You might also like
- Validation Master PlanDocument27 pagesValidation Master PlanPrashansa Shrestha85% (13)
- Juan Martin Garcia System Dynamics ExercisesDocument294 pagesJuan Martin Garcia System Dynamics ExercisesxumucleNo ratings yet
- ASRAE 134 SymbolsDocument1 pageASRAE 134 SymbolsakalikarNo ratings yet
- Bry-Air Heat Recovery Wheel PDFDocument4 pagesBry-Air Heat Recovery Wheel PDFDak SerikNo ratings yet
- York - Water Cooled Floor Standing Package E SeriesDocument3 pagesYork - Water Cooled Floor Standing Package E Seriespalitha19020% (1)
- Industrial Watertube Boilers Features and SpecificationsDocument74 pagesIndustrial Watertube Boilers Features and SpecificationsAlberto HernandezNo ratings yet
- IIAR Ammonia Refrigeration Piping HandbookDocument5 pagesIIAR Ammonia Refrigeration Piping HandbookALFONSO THAWENo ratings yet
- Theoretical and Actual CombustionDocument14 pagesTheoretical and Actual CombustionErma Sulistyo R100% (1)
- CIRC 314-AN 178 INP EN EDENPROD 195309 v1Document34 pagesCIRC 314-AN 178 INP EN EDENPROD 195309 v1xloriki_100% (1)
- Panasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Document39 pagesPanasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Gordon Elder100% (5)
- BAC Product and Application HandbookDocument513 pagesBAC Product and Application HandbookyasserismailNo ratings yet
- Buffer Tank Hydraulic SeparatorDocument4 pagesBuffer Tank Hydraulic SeparatorJohn MoreNo ratings yet
- Ashrae 15-34-Rev 3 MitsubishiDocument7 pagesAshrae 15-34-Rev 3 MitsubishiJosho SandovalNo ratings yet
- Mechanical Steam TrapsDocument6 pagesMechanical Steam TrapspramodtryNo ratings yet
- TEWI AnalysisDocument63 pagesTEWI Analysismirali74No ratings yet
- Hunter GP100 08-2003 PDFDocument1 pageHunter GP100 08-2003 PDFaymanmkNo ratings yet
- Ref Pipe Sizing Ver 02 21 11Document12 pagesRef Pipe Sizing Ver 02 21 11Ahmef100% (1)
- Pan Humidifier CalculaitonDocument1 pagePan Humidifier CalculaitonAshok KrishnamurthyNo ratings yet
- Wise CatalogDocument177 pagesWise CatalogHatim IshakNo ratings yet
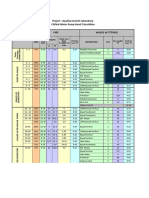
- Chilled Water Pump Head Calculation SummaryDocument15 pagesChilled Water Pump Head Calculation SummaryZain ShariffNo ratings yet
- Advancements in Oil-Free Centrifugal Chiller TechnologyDocument27 pagesAdvancements in Oil-Free Centrifugal Chiller Technologytpqnhat100% (1)
- Condensadora TTB TraneDocument24 pagesCondensadora TTB TraneRoberto Reyes Lara100% (1)
- Room ventilation options comparisonDocument9 pagesRoom ventilation options comparisonSamved PatelNo ratings yet
- SKM Fan Coil Series: Chilled WaterDocument33 pagesSKM Fan Coil Series: Chilled WaterHewa AkreyNo ratings yet
- Ahu 1Document1 pageAhu 1quynhanh2603No ratings yet
- Run Around Coil Loop Heat RecoveryDocument3 pagesRun Around Coil Loop Heat RecoveryesagcojrNo ratings yet
- Comparison Carrier vs. McQuayDocument2 pagesComparison Carrier vs. McQuayPradeep SukumaranNo ratings yet
- Heat Loss From An Insulated Pipe: ParametersDocument4 pagesHeat Loss From An Insulated Pipe: ParametersMohan BabuNo ratings yet
- Fans Static Head Calculation SheetDocument1 pageFans Static Head Calculation SheetraifaisalNo ratings yet
- CRANE BS&U Proportional Balancing GuideDocument37 pagesCRANE BS&U Proportional Balancing GuideAhmed MostafaNo ratings yet
- Parts List PC CompressorDocument20 pagesParts List PC CompressorSyed Ali KhanNo ratings yet
- Technical Data: RefrigerationDocument15 pagesTechnical Data: RefrigerationIvanNo ratings yet
- 20-01 Design Din en Iso enDocument19 pages20-01 Design Din en Iso enIbhar Santos MumentheyNo ratings yet
- Air Master CatalogDocument191 pagesAir Master CatalogNeal Johnson100% (1)
- Sealant - 1st Acrylic A-700 MSDSDocument6 pagesSealant - 1st Acrylic A-700 MSDSBozow BongNo ratings yet
- Pressure Relief Valve Data Sheet-Rev01Document1 pagePressure Relief Valve Data Sheet-Rev01thawdarNo ratings yet
- DCDocument25 pagesDCaries26marchNo ratings yet
- 7123AF Aquatherm Fusiotherm Hot & Cold Water System 2010Document9 pages7123AF Aquatherm Fusiotherm Hot & Cold Water System 2010starykltNo ratings yet
- Expansion Calculations and Loop SizingDocument2 pagesExpansion Calculations and Loop SizingmusNo ratings yet
- Hydroheater Auto Manual VersionDocument45 pagesHydroheater Auto Manual VersionVishal Nawalgaria100% (3)
- BAC Product & Application Handbook Vol 1 - 2005Document408 pagesBAC Product & Application Handbook Vol 1 - 2005enlightened1718No ratings yet
- SibenergomashDocument47 pagesSibenergomashheroj83No ratings yet
- Green PPR Pipe FittingDocument12 pagesGreen PPR Pipe FittinggeorgeNo ratings yet
- Lokring I Single Ring 01.07.2013Document58 pagesLokring I Single Ring 01.07.2013Sandra Mabel Leguizamon100% (1)
- Technical Specification El Adm 137 12Document50 pagesTechnical Specification El Adm 137 12palgvenuNo ratings yet
- Grille Catalogue PDFDocument40 pagesGrille Catalogue PDFAllan Pesimo BalgosNo ratings yet
- Oil Free Compressor enDocument24 pagesOil Free Compressor enMohamed Nagim Cheikh AhmedNo ratings yet
- Thermal Power Plants: Assignment No 1 Boilers 17-MS-PT-PE (T) - 20 Muneeb Ur Rehman KhanDocument8 pagesThermal Power Plants: Assignment No 1 Boilers 17-MS-PT-PE (T) - 20 Muneeb Ur Rehman KhanSuper SiangohanNo ratings yet
- Flue Sizing OptionsDocument2 pagesFlue Sizing OptionsMarco Antonio Camacho Tezanos-PintoNo ratings yet
- CO2 Sensor RoomDocument8 pagesCO2 Sensor RoomTrần Khắc ĐộNo ratings yet
- Yazd-System Description For Clean Drain System PDFDocument7 pagesYazd-System Description For Clean Drain System PDFace-winnieNo ratings yet
- Refrigerant Dryer CatalogDocument4 pagesRefrigerant Dryer CatalogManny MendozaNo ratings yet
- Mechanical Heat Pump-2 PDFDocument9 pagesMechanical Heat Pump-2 PDFRushikesh PatilNo ratings yet
- Compressor Inlet Piping - Compressed Air Best PracticesDocument10 pagesCompressor Inlet Piping - Compressed Air Best PracticesBehroozRaadNo ratings yet
- Data Sheet - Carrier ChillerDocument4 pagesData Sheet - Carrier Chillercalvin.bloodaxe4478No ratings yet
- Heat Exchanger Specification Sheet: MM M? M? Performance of One UnitDocument9 pagesHeat Exchanger Specification Sheet: MM M? M? Performance of One UnitGladys ZiSing LeeNo ratings yet
- Surge Tanks Boiler BookDocument3 pagesSurge Tanks Boiler Bookfauzi endraNo ratings yet
- Calculating Relief Valves Under The New ASHRAEDocument2 pagesCalculating Relief Valves Under The New ASHRAEchandrashekharsNo ratings yet
- BOQ From (HVAC)Document26 pagesBOQ From (HVAC)Neeta Samir Munj ParkarNo ratings yet
- Fan Fundamentals - Greenheck (May2005)Document24 pagesFan Fundamentals - Greenheck (May2005)jagdishgharoteNo ratings yet
- Manual ElevatorsDocument75 pagesManual ElevatorsThomas Irwin DsouzaNo ratings yet
- 10 Fan DrycoolerDocument36 pages10 Fan DrycoolersamersibaniNo ratings yet
- Taylor 168 User ManualDocument47 pagesTaylor 168 User ManualFama Banks EdrevopmacNo ratings yet
- CP 1230 1240 Safety Operating InstructionDocument264 pagesCP 1230 1240 Safety Operating InstructionAlejandro Correa BejaranoNo ratings yet
- Uhf Leaky Feeder Rev CDocument4 pagesUhf Leaky Feeder Rev CLuis Isaac PadillaNo ratings yet
- Lesson 2 Socio Anthropological View of The SelfDocument12 pagesLesson 2 Socio Anthropological View of The SelfAilyn RamosNo ratings yet
- Indian Patents. 232467 - THE SYNERGISTIC MINERAL MIXTURE FOR INCREASING MILK YIELD IN CATTLEDocument9 pagesIndian Patents. 232467 - THE SYNERGISTIC MINERAL MIXTURE FOR INCREASING MILK YIELD IN CATTLEHemlata LodhaNo ratings yet
- Gas Natural Aplicacion Industria y OtrosDocument319 pagesGas Natural Aplicacion Industria y OtrosLuis Eduardo LuceroNo ratings yet
- Clean Milk ProductionDocument19 pagesClean Milk ProductionMohammad Ashraf Paul100% (3)
- Retaining Wall-Masonry Design and Calculation SpreadsheetDocument6 pagesRetaining Wall-Masonry Design and Calculation SpreadsheetfarrukhNo ratings yet
- SOIL ASSESSMENT AND PLANT PROPAGATION OF BELL PEPPERS (Capsicum Annuum)Document35 pagesSOIL ASSESSMENT AND PLANT PROPAGATION OF BELL PEPPERS (Capsicum Annuum)Audrey Desiderio100% (1)
- FST Handbook 2014-Final Copy 1 PDFDocument382 pagesFST Handbook 2014-Final Copy 1 PDFDelvon DownerNo ratings yet
- Discuss The Challenges For Firms To Operate in The Hard-Boiled Confectionery Market in India?Document4 pagesDiscuss The Challenges For Firms To Operate in The Hard-Boiled Confectionery Market in India?harryNo ratings yet
- Phenomenological of in Church and TV WorshipDocument18 pagesPhenomenological of in Church and TV WorshipCindy TirtaNo ratings yet
- Embankment PDFDocument5 pagesEmbankment PDFTin Win HtutNo ratings yet
- What Is DSP BuilderDocument3 pagesWhat Is DSP BuilderĐỗ ToànNo ratings yet
- Advanced Ultrasonic Flaw Detectors With Phased Array ImagingDocument16 pagesAdvanced Ultrasonic Flaw Detectors With Phased Array ImagingDebye101No ratings yet
- Chap 2 Debussy - LifejacketsDocument7 pagesChap 2 Debussy - LifejacketsMc LiviuNo ratings yet
- Tetracyclines: Dr. Md. Rageeb Md. Usman Associate Professor Department of PharmacognosyDocument21 pagesTetracyclines: Dr. Md. Rageeb Md. Usman Associate Professor Department of PharmacognosyAnonymous TCbZigVqNo ratings yet
- Fraktur Dentoalevolar (Yayun)Document22 pagesFraktur Dentoalevolar (Yayun)Gea RahmatNo ratings yet
- Tutorial On The ITU GDocument7 pagesTutorial On The ITU GCh RambabuNo ratings yet
- Aircraft Design Project 2Document80 pagesAircraft Design Project 2Technology Informer90% (21)
- A Compilation of Thread Size InformationDocument9 pagesA Compilation of Thread Size Informationdim059100% (2)
- Effect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanDocument7 pagesEffect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanJuniper PublishersNo ratings yet
- GIS AccidentsDocument5 pagesGIS Accidentsali110011No ratings yet
- Reiki BrochureDocument2 pagesReiki BrochureShikha AgarwalNo ratings yet
- Project Binder 2Document23 pagesProject Binder 2Singh DhirendraNo ratings yet
- 07.03.09 Chest Physiotherapy PDFDocument9 pages07.03.09 Chest Physiotherapy PDFRakesh KumarNo ratings yet
- 中美两国药典药品分析方法和方法验证Document72 pages中美两国药典药品分析方法和方法验证JasonNo ratings yet