You might also like
- 13 - Piping Sample ReportDocument5 pages13 - Piping Sample ReportS Surya Dharma100% (3)
- Certificate Kawat PDFDocument1 pageCertificate Kawat PDFgst ajahNo ratings yet
- JK Pipeline Welding & Installation Traceability Procedure CoDocument1 pageJK Pipeline Welding & Installation Traceability Procedure Cogst ajahNo ratings yet
- Altig 316L PDFDocument1 pageAltig 316L PDFgst ajahNo ratings yet
- Sigmadur GlossDocument5 pagesSigmadur Glossgst ajahNo ratings yet
- Dia 2,4 MM Certificate - 2110091740062678 ALTIG 316 LDocument1 pageDia 2,4 MM Certificate - 2110091740062678 ALTIG 316 Lgst ajah100% (1)
- PT Gerbang Sarana Baja: Buffing Procedure OF Pressure VesselDocument2 pagesPT Gerbang Sarana Baja: Buffing Procedure OF Pressure Vesselgst ajahNo ratings yet
- Pipeline Weld Joint & Ragiograph Film Numbering SystemDocument9 pagesPipeline Weld Joint & Ragiograph Film Numbering Systemgst ajah100% (2)
- GP J025!07!010 Ymn BTS Telkomsel SASDocument3 pagesGP J025!07!010 Ymn BTS Telkomsel SASgst ajahNo ratings yet
- PLQ45011 PDFDocument1 pagePLQ45011 PDFgst ajahNo ratings yet
- Pipeline Weld Joint & Ragiograph Film Numbering System CoverDocument1 pagePipeline Weld Joint & Ragiograph Film Numbering System Covergst ajahNo ratings yet
- Buffing ProcDocument2 pagesBuffing Procgst ajahNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- 02-DIR& DIR HoningDocument1 page02-DIR& DIR Honinggst ajahNo ratings yet
- Penguard Midcoat MIO: Technical Data SheetDocument4 pagesPenguard Midcoat MIO: Technical Data Sheetgst ajahNo ratings yet
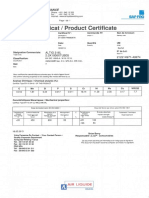
- INSPECTION CERTIFICATE (3.1) - Chemical Analysis TEST REPORT (2.2) - Mechanical PropertiesDocument1 pageINSPECTION CERTIFICATE (3.1) - Chemical Analysis TEST REPORT (2.2) - Mechanical Propertiesgst ajahNo ratings yet
- Penguard Midcoat MIO: Technical Data SheetDocument4 pagesPenguard Midcoat MIO: Technical Data Sheetgst ajahNo ratings yet
- ACP-2017!01!04.Lampiran Tds Hardtop XPDocument5 pagesACP-2017!01!04.Lampiran Tds Hardtop XPBayumi Tirta JayaNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Commisioning Check ListDocument21 pagesCommisioning Check Listgst ajahNo ratings yet
- TDS Jotamastic 70 GB English ProtectiveDocument4 pagesTDS Jotamastic 70 GB English ProtectiveSatish VishnubhotlaNo ratings yet
- Joint Coating Application & Pipe Coating Procedure-009-RappDocument8 pagesJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahNo ratings yet
- ACP-2017!01!04.Lampiran Tds Hardtop XPDocument5 pagesACP-2017!01!04.Lampiran Tds Hardtop XPBayumi Tirta JayaNo ratings yet
- Joint Coating Application & Pipe Coating ProcedureDocument7 pagesJoint Coating Application & Pipe Coating Proceduregst ajahNo ratings yet
- JK Creek and River Crossing Procedure CoverDocument1 pageJK Creek and River Crossing Procedure Covergst ajahNo ratings yet
- JK Creek and River Crossing Procedure CoverDocument1 pageJK Creek and River Crossing Procedure Covergst ajahNo ratings yet
- JK Creek and River Crossing ProcedureDocument10 pagesJK Creek and River Crossing Proceduregst ajah100% (1)
- GP J025!07!010 Ymn BTS Telkomsel SASDocument3 pagesGP J025!07!010 Ymn BTS Telkomsel SASgst ajahNo ratings yet
- Attachment A - CRCPDocument3 pagesAttachment A - CRCPgst ajahNo ratings yet
- 022 Hydrotest-ProcedureDocument5 pages022 Hydrotest-Proceduregst ajahNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Sines Towage and Mooring Public Service 2020 ReboportDocument5 pagesSines Towage and Mooring Public Service 2020 ReboportLazaros KarapouNo ratings yet
- NEW Company Overview - InD Aftermarket (2013 Master) Short VersionDocument20 pagesNEW Company Overview - InD Aftermarket (2013 Master) Short VersionVinicius GalvãoNo ratings yet
- Aircraft Systems: DoorsDocument54 pagesAircraft Systems: DoorsHani BoudiafNo ratings yet
- ppt4FEC - PPTM (Autosaved) BOUNCE (Autosaved)Document15 pagesppt4FEC - PPTM (Autosaved) BOUNCE (Autosaved)THE BANGALORIST Blr0% (1)
- The Prince Ships 1940-45. Royal Canadian Navy Armed Merchant Cruiser OperationsDocument236 pagesThe Prince Ships 1940-45. Royal Canadian Navy Armed Merchant Cruiser OperationsDana John NieldNo ratings yet
- MS-CS01 - Application of SlurryDocument7 pagesMS-CS01 - Application of SlurryGerrit Van HeerdenNo ratings yet
- JICA Project Profiles 2014 PDFDocument68 pagesJICA Project Profiles 2014 PDFPa A AoNo ratings yet
- RideSafer Quick Reference - SmallDocument7 pagesRideSafer Quick Reference - SmallCurrent ResidentNo ratings yet
- 01 Alternative Methods of Structural ConstructionDocument30 pages01 Alternative Methods of Structural ConstructionJohn GaringNo ratings yet
- Series XDocument6 pagesSeries XAamir Imam KhanNo ratings yet
- Difference Between Intermodal and Multimodal TransportDocument5 pagesDifference Between Intermodal and Multimodal Transportquanghuy061285No ratings yet
- Features of Indian Industrial PolicyDocument20 pagesFeatures of Indian Industrial PolicyAseem1No ratings yet
- Shipping Instruction To MESADocument2 pagesShipping Instruction To MESAadi wibowoNo ratings yet
- Logistics - Section - 02 - Locating - Facility (Sem 2020 - 2021)Document57 pagesLogistics - Section - 02 - Locating - Facility (Sem 2020 - 2021)Tran Ngoc DoNo ratings yet
- Spike PDFDocument17 pagesSpike PDFArthur BarieNo ratings yet
- Membrane TransportDocument4 pagesMembrane TransportNiharika GhoshalNo ratings yet
- Specifications of The Application of Class Concrete Paving BlocksDocument10 pagesSpecifications of The Application of Class Concrete Paving BlockshonneyValadasNo ratings yet
- Ielts Speaking: Actual TestsDocument244 pagesIelts Speaking: Actual TestsOyunbayar SugirNo ratings yet
- EnduranceDocument75 pagesEnduranceSameer Negi100% (2)
- Merchant Ships For Wartime MobilizationDocument18 pagesMerchant Ships For Wartime MobilizationEtamNo ratings yet
- Discover 125ST & 100T SPCDocument78 pagesDiscover 125ST & 100T SPCIttoop and sons Automobile100% (1)
- Air Bag HondaDocument47 pagesAir Bag HondaHEYNo ratings yet
- Maintenance Manual Fontaine Fifth Wheel Maintenance: SAE Standard King PinDocument2 pagesMaintenance Manual Fontaine Fifth Wheel Maintenance: SAE Standard King PinedilsonNo ratings yet
- Koilozhugu 1623 - 1803 Front PagesDocument40 pagesKoilozhugu 1623 - 1803 Front PagesSrivaishnavasri Krishnamachari VasudevanNo ratings yet
- Builders ListDocument7 pagesBuilders ListAshima Laamba33% (3)
- HD9 Sheet Chassis Euro3 6x4 GBDocument4 pagesHD9 Sheet Chassis Euro3 6x4 GBJimmy BllNo ratings yet
- Crane Lifting Plan Method Statement and Risk AssessmentDocument4 pagesCrane Lifting Plan Method Statement and Risk AssessmentSayed Darwish100% (1)
- VRF York 2 PDFDocument29 pagesVRF York 2 PDFOscar Javier Martinez MartinezNo ratings yet
- BFGoodrich Truck Tires Data BookDocument20 pagesBFGoodrich Truck Tires Data Bookluis eduardo corzo enriquezNo ratings yet
- BY-Vijaya Lakshmi KambhampatiDocument35 pagesBY-Vijaya Lakshmi KambhampatiAritra Ravenor JanaNo ratings yet