01
Pza.
Empastado de monografa
25
25
02
Jgo
Copias y anillados
08
16
TOTAL GENERAL
S/96
TIEMPO EMPLEADO EN LA EJECUCION DEL PROYECTO
MES
SEMANA
Nombre del
Proyecto
Diseo y
Materiales
Febrero
1
Marzo
4
Abril
1
8 9 10 11 12 3
Calculo y
Compra de
Materiales
Ejecucin
del
Proyecto
Culminacin
del
Proyecto
Ejecucin de
Monografa
MECNICA AUTOMOTRIZ
Pgina 53
Mayo
1 1
4 5 16
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Culminacin
del
Proyecto
Sustentacin
del
Proyecto
Sustentacin
del
Estudio
CAPITULO VI
CONCLUSIONES
Y RECOMENDACIONES
MECNICA AUTOMOTRIZ
Pgina 54
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
CONCLUSIONES
Con este proyecto de innovacin el taller de mecnica, ser beneficiado por
tener un trpode que facilitara en trabajo en momento de desmontar y montar
con rapidez en el trabajo.
Atreves de este proyecto el taller estar en condiciones de brinda un servicio
garantizado al cliente.
.
RECOMENDACIONES
Verificar las herramientas antes de utilizar.
aunque trabajemos con jvenes que utilizan muchas de las herramientas 2.0
en su vida social, no debemos dar por supuesto que conocen su
funcionamiento. Tampoco debemos asumir que si algo funciona para el ocio o
las relaciones personales, debe funcionar tambin con objetivos educativos.
Por lo general, se debe educar en las formas de utilizacin de las
herramientas, para lo cual se requiere paciencia y mucha creatividad por parte
del docente.
MECNICA AUTOMOTRIZ
Pgina 55
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
ANEXOS
MECNICA AUTOMOTRIZ
Pgina 56
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
MECNICA AUTOMOTRIZ
Pgina 57
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
Linkografia
https://es.scribd.com/search-documents?query=tripode+para+motores
https://es.scribd.com/doc/268859787/CONSTRUCCION-DE-UN-TRIPODE-PARADESMONTAR-MONTARMOTORES
https://es.scribd.com/doc/261284500/TRIPODE
https://es.scribd.com/doc/3571370/Tripode-Nicassar
MECNICA AUTOMOTRIZ
Pgina 58
You might also like
- Senati Cts Inov - Copia FinalDocument72 pagesSenati Cts Inov - Copia Finalriki_ricom60% (5)
- Diseño de Banco Mecanico para El Armado de Motores LivianosDocument46 pagesDiseño de Banco Mecanico para El Armado de Motores LivianosGuillermo Alexamder Sanchez YbañezNo ratings yet
- Proyecto Compresor de Resortes de Valvulas OKDocument37 pagesProyecto Compresor de Resortes de Valvulas OKEder Sagas70% (27)
- Proyecto Original Jose Medina 2222Document75 pagesProyecto Original Jose Medina 2222Carlos Zone U CremitaNo ratings yet
- Extractor de Pines de VolvoDocument43 pagesExtractor de Pines de VolvoGiraldo Nel100% (8)
- Ejemplo D Proyecto Zav - Marquez (1) 13!07!2016-1Document60 pagesEjemplo D Proyecto Zav - Marquez (1) 13!07!2016-1alex50% (6)
- SOPORTE DE DIFERENCIAL - MecanicaDocument34 pagesSOPORTE DE DIFERENCIAL - MecanicaJean Franco50% (6)
- Mejorar El Proceso de Operación Al Desmontar y Montar Las Cajas de Cambios de Los Vehículos Pesados, Implementando Un Soporte HidráulicoDocument86 pagesMejorar El Proceso de Operación Al Desmontar y Montar Las Cajas de Cambios de Los Vehículos Pesados, Implementando Un Soporte HidráulicoGuillermo Alexamder Sanchez Ybañez100% (2)
- Compresor de resortes de válvula para mejorar producción en talleres automotricesDocument10 pagesCompresor de resortes de válvula para mejorar producción en talleres automotricesCarlos Landeo Ochoa100% (1)
- Proyecto de Innovacion Grupo 6Document59 pagesProyecto de Innovacion Grupo 6Mario Alejos0% (1)
- Soporte para Motores Transversales para Desmontar Caja de Cambio AvanceDocument23 pagesSoporte para Motores Transversales para Desmontar Caja de Cambio AvanceMarco Antonio Mugruza Vassallo100% (3)
- Equipo para levantar y guiar motorDocument75 pagesEquipo para levantar y guiar motorNM0% (1)
- Proyecto Modelo MECANICA MANTENIMIENTODocument65 pagesProyecto Modelo MECANICA MANTENIMIENTOAlex Sandoval100% (3)
- Soporte de Motores ListoDocument23 pagesSoporte de Motores ListoMartin Renteria70% (10)
- CAPITULO I, II, III, IV, V, VI, VII y VIIIDocument69 pagesCAPITULO I, II, III, IV, V, VI, VII y VIIIAdrian Rodriguez100% (2)
- Proyecto Senati CFP La OroyaDocument111 pagesProyecto Senati CFP La OroyaMarlon José Meza Jimenez100% (1)
- Proyecto Senati 04.2.1docxDocument60 pagesProyecto Senati 04.2.1docxLuis Hernan Acostupa Damain100% (1)
- Presentacion de ProyectoDocument3 pagesPresentacion de ProyectoErick Marquez antaurcoNo ratings yet
- Formato Proyecto Senati 2020Document12 pagesFormato Proyecto Senati 2020Alexander Neira0% (1)
- Compresor de Resorte de Valvula MontenegroDocument5 pagesCompresor de Resorte de Valvula MontenegroVictor Ruiz Ortiz100% (3)
- Implementación de probador de bobinas DISDocument72 pagesImplementación de probador de bobinas DISjosue vega castillo100% (2)
- Juan Moreno 2Document30 pagesJuan Moreno 2diuw100% (5)
- Proyecto de InnovacionDocument42 pagesProyecto de InnovacionDayulJeniferYupariCarranza89% (9)
- Proy. Compresor de ValvulasDocument54 pagesProy. Compresor de ValvulasAdy Gidez100% (2)
- Proyecto de InnovacionDocument21 pagesProyecto de InnovacionJorge Luis Taipe Acosta100% (13)
- Proyecto Final SenatiDocument84 pagesProyecto Final Senatijhonatan jr99No ratings yet
- Modelo Segun APADocument55 pagesModelo Segun APADaniel Martinez100% (1)
- Soporte hidráulico para Toyota YarisDocument71 pagesSoporte hidráulico para Toyota YarisJhon Mamani78% (9)
- Proyecto Senati - Balmes PDFDocument59 pagesProyecto Senati - Balmes PDFLuz Celina Moreto Montalbán100% (1)
- Proyecto de InnovacionDocument51 pagesProyecto de InnovacionFrank L MaximilianoNo ratings yet
- SenatiDocument41 pagesSenatiRomelManuelEspinozaRamires33% (3)
- Proyecto Senati 3Document20 pagesProyecto Senati 3Gheghel Gutierrez Huaman75% (8)
- Meza para CulatasDocument62 pagesMeza para Culatasjhon suares zarateNo ratings yet
- Diseñar y fabricar banco de pruebas de alternadoresDocument63 pagesDiseñar y fabricar banco de pruebas de alternadoresChrïStìán TrüjïllõNo ratings yet
- Extractor de ruedas posterior: innovación en mantenimiento vehicularDocument32 pagesExtractor de ruedas posterior: innovación en mantenimiento vehicularAngel Huauya Pillaca100% (1)
- Modelo de Tesis 2021Document56 pagesModelo de Tesis 2021Cristian SilveraNo ratings yet
- La JoviDocument56 pagesLa JoviElkjaerBoulangger100% (2)
- Senati InvestigacionDocument96 pagesSenati InvestigacionLesly Pio67% (3)
- Servicio Nacional de Adiestramiento en Trabajo IndustrialDocument27 pagesServicio Nacional de Adiestramiento en Trabajo IndustrialMartin LopezNo ratings yet
- Proyecto Evaristo SenatiDocument40 pagesProyecto Evaristo SenatiJean Pierre SalazarNo ratings yet
- Avance de Proyecto Mejora de Mesa de Trabajo.Document21 pagesAvance de Proyecto Mejora de Mesa de Trabajo.Cesar Carbajal ZavalaNo ratings yet
- Proyecto Senati Compresor de Anillo Toyota 2kdDocument61 pagesProyecto Senati Compresor de Anillo Toyota 2kdGuido Rojas VasquezNo ratings yet
- Implementación Mini Banco Pruebas Bombas InyecciónDocument32 pagesImplementación Mini Banco Pruebas Bombas InyecciónClar Jubal Shicshi Ramires80% (5)
- Mejora proceso cambio caja cambios taller EdycarDocument71 pagesMejora proceso cambio caja cambios taller EdycarGuillermo Alexamder Sanchez YbañezNo ratings yet
- Soporte para desarmado y armado de motoresDocument112 pagesSoporte para desarmado y armado de motoresOscar TelloNo ratings yet
- Servicio Nacional de Adiestramiento en Trabajo IndustrialDocument30 pagesServicio Nacional de Adiestramiento en Trabajo IndustrialDaniel Trujillo Flores33% (3)
- Monografia Senati Final AMANCAYDocument40 pagesMonografia Senati Final AMANCAYMire Scq75% (8)
- SENATI 2015 JOEL TerminadoDocument110 pagesSENATI 2015 JOEL TerminadoElmer Nael Vilchez Chahuin33% (3)
- Extractor Reten CigueñalDocument29 pagesExtractor Reten CigueñalminikamiNo ratings yet
- Proyecto Final Sexto SemestreDocument92 pagesProyecto Final Sexto Semestremanuel vilaNo ratings yet
- Proyecto de InovacionDocument46 pagesProyecto de InovacionWilmer Mamani77% (13)
- Proyecto de Innovacion RosalesDocument77 pagesProyecto de Innovacion RosalesfrankStoRe0% (1)
- CAPITULO I, II, III y IV - CompletoDocument56 pagesCAPITULO I, II, III y IV - CompletoLía Carrasco Blanco100% (1)
- 1 Extractor de Gases de Escape - Con Comentarios - CorrejidoDocument76 pages1 Extractor de Gases de Escape - Con Comentarios - CorrejidoBaron Herrera HeartStricken50% (2)
- Tablero de HerramientasDocument26 pagesTablero de HerramientasMartin Renteria85% (13)
- Recuay Ochoa Hans - Proyecto Senati HuancayoDocument46 pagesRecuay Ochoa Hans - Proyecto Senati Huancayorosanateamo67% (3)
- Construccion de Un Tripode para Desmontar/montarmotoresDocument52 pagesConstruccion de Un Tripode para Desmontar/montarmotoresfhabyan75% (4)
- Proyecto de Francisco y SegundoDocument52 pagesProyecto de Francisco y SegundoLeonardo Ortiz Fuentes70% (10)
- Proyecto de MejoraDocument9 pagesProyecto de MejoraWilliam Cayaca LuceroNo ratings yet
- Construcción de Una Prensa HidráulicaDocument43 pagesConstrucción de Una Prensa HidráulicaCarlos MinanoNo ratings yet
- Universidad Nacional Pedro Ruiz GalloDocument4 pagesUniversidad Nacional Pedro Ruiz GalloCarlos MinanoNo ratings yet
- Volume3 Sec1 Part4Document126 pagesVolume3 Sec1 Part4Carlos MinanoNo ratings yet
- Proyecto de InvestigaciónDocument36 pagesProyecto de InvestigaciónCarlos Minano100% (1)
- CIE-10 Volume 3Document757 pagesCIE-10 Volume 3Raymond Davis90% (10)
- Resultados Del ICRP 2023 VF 21.09Document64 pagesResultados Del ICRP 2023 VF 21.09Jaha xDNo ratings yet
- Programacion de 3ero AritmeticaDocument4 pagesProgramacion de 3ero AritmeticaCarlos MinanoNo ratings yet
- Como Hacer Los PeinadosDocument9 pagesComo Hacer Los PeinadosCarlos MinanoNo ratings yet
- Informe de Opinion Set 2023Document32 pagesInforme de Opinion Set 2023Carlos MinanoNo ratings yet
- Uso de La CalculadoraDocument9 pagesUso de La CalculadoraCarlos MinanoNo ratings yet
- Naturaleza HumanaDocument8 pagesNaturaleza HumanaCarlos MinanoNo ratings yet
- 1ero Algebra Ficha 02Document4 pages1ero Algebra Ficha 02Carlos MinanoNo ratings yet
- Programacion 1ero AlgebraDocument3 pagesProgramacion 1ero AlgebraCarlos MinanoNo ratings yet
- Programación 2013 1ero Secundaria RMDocument3 pagesProgramación 2013 1ero Secundaria RMCarlos MinanoNo ratings yet
- Programacion de 4to AlgebraDocument3 pagesProgramacion de 4to AlgebraCarlos MinanoNo ratings yet
- Programacion de 4 Año GeometriaDocument3 pagesProgramacion de 4 Año GeometriaCarlos MinanoNo ratings yet
- Programacion de 5to Año GeometriaDocument4 pagesProgramacion de 5to Año GeometriaCarlos MinanoNo ratings yet
- Programacion de 2 Do Aritmetica (Recuperado)Document4 pagesProgramacion de 2 Do Aritmetica (Recuperado)Carlos MinanoNo ratings yet
- ANTICONVULSIVANTESDocument37 pagesANTICONVULSIVANTESCarlos MinanoNo ratings yet
- Seminario de Biologia 1 - 12 Semana - 2013Document2 pagesSeminario de Biologia 1 - 12 Semana - 2013Carlos MinanoNo ratings yet
- Diccionario Elaborado de InglesDocument18 pagesDiccionario Elaborado de InglesCarlos MinanoNo ratings yet
- Marketing DonofrioDocument14 pagesMarketing DonofrioCarlos MinanoNo ratings yet
- Seminario de Biologia 1 - 12 Semana - 2013Document2 pagesSeminario de Biologia 1 - 12 Semana - 2013Carlos MinanoNo ratings yet
- INFORME de Internado de PsicologiaDocument46 pagesINFORME de Internado de PsicologiaCarlos MinanoNo ratings yet
- La PubertadDocument38 pagesLa PubertadCarlos MinanoNo ratings yet
- La Densidad de Los LiquidosDocument5 pagesLa Densidad de Los LiquidosCarlos MinanoNo ratings yet
- Marketing DonofrioDocument14 pagesMarketing DonofrioCarlos MinanoNo ratings yet
- Diccionario Elaborado de InglesDocument15 pagesDiccionario Elaborado de InglesCarlos MinanoNo ratings yet
- Programa de Especializacion para La Enseñanza de Comunicaciòn y Matemàtica para Profesores Del II y III Ciclo de EbrDocument13 pagesPrograma de Especializacion para La Enseñanza de Comunicaciòn y Matemàtica para Profesores Del II y III Ciclo de EbrCarlos MinanoNo ratings yet
- 1.1.1 Diagnostico 1.1.1 Transporte UrbanoDocument6 pages1.1.1 Diagnostico 1.1.1 Transporte UrbanoCarlos MinanoNo ratings yet
- SencicoDocument13 pagesSencicoCarlos MinanoNo ratings yet
- Propiedades y producción del aluminioDocument14 pagesPropiedades y producción del aluminioArnold Rivera BonillaNo ratings yet
- Practica 8Document2 pagesPractica 8Daniel G. Simón M.No ratings yet
- TL 256 EsDocument6 pagesTL 256 EsJose BresciaNo ratings yet
- Reporte Técnico Del Proyecto FinalDocument12 pagesReporte Técnico Del Proyecto FinalAna Cristina López QuirozNo ratings yet
- Concepto Sobre Motor DieselDocument27 pagesConcepto Sobre Motor DieselMaikol OteroNo ratings yet
- MSDS Texaco ThreadtexDocument9 pagesMSDS Texaco ThreadtexFabricio ronald Rodriguez ChirinosNo ratings yet
- Semana 23: 23ava. Lección de Arte Y Cultura: Sesion: "Teatro A La Distancia"Document6 pagesSemana 23: 23ava. Lección de Arte Y Cultura: Sesion: "Teatro A La Distancia"QUILICHE GUERRERO JHON ANTHONYNo ratings yet
- Plano Detalles de ManholesDocument1 pagePlano Detalles de ManholesRoberto Reino VargasNo ratings yet
- Aforador Parshall San JoseDocument1 pageAforador Parshall San Josejhon burgaNo ratings yet
- MICROFILTRACIONDocument2 pagesMICROFILTRACIONIsabella GaleanoNo ratings yet
- Hazop 2010Document22 pagesHazop 2010yuriNo ratings yet
- Vid RiosDocument13 pagesVid RiosJuan Victor Chipana BramonNo ratings yet
- Aleaciones FerrosasDocument11 pagesAleaciones FerrosasCarolinaMaestre100% (1)
- Diagrama de Flujo 5Document4 pagesDiagrama de Flujo 5Javier EscalanteNo ratings yet
- Suecia BasuraDocument1 pageSuecia BasuraAlba PiottoNo ratings yet
- Análisis de Precio Unitario - Ingeniería CivilDocument294 pagesAnálisis de Precio Unitario - Ingeniería CivilJose Daniel ChavezNo ratings yet
- Análisis de inventario y rotación de productosDocument7 pagesAnálisis de inventario y rotación de productosyumet gonzálezNo ratings yet
- Ficha Tecnica Dc16 45 A 00Document3 pagesFicha Tecnica Dc16 45 A 00Nicholas FinleyNo ratings yet
- Equipo SDocument169 pagesEquipo SJohn David Quispe HerreraNo ratings yet
- Proyecto Final Riles Juan AguileraDocument8 pagesProyecto Final Riles Juan Aguilerajuan aguileraNo ratings yet
- Diseño de Planta MineraDocument18 pagesDiseño de Planta MineraJeanpierre Espinoza CabrejosNo ratings yet
- ALCANTARILLASDocument36 pagesALCANTARILLASDavid Rocha100% (1)
- Actividad 1Document66 pagesActividad 1josue isaias calapuja sonccoNo ratings yet
- Manual de Uso AutoclaveDocument40 pagesManual de Uso AutoclaveSteve FrancoNo ratings yet
- 6c - Termo - Guía de Laboratorio 5-Refrigeración-2020-1 PDFDocument8 pages6c - Termo - Guía de Laboratorio 5-Refrigeración-2020-1 PDFOmar Suárez Jacay0% (1)
- TopTherm Chiller ManualDocument64 pagesTopTherm Chiller ManualMarceloNo ratings yet
- Pinturas para PavimentosDocument20 pagesPinturas para PavimentosDoris Pilar HQNo ratings yet
- Trabajo y Trabajadores Ante Dos Tecnologías de ContinuidadDocument20 pagesTrabajo y Trabajadores Ante Dos Tecnologías de ContinuidadIrma Lorena Acosta RevelesNo ratings yet
- Ficha Puma P934Document1 pageFicha Puma P934Luna CruzNo ratings yet
- Informe Técnico #2. Rev 3Document18 pagesInforme Técnico #2. Rev 3Bruno Rozas DuarteNo ratings yet