You might also like
- Cult Fitness Franchise & Centre Opportunities Under 40 CharactersDocument27 pagesCult Fitness Franchise & Centre Opportunities Under 40 CharactersVishwasNo ratings yet
- Comonomer Production Technology 1 Butene PDFDocument2 pagesComonomer Production Technology 1 Butene PDFJeremy HernandezNo ratings yet
- Sys IdentDocument4 pagesSys IdentJeremy HernandezNo ratings yet
- Networks To Troubleshooting Distillation ColumnsDocument4 pagesNetworks To Troubleshooting Distillation ColumnsJeremy HernandezNo ratings yet
- Read Me FirstDocument3 pagesRead Me FirstJeremy HernandezNo ratings yet
- Don't Gamble With Physical Properties For SimulationsDocument12 pagesDon't Gamble With Physical Properties For Simulationslaiping_lum100% (1)
- Troubleshooting and Rectification of A C3 Splitter TowerDocument25 pagesTroubleshooting and Rectification of A C3 Splitter TowerparykoochakNo ratings yet
- Energetic Assessment of Fixation of CO2 AnDocument12 pagesEnergetic Assessment of Fixation of CO2 AnJeremy HernandezNo ratings yet
- AIChE F01 06 Factors Influencing Vapor Crossflow ChannelingDocument6 pagesAIChE F01 06 Factors Influencing Vapor Crossflow Channelingmarkdeguzman788333No ratings yet
- Troubleshooting Practice in The Refinery Rev IntroDocument23 pagesTroubleshooting Practice in The Refinery Rev IntroSiji AntonyNo ratings yet
- Troubleshooting in Distillation ColumnsDocument15 pagesTroubleshooting in Distillation ColumnstalhawasimNo ratings yet
- Troubleshootingdistillationcolumns Part 1 Thebasics Hydrocarbon Processing July 2014Document1 pageTroubleshootingdistillationcolumns Part 1 Thebasics Hydrocarbon Processing July 2014Jeremy HernandezNo ratings yet
- Optimized Cement Process NeuDocument1 pageOptimized Cement Process NeuJeremy HernandezNo ratings yet
- CPT FlowsheetsDocument3 pagesCPT FlowsheetsJeremy HernandezNo ratings yet
- Learning MS-DOS Basics - A TutorialDocument12 pagesLearning MS-DOS Basics - A TutorialAdamThahirNo ratings yet
- 1.6a Line Sizing SlidesDocument24 pages1.6a Line Sizing SlidesPhani Raj M100% (1)
- Inside-Out Algo - Boston 1974Document12 pagesInside-Out Algo - Boston 1974Jeremy HernandezNo ratings yet
- Process Dynamics, Operations, and ControlDocument1 pageProcess Dynamics, Operations, and ControlJeremy HernandezNo ratings yet
- CS-02-06 Final Report ProsynDocument58 pagesCS-02-06 Final Report ProsynJeremy HernandezNo ratings yet
- Study of Cao Sorbent For CO2 Capture From Flue GasesDocument6 pagesStudy of Cao Sorbent For CO2 Capture From Flue GasesJeremy HernandezNo ratings yet
- History of Chemical EngineeringDocument104 pagesHistory of Chemical EngineeringThiago Dalgalo de QuadrosNo ratings yet
- Simultaneous Reduction of NOx and N2O Emissions From ADocument2 pagesSimultaneous Reduction of NOx and N2O Emissions From AJeremy HernandezNo ratings yet
- Plastic 2 PetrolDocument19 pagesPlastic 2 PetrolmcrothNo ratings yet
- A Gen Correlation Sat. 2-Pahse Flow in Boiling Verical PipeDocument10 pagesA Gen Correlation Sat. 2-Pahse Flow in Boiling Verical PipeJeremy Hernandez100% (1)
- Frederic Heymes Treatment of Toluene by Absorptio - 2007Document14 pagesFrederic Heymes Treatment of Toluene by Absorptio - 2007Jeremy HernandezNo ratings yet
- Myth of Churn FlowDocument7 pagesMyth of Churn Flowdivya srNo ratings yet
- Advanced Process Simulation: U U C DX Du U C DX DDocument11 pagesAdvanced Process Simulation: U U C DX Du U C DX DJeremy HernandezNo ratings yet
- NORSOK Standard For Process DesignDocument27 pagesNORSOK Standard For Process DesignM. Faisal SiddiquiNo ratings yet
- Myth of Churn FlowDocument7 pagesMyth of Churn Flowdivya srNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ferrous Alloys: Author: KattusDocument19 pagesFerrous Alloys: Author: KattussunsirNo ratings yet
- 5af6bf5d-5390 ZA Emex 70 en-ZADocument12 pages5af6bf5d-5390 ZA Emex 70 en-ZAKudakwashe ZvayiNo ratings yet
- Caramel OverviewDocument6 pagesCaramel OverviewPham Thi Cam TuNo ratings yet
- Effect of Nanosized Calcium Carbonate On The Mechanical Properties of Latex FilmsDocument8 pagesEffect of Nanosized Calcium Carbonate On The Mechanical Properties of Latex FilmsGlasst Innovacion 2019No ratings yet
- AP Chemistry - Titration Curves of Strong and Weak Acids and BasesDocument5 pagesAP Chemistry - Titration Curves of Strong and Weak Acids and BasesJonathan Chen100% (2)
- Original PDF Fundamentals of General Organic and Biological Chemistry 8th Edition PDFDocument41 pagesOriginal PDF Fundamentals of General Organic and Biological Chemistry 8th Edition PDFgwen.garcia161100% (33)
- Common Casting Defects - Sand Mold, Metal CastingDocument10 pagesCommon Casting Defects - Sand Mold, Metal CastingAbhinav Pratap MauryaNo ratings yet
- Correlating Yield Strength to Hardness MeasurementsDocument2 pagesCorrelating Yield Strength to Hardness Measurementsemperor_vamsiNo ratings yet
- Health Care GuideDocument51 pagesHealth Care GuideM Zainuddin M SaputraNo ratings yet
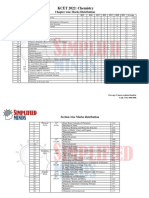
- KCET 2022: Chemistry: Chapter Wise Marks DistributionDocument3 pagesKCET 2022: Chemistry: Chapter Wise Marks DistributionG GnaneshwarNo ratings yet
- Chapter 2 Solution PDFDocument5 pagesChapter 2 Solution PDFツSoumya࿐100% (1)
- AsflkjshfkljasdbflashdbflkasjDocument4 pagesAsflkjshfkljasdbflashdbflkasjLeader Larry LagamayoNo ratings yet
- Crystallographic and Molecular-Modeling Studies of Lipase B From Candida Antarctica Reveal A Stereospecificity Pocket For Secondary AlcoholsDocument14 pagesCrystallographic and Molecular-Modeling Studies of Lipase B From Candida Antarctica Reveal A Stereospecificity Pocket For Secondary AlcoholsClaudia ParejaaNo ratings yet
- Water-Based Non-Ionic Polymeric Surfactants As Oil Spill Dispersants PDFDocument7 pagesWater-Based Non-Ionic Polymeric Surfactants As Oil Spill Dispersants PDFAfzal AktharNo ratings yet
- PharmpediaDocument56 pagesPharmpediaShyam Singh DasNo ratings yet
- Instrumental Analytical Methods Experiment 9 - Ph-Metric Titration of Acetic AcidDocument3 pagesInstrumental Analytical Methods Experiment 9 - Ph-Metric Titration of Acetic Acidapi-235187189No ratings yet
- Phys and Chem Properties and Changes and KEYDocument5 pagesPhys and Chem Properties and Changes and KEYL LawlietNo ratings yet
- UHLF Liquid FertilizerDocument1 pageUHLF Liquid FertilizerGrignionNo ratings yet
- BOC IPRM S08-ConsumablesDocument187 pagesBOC IPRM S08-ConsumablesEduard Lupus Lobo100% (1)
- Orgchem Module Edit 2Document74 pagesOrgchem Module Edit 2Nur-aine HajijulNo ratings yet
- Light and electron configurationDocument23 pagesLight and electron configurationHayley AndersonNo ratings yet
- 5124 w04 QP 1Document16 pages5124 w04 QP 1mstudy123456No ratings yet
- Formation, Photophysics, Photochemistry and Quantum Chemistry of The Out-Of-Plane MetalloporphyrinsDocument8 pagesFormation, Photophysics, Photochemistry and Quantum Chemistry of The Out-Of-Plane MetalloporphyrinsZsolt ValicsekNo ratings yet
- AQA 8464 C 1H Final MS Jun23 v1.0Document20 pagesAQA 8464 C 1H Final MS Jun23 v1.0meherun.hamzaNo ratings yet
- Chemistry Lab - 15 - Solubility Curve For KNO3Document4 pagesChemistry Lab - 15 - Solubility Curve For KNO3Nader AwadNo ratings yet
- Ferolite Nam 39Document2 pagesFerolite Nam 39amzsoftNo ratings yet
- XII Chemistry M.M. 70 Q.1-8 1 MarkDocument2 pagesXII Chemistry M.M. 70 Q.1-8 1 Markfor_registera5277No ratings yet
- All Reactions - PadhleDocument18 pagesAll Reactions - Padhlerakshitham603No ratings yet
- MSDS AlloysDocument15 pagesMSDS AlloysMaryam EradewiNo ratings yet
- Fees Indo-Minerals 2010Document26 pagesFees Indo-Minerals 2010BambangNo ratings yet