You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chapter 7 - FEMDocument34 pagesChapter 7 - FEMpaivensolidsnake100% (1)
- Tribology Module 01 NotesDocument19 pagesTribology Module 01 NotesVinayaka G P89% (9)
- Chapter 3 Waves in An Elastic Whole Space Equation of Motion of A SolidDocument16 pagesChapter 3 Waves in An Elastic Whole Space Equation of Motion of A SolidpaivensolidsnakeNo ratings yet
- Beam Examples 4Document23 pagesBeam Examples 4paivensolidsnakeNo ratings yet
- Beam Examples 1Document14 pagesBeam Examples 1paivensolidsnakeNo ratings yet
- Beam Examples 2Document12 pagesBeam Examples 2paivensolidsnakeNo ratings yet
- Beginning Vibration Analysis PDFDocument96 pagesBeginning Vibration Analysis PDFromadhinhoNo ratings yet
- Chapter 9 Deflections of Beams: X Axis and The Tangent To The DeflectionDocument5 pagesChapter 9 Deflections of Beams: X Axis and The Tangent To The DeflectionRimon GawandeNo ratings yet
- Sparse Recovery (Sparse Matrices)Document24 pagesSparse Recovery (Sparse Matrices)paivensolidsnakeNo ratings yet
- Yeild CriterionDocument16 pagesYeild CriterionravindrababugNo ratings yet
- CB-18 Simple Structs EI, EulerDocument32 pagesCB-18 Simple Structs EI, EulerpaivensolidsnakeNo ratings yet
- LCC-0094 Text - The Turbulence Induced VibrationDocument26 pagesLCC-0094 Text - The Turbulence Induced VibrationpaivensolidsnakeNo ratings yet
- Fracture Toughness PDFDocument46 pagesFracture Toughness PDFpaivensolidsnakeNo ratings yet
- 2D Triangular ElementsDocument24 pages2D Triangular ElementsAmmir SantosaNo ratings yet
- CB-18 Simple Structs EI, EulerDocument32 pagesCB-18 Simple Structs EI, EulerpaivensolidsnakeNo ratings yet
- Horrocks Et Al. - Managing Ageing PlantDocument53 pagesHorrocks Et Al. - Managing Ageing PlantpaivensolidsnakeNo ratings yet
- Energy Method EasyDocument27 pagesEnergy Method Easysharief91No ratings yet
- NI Tutorial 4844 en Understanding FFT and WindowingDocument11 pagesNI Tutorial 4844 en Understanding FFT and WindowingpaivensolidsnakeNo ratings yet
- Erosion CorrosionDocument38 pagesErosion CorrosionpaivensolidsnakeNo ratings yet
- Notes On Nonlinear VibrationsDocument160 pagesNotes On Nonlinear VibrationspaivensolidsnakeNo ratings yet
- The Fourier Transform and Its ApplicationsDocument428 pagesThe Fourier Transform and Its Applicationsmachinelearner100% (3)
- Matrix Finite Element Methods in DynamicsDocument186 pagesMatrix Finite Element Methods in DynamicspaivensolidsnakeNo ratings yet
- Chapter 1 - FEMDocument42 pagesChapter 1 - FEMpaivensolidsnakeNo ratings yet
- Finite Element AnalysisDocument70 pagesFinite Element AnalysisDinesh PerumalsamyNo ratings yet
- Abaqus and PythonDocument30 pagesAbaqus and PythonpaivensolidsnakeNo ratings yet
- Damped VibrationsDocument13 pagesDamped VibrationsSathrudhan ChoudharyNo ratings yet
- Machine LearningDocument17 pagesMachine LearningpaivensolidsnakeNo ratings yet
- Abaqus Adaptive MeshingDocument13 pagesAbaqus Adaptive MeshingpaivensolidsnakeNo ratings yet
- Gauss Elimination in Numerical MethodDocument11 pagesGauss Elimination in Numerical MethodpaivensolidsnakeNo ratings yet
- Roots Finding Techniques For Non Linear EqDocument12 pagesRoots Finding Techniques For Non Linear EqpaivensolidsnakeNo ratings yet
- Fourier SeriesDocument8 pagesFourier Seriespaivensolidsnake100% (1)
- Ss e (Bocr) ManualDocument2 pagesSs e (Bocr) ManualNaveen GuptaNo ratings yet
- Thermal Breakthrough Calculations To Optimize Design of Amultiple-Stage EGS 2015-10Document11 pagesThermal Breakthrough Calculations To Optimize Design of Amultiple-Stage EGS 2015-10orso brunoNo ratings yet
- Book Review: Laser Fundamentals, 2nd Edition by William T. SilfvastDocument2 pagesBook Review: Laser Fundamentals, 2nd Edition by William T. SilfvastAbhishekNo ratings yet
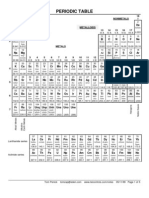
- Periodic Table and AtomsDocument5 pagesPeriodic Table and AtomsShoroff AliNo ratings yet
- API2000 Tank Venting CalcsDocument5 pagesAPI2000 Tank Venting Calcsruhul01No ratings yet
- Chapter VI DP and NetworkDocument66 pagesChapter VI DP and NetworkSirgut TesfayeNo ratings yet
- MathDocument2 pagesMathWessam ElmongyNo ratings yet
- Murata Data Caps ESR ESLDocument6 pagesMurata Data Caps ESR ESLecl_manNo ratings yet
- Hindu Temples Models of A Fractal Universe by Prof - Kriti TrivediDocument7 pagesHindu Temples Models of A Fractal Universe by Prof - Kriti TrivediAr ReshmaNo ratings yet
- Test Bank Chapter (4) : Choose The Correct AnswerDocument2 pagesTest Bank Chapter (4) : Choose The Correct AnswerteafNo ratings yet
- Servodisc CatalogDocument87 pagesServodisc CatalogEstebanRojasKrustofskyNo ratings yet
- Various Image Enhancement Techniques-A Critical Review: S.S. Bedi, Rati KhandelwalDocument5 pagesVarious Image Enhancement Techniques-A Critical Review: S.S. Bedi, Rati KhandelwalArina AndriesNo ratings yet
- Lab 3.1 - Configuring and Verifying Standard ACLsDocument9 pagesLab 3.1 - Configuring and Verifying Standard ACLsRas Abel BekeleNo ratings yet
- Disc Brake System ReportDocument20 pagesDisc Brake System ReportGovindaram Rajesh100% (1)
- North Sails Brochure 2007 enDocument24 pagesNorth Sails Brochure 2007 ennorthsailsNo ratings yet
- Bates Stamped Edited 0607 w22 QP 61Document6 pagesBates Stamped Edited 0607 w22 QP 61Krishnendu SahaNo ratings yet
- Nihonto Part IDocument38 pagesNihonto Part IGergő VidaNo ratings yet
- ADO NET Tutorial - 16Document18 pagesADO NET Tutorial - 16Fenil Desai100% (1)
- Attention Gated Encoder-Decoder For Ultrasonic Signal DenoisingDocument9 pagesAttention Gated Encoder-Decoder For Ultrasonic Signal DenoisingIAES IJAINo ratings yet
- Engine Control System Circuit Diagram: Without This Message by Purchasing NovapdfDocument3 pagesEngine Control System Circuit Diagram: Without This Message by Purchasing NovapdfJose Luis Gutierrez TamayoNo ratings yet
- Quant Short Tricks PDFDocument183 pagesQuant Short Tricks PDFAarushi SaxenaNo ratings yet
- Learning MenuDocument8 pagesLearning Menuapi-464525668No ratings yet
- Tutoriales Mastercam V8 6-11Document128 pagesTutoriales Mastercam V8 6-11Eduardo Felix Ramirez PalaciosNo ratings yet
- ST7201-Finite Element MethodDocument14 pagesST7201-Finite Element MethodVishal RanganathanNo ratings yet
- Optimizing AOD Refractory PerformanceDocument10 pagesOptimizing AOD Refractory PerformanceJulio PurezaNo ratings yet
- Microcontroller Based Vehicle Security SystemDocument67 pagesMicrocontroller Based Vehicle Security Systemlokesh_045No ratings yet
- Faculty: Geology Exploration Specialty: Geology Engineering Group: 123.6 Student: Asef Sadiqov Teacher: Afet Israfilova Theme: The EarthDocument16 pagesFaculty: Geology Exploration Specialty: Geology Engineering Group: 123.6 Student: Asef Sadiqov Teacher: Afet Israfilova Theme: The EarthKenan RehmanNo ratings yet
- 02 Survey Calculations - PpsDocument96 pages02 Survey Calculations - PpsLeo Ivan Aviles RicaldiNo ratings yet
- 3yr-Astro-Properies of StarsDocument35 pages3yr-Astro-Properies of StarsBharath V YNo ratings yet