You might also like
- HPGRDocument7 pagesHPGRMilad Honarvar100% (1)
- Polysiushpgr (HPGR)Document20 pagesPolysiushpgr (HPGR)Alexis GodoyNo ratings yet
- HPGR PolysiusDocument7 pagesHPGR PolysiusEver Mestas BejarNo ratings yet
- High-Pressure Grinding 2MB PDFDocument0 pagesHigh-Pressure Grinding 2MB PDFbulentbulutNo ratings yet
- Hydrocyclone Design For Large Sag Mill CircuitsDocument12 pagesHydrocyclone Design For Large Sag Mill CircuitsFrancisco CampbellNo ratings yet
- 08 Polycom InspectionDocument33 pages08 Polycom InspectionAnita Fernandez C.100% (3)
- High Pressure Grinding Rolls (HPGR) : in Comparison To SAG Milling TechnologyDocument27 pagesHigh Pressure Grinding Rolls (HPGR) : in Comparison To SAG Milling TechnologynikodiaNo ratings yet
- From FAG to SAG to BAG: The Theoretical Rationale behind Current Trends in Operating Practice of Semiautogenous Grinding OperationsDocument29 pagesFrom FAG to SAG to BAG: The Theoretical Rationale behind Current Trends in Operating Practice of Semiautogenous Grinding OperationsVolney Quispe Ayala100% (2)
- MINE292 Lecture7 Energy Used in Comminution 2013Document87 pagesMINE292 Lecture7 Energy Used in Comminution 2013Waris La Joi Wakatobi100% (2)
- Mill Ops AusIMM Kirsch and DanielDocument7 pagesMill Ops AusIMM Kirsch and DanielMicheael JohnNo ratings yet
- Ball Mill Design & PowerDocument4 pagesBall Mill Design & PowerAlbert Eckersley100% (2)
- HPGR Versus Sag Mill Selection For The Los BroncesDocument7 pagesHPGR Versus Sag Mill Selection For The Los BroncesRuben AltamiranoNo ratings yet
- Flowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBDocument1 pageFlowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBMukesh BharatNo ratings yet
- Comminution May 21 Final 2.0 PDFDocument413 pagesComminution May 21 Final 2.0 PDFFlerasgard100% (1)
- Ball Milling - Final FinalDocument12 pagesBall Milling - Final FinalKrishna TejaNo ratings yet
- Weir HPGRDocument15 pagesWeir HPGRW ZuoNo ratings yet
- HPGR Technology PDFDocument2 pagesHPGR Technology PDFfanzi60640% (5)
- Grinding Fundamentals and Theory: Size Reduction, Principles, Methods, and Circuit DesignDocument32 pagesGrinding Fundamentals and Theory: Size Reduction, Principles, Methods, and Circuit DesignVarun InamdarNo ratings yet
- MetDynamics CrushersDocument3 pagesMetDynamics CrushersSam ShiddoNo ratings yet
- Ball Mill EDMDocument47 pagesBall Mill EDMMKPashaPasha100% (1)
- Roller Press Hardfacing JobDocument2 pagesRoller Press Hardfacing Jobparthasfriends100% (2)
- Polycom HPGRDocument11 pagesPolycom HPGRWilson VicencioNo ratings yet
- Moly-Cop mineral slurry characterizationDocument2 pagesMoly-Cop mineral slurry characterizationpolsiemprealdoNo ratings yet
- Grinding and Classifying Technology For Slag: Replacement Factors DryingDocument6 pagesGrinding and Classifying Technology For Slag: Replacement Factors DryingGerman Gabriel Anaya Vega100% (1)
- Mill Lining Solutions For Horizontal Mills: Taking Your Grinding Process To The Next Level TogetherDocument24 pagesMill Lining Solutions For Horizontal Mills: Taking Your Grinding Process To The Next Level TogetherFrancisco TijouxNo ratings yet
- HPGR Implementation at Cerro VerdeDocument9 pagesHPGR Implementation at Cerro Verdelucianotigre100% (1)
- Effective Crushing and Screening Methods For The Conservation - 2012Document27 pagesEffective Crushing and Screening Methods For The Conservation - 2012quinteroudinaNo ratings yet
- Manual For Wear Measurement of HPGR RollersDocument3 pagesManual For Wear Measurement of HPGR RollersRAVINo ratings yet
- Optimizing Grinding Circuits with Functional PerformanceDocument26 pagesOptimizing Grinding Circuits with Functional PerformanceFredy Peña100% (1)
- Influence of Quartz Particles On Wear in Vertical Roller Mills.Document9 pagesInfluence of Quartz Particles On Wear in Vertical Roller Mills.chienhamthepNo ratings yet
- 47 NCPMillsDocument5 pages47 NCPMillsraosp66No ratings yet
- High Pressure Grinding RollsDocument12 pagesHigh Pressure Grinding RollsJorge EduardoNo ratings yet
- 00 Workshop Chile - May 2009 - HPGR SummaryDocument50 pages00 Workshop Chile - May 2009 - HPGR SummaryFederico Hirsch EspinozaNo ratings yet
- Presentation - HPGR Maintenance (17-Sep-10) Rev1Document36 pagesPresentation - HPGR Maintenance (17-Sep-10) Rev1amilkar100% (1)
- Deep Cone Paste ThicknerDocument38 pagesDeep Cone Paste ThicknerzementheadNo ratings yet
- Comminution Circuit DesignDocument17 pagesComminution Circuit DesignW ZuoNo ratings yet
- SAG MillDocument12 pagesSAG MillAndy HollowayNo ratings yet
- Shanghai Horizons Technology Limited Stone Crusher and Grinding Mill GuideDocument24 pagesShanghai Horizons Technology Limited Stone Crusher and Grinding Mill Guidesaleem2412100% (1)
- Pebble Crusher Specific EnergyDocument10 pagesPebble Crusher Specific Energy12milehillNo ratings yet
- 01 Polycom Design-OverviewDocument72 pages01 Polycom Design-OverviewJesus Manuel Juarez Mamani100% (3)
- 000-900-012-572 SAG ModelDocument20 pages000-900-012-572 SAG ModelSamuel Quispe Onofre100% (2)
- Grinding Mills Optimisation: Magotteaux / Slegten / Sturtevant SolutionsDocument44 pagesGrinding Mills Optimisation: Magotteaux / Slegten / Sturtevant Solutionsshani5573100% (1)
- Pulse-Jet Parts ListDocument5 pagesPulse-Jet Parts ListIngeniero mecanico F.N.I.No ratings yet
- FF e MineralsDocument90 pagesFF e MineralsCaminBonNo ratings yet
- Modification HPGR 18 Synchronous Piston Accumulator InstallationDocument28 pagesModification HPGR 18 Synchronous Piston Accumulator InstallationAnonymous gcMAj2IXlNo ratings yet
- 01 - High-Pressure Grinding Roll POLYCOM® PDFDocument132 pages01 - High-Pressure Grinding Roll POLYCOM® PDFCarlos CervantesNo ratings yet
- GyratoryCrusher Brochure PDFDocument8 pagesGyratoryCrusher Brochure PDFHerfer FmasNo ratings yet
- Ball MillDocument8 pagesBall MillHumbulaniNo ratings yet
- Mechanical Flotation Equipment Selection GuideDocument13 pagesMechanical Flotation Equipment Selection Guidelouza8No ratings yet
- Ball Mill Bearing Design OverviewDocument32 pagesBall Mill Bearing Design OverviewJoel Miguel Angel PachecoNo ratings yet
- Iron Ore Final Grinding by HPGR and Air ClassificationDocument20 pagesIron Ore Final Grinding by HPGR and Air ClassificationW ZuoNo ratings yet
- Machine learning in mineral processing for abnormal event detection and soft sensor applicationsDocument24 pagesMachine learning in mineral processing for abnormal event detection and soft sensor applicationsMartin.c.figueroaNo ratings yet
- Determination of The Nip Zone Angle in High-Pressure Grinding RollsDocument12 pagesDetermination of The Nip Zone Angle in High-Pressure Grinding RollsKroya HunNo ratings yet
- Mill Lines by FlSmidthDocument4 pagesMill Lines by FlSmidthIrving Dirzo CarrilloNo ratings yet
- OUTOKUMPUDocument12 pagesOUTOKUMPURommel Heredia Tejada100% (1)
- Semi-Mobile Gyratory Crushing PlantsDocument23 pagesSemi-Mobile Gyratory Crushing PlantsJosé Andrés Toro BelmarNo ratings yet
- Beyond Design at Newmont Boddington GoldDocument10 pagesBeyond Design at Newmont Boddington Goldseansara1No ratings yet
- Los ColoradosDocument24 pagesLos ColoradosGabriela'aOlmosTejosNo ratings yet
- 2011-03 EarthworkAndMassDiagrams PDFDocument42 pages2011-03 EarthworkAndMassDiagrams PDFSushmit SharmaNo ratings yet
- Icl7660 PDFDocument11 pagesIcl7660 PDFfran01334No ratings yet
- Use of Excavated Excess Soils in Earth Works: Akiomi ShimazuDocument14 pagesUse of Excavated Excess Soils in Earth Works: Akiomi Shimazufran01334No ratings yet
- Recent Process Developments at The Phu Kham Concentrator PDFDocument16 pagesRecent Process Developments at The Phu Kham Concentrator PDFfran01334No ratings yet
- Multi ObjectDocument5 pagesMulti ObjectEmir IkanovićNo ratings yet
- Saramak PDFDocument14 pagesSaramak PDFsempatik721No ratings yet
- 1 s2.0 S2095268614000895 Main PDFDocument5 pages1 s2.0 S2095268614000895 Main PDFfran01334No ratings yet
- CarmeliteDocument3 pagesCarmeliteNicandroPorcelliNo ratings yet
- DRC1200 - Hard Rock Sizer A Twin Roll Sizer Designed For Mobility PDFDocument2 pagesDRC1200 - Hard Rock Sizer A Twin Roll Sizer Designed For Mobility PDFfran01334No ratings yet
- Planning, Simulation and Yield Calculation of Solar Power PlantsDocument39 pagesPlanning, Simulation and Yield Calculation of Solar Power Plantsfran01334No ratings yet
- 1 s2.0 S089268750300178X Main PDFDocument7 pages1 s2.0 S089268750300178X Main PDFfran01334No ratings yet
- The Metals and Mining Industry Under Structural Changes: Singapore March 24, 2009Document41 pagesThe Metals and Mining Industry Under Structural Changes: Singapore March 24, 2009fran01334No ratings yet
- Caspiche Pre-Feasibility Study UpdateDocument2 pagesCaspiche Pre-Feasibility Study Updatefran01334No ratings yet
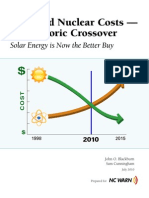
- Solar Now Cheaper than Nuclear in North CarolinaDocument18 pagesSolar Now Cheaper than Nuclear in North CarolinaYoudont CareatallNo ratings yet
- FICHT-5243627-Presentation Feasibility CSP China Oct2010 PDFDocument24 pagesFICHT-5243627-Presentation Feasibility CSP China Oct2010 PDFfran01334No ratings yet
- Concentrating Solar Power: Clean Energy For The Electric GridDocument14 pagesConcentrating Solar Power: Clean Energy For The Electric Gridfran01334No ratings yet
- 06 10028 - Solar Energy The Basics PDFDocument2 pages06 10028 - Solar Energy The Basics PDFfran01334No ratings yet
- CSP Brochure PDFDocument4 pagesCSP Brochure PDFfran01334No ratings yet
- CSP Review Design Methodology 2013 PDFDocument16 pagesCSP Review Design Methodology 2013 PDFfran01334No ratings yet
- Cicme08 20 PDFDocument7 pagesCicme08 20 PDFfran01334No ratings yet
- Grinding Operations DesignDocument50 pagesGrinding Operations DesignLe Hoang LongNo ratings yet
- 02 Cont AttritorsDocument4 pages02 Cont Attritorsfran01334No ratings yet
- TX242 App DDocument139 pagesTX242 App Dfran01334No ratings yet
- Multiphysics SimulationDocument32 pagesMultiphysics Simulationminutiae100% (1)
- HPGR Faq PDFDocument9 pagesHPGR Faq PDFfran01334No ratings yet
- DAKOTA Reference 4.0 PDFDocument150 pagesDAKOTA Reference 4.0 PDFfran01334No ratings yet
- Wire 311 January 2010 PDFDocument100 pagesWire 311 January 2010 PDFfran01334No ratings yet
- Evolution of Nonlinear Sloshing in A Tank Near Half The Fundamental ResonanceDocument23 pagesEvolution of Nonlinear Sloshing in A Tank Near Half The Fundamental Resonancefran01334No ratings yet
- Special Report: Global Water SecurityDocument30 pagesSpecial Report: Global Water SecurityAlfredo Jalife RahmeNo ratings yet
- Bon Appetit July 2017Document112 pagesBon Appetit July 2017nguyensalmonNo ratings yet
- Spectacled Bear Species in DangerDocument5 pagesSpectacled Bear Species in DangerCubaC89No ratings yet
- My Biology HomeworkDocument7 pagesMy Biology HomeworkDumissa MelvilleNo ratings yet
- Unit Ii BVPDocument24 pagesUnit Ii BVPCurious ManNo ratings yet
- EnglishDocument73 pagesEnglishaaaber6No ratings yet
- Global Regulations Affecting Copper in 2021 2023 1666654228Document99 pagesGlobal Regulations Affecting Copper in 2021 2023 1666654228Leonardo Guerini MazettiNo ratings yet
- Zero Energy Green Home Office InterLED LightDocument1 pageZero Energy Green Home Office InterLED LightSsi OmarNo ratings yet
- Deck Inventory StoreDocument3 pagesDeck Inventory StoreBiaggi Rahmat MaulanaNo ratings yet
- Controlador R.ADocument2 pagesControlador R.ALuis BenitesNo ratings yet
- Chapter IV Shear and Moment in Beams 4.1 4.2 4.3Document8 pagesChapter IV Shear and Moment in Beams 4.1 4.2 4.3Joshua John Julio100% (1)
- Bhargav ResumeDocument2 pagesBhargav ResumePULIPATI BHARGAVNo ratings yet
- My ScramjetDocument13 pagesMy ScramjetHimanshu GuptaNo ratings yet
- Performance Evaluation of Variable Frequency Single Phase Cascaded Multilevel InverterDocument50 pagesPerformance Evaluation of Variable Frequency Single Phase Cascaded Multilevel InverterVIJAYARAGAVAN MOORTHYNo ratings yet
- Key Benefits: Benefit TableDocument12 pagesKey Benefits: Benefit TableRaaj ChoudhuryNo ratings yet
- Notam For LGGGDocument42 pagesNotam For LGGGAPOSTOLOS KATSIONISNo ratings yet
- Ruger PC Carbine Spec SheetDocument2 pagesRuger PC Carbine Spec SheetAmmoLand Shooting Sports NewsNo ratings yet
- Workshop ProceedingsDocument71 pagesWorkshop ProceedingsAndualem TadesseNo ratings yet
- Verb Tense Quiz 1 and 2Document5 pagesVerb Tense Quiz 1 and 2sscertelNo ratings yet
- Pxe-R500 OmDocument13 pagesPxe-R500 OmNattachai BoonchooNo ratings yet
- Mechanical Drives 1 Lap 6Document73 pagesMechanical Drives 1 Lap 6j.bbarnes100% (1)
- EEG - Brainbit-SpecificationDocument2 pagesEEG - Brainbit-SpecificationSergio OlivieriNo ratings yet
- Standard Data Formats For Analytical Systems: Status and ChallengesDocument1 pageStandard Data Formats For Analytical Systems: Status and ChallengeschatNo ratings yet
- Easy Egg Custard Pie Recipedrjgq PDFDocument3 pagesEasy Egg Custard Pie Recipedrjgq PDFMonahanStokholm25No ratings yet
- Annual medical screening and emergency services includedDocument17 pagesAnnual medical screening and emergency services includedAlina OprinaNo ratings yet
- Experiment No: 2 - Determine Dynamics of First and Second Order SystemsDocument11 pagesExperiment No: 2 - Determine Dynamics of First and Second Order SystemsYAKALA RAVIKUMARNo ratings yet
- Nursing Proces NewDocument10 pagesNursing Proces NewBrandy SangurahNo ratings yet
- LTM200KT08 V SamsungDocument33 pagesLTM200KT08 V SamsungJosé Daniel Rodríguez AvilaNo ratings yet
- Mechanical - PVLDocument9 pagesMechanical - PVLrkssNo ratings yet
- 2 Pre Colonial Luzon PDFDocument58 pages2 Pre Colonial Luzon PDFAbigail Palmones100% (1)
- Zen4 ManualDocument29 pagesZen4 Manualsingulares2199No ratings yet