You might also like
- Basicsoflubricantadditives 100423231951 Phpapp02Document40 pagesBasicsoflubricantadditives 100423231951 Phpapp02Jako MishyNo ratings yet
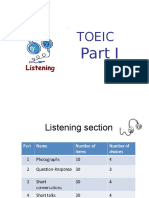
- Toeic Listening Part 1Document10 pagesToeic Listening Part 1sinhleprovietNo ratings yet
- English Speaking Club Tet Holiday2Document32 pagesEnglish Speaking Club Tet Holiday2sinhleprovietNo ratings yet
- Nano Particle Technology For Drug Delivery (2006)Document427 pagesNano Particle Technology For Drug Delivery (2006)prishly7108100% (3)
- Hydraulic Fluid Care GuideDocument16 pagesHydraulic Fluid Care GuidegabrieljuarezgNo ratings yet
- 2012 Paper Screw CompressorsDocument24 pages2012 Paper Screw CompressorsbracioNo ratings yet
- API Oil Engine Classifications 2013Document10 pagesAPI Oil Engine Classifications 2013sinhleprovietNo ratings yet
- Lubricants & Greases: A.Antony PeterDocument112 pagesLubricants & Greases: A.Antony PetersinhleprovietNo ratings yet
- Roots Blower OilDocument2 pagesRoots Blower OilsinhleprovietNo ratings yet
- Cincinnati HydraulicDocument1 pageCincinnati HydraulicsinhleprovietNo ratings yet
- Shell Gadus S2 V220 2 High Performance GreaseDocument2 pagesShell Gadus S2 V220 2 High Performance Greasekevin_lim90No ratings yet
- Cincinnati GearDocument1 pageCincinnati GearsinhleprovietNo ratings yet
- WG DA SYN Blower OilDocument1 pageWG DA SYN Blower OilsinhleprovietNo ratings yet
- How To Write A Report - Explorer Junior Library How To WriteDocument25 pagesHow To Write A Report - Explorer Junior Library How To Writesinhleproviet100% (2)
- AeroShell Turbine Oil 560 (En) TDSDocument3 pagesAeroShell Turbine Oil 560 (En) TDSsinhleprovietNo ratings yet
- Aeon PD PDFDocument4 pagesAeon PD PDFAlex NavarreteNo ratings yet
- United States Patent n91: Newingham Et AlDocument7 pagesUnited States Patent n91: Newingham Et AlsinhleprovietNo ratings yet
- D 3306 - 00 - RdmzmdytmdbbDocument5 pagesD 3306 - 00 - Rdmzmdytmdbbjamaljamal20100% (1)
- API Engine Oil Classifications 2010Document8 pagesAPI Engine Oil Classifications 2010Stefan BurbuleaNo ratings yet
- Souther Training Metal WorkingDocument31 pagesSouther Training Metal Workingsurajit7guptaNo ratings yet
- SAEDocument1 pageSAEsinhleprovietNo ratings yet
- D61Document3 pagesD61rpajaro75No ratings yet
- WG DA SYN Blower OilDocument1 pageWG DA SYN Blower OilsinhleprovietNo ratings yet
- Lubricant Base OilsDocument3 pagesLubricant Base OilssinhleprovietNo ratings yet
- D71Document2 pagesD71rpajaro75No ratings yet
- LubricationDocument21 pagesLubricationmojiryhamid100% (1)
- 06 Lubricating OilsDocument32 pages06 Lubricating Oilsfarhan2ansariNo ratings yet
- S - Mpo BearingthermDocument1 pageS - Mpo BearingthermsinhleprovietNo ratings yet
- Engine Cooling SystemDocument22 pagesEngine Cooling SystembachayadavNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Session 4Document21 pagesSession 4Dikshant LalNo ratings yet
- 17 NovemberDocument3 pages17 NovemberAMH_DocsNo ratings yet
- The E Myth RevisitedDocument8 pagesThe E Myth Revisitednasir.shahid75% (4)
- Full Pitbull ContractDocument11 pagesFull Pitbull Contract10News WTSPNo ratings yet
- Information Sheet 3.1 Media Decision Learning Objectives: Page - 1Document4 pagesInformation Sheet 3.1 Media Decision Learning Objectives: Page - 1Emelson VertucioNo ratings yet
- 2012 Bhanot PDFDocument7 pages2012 Bhanot PDFRahmiNo ratings yet
- HKB Mar2014 StartupsDocument4 pagesHKB Mar2014 StartupsCasey LauNo ratings yet
- Brett McFallDocument31 pagesBrett McFalljano0% (1)
- Presentation-Customer Attitude Towards The Male Grooming Product in IndiaDocument36 pagesPresentation-Customer Attitude Towards The Male Grooming Product in Indiaidrisi100% (1)
- Orange Future of Football Report 2008Document13 pagesOrange Future of Football Report 2008avkoemanNo ratings yet
- How Cinthol became India's most trusted soap brandDocument2 pagesHow Cinthol became India's most trusted soap brandHardik MehtaNo ratings yet
- GM SchwarzkopfDocument14 pagesGM SchwarzkopfGeetanjali SinghNo ratings yet
- Hero Motocorp's Evolution as India's Leading Two-Wheeler BrandDocument26 pagesHero Motocorp's Evolution as India's Leading Two-Wheeler BrandapurvaapurvaNo ratings yet
- Tara Michelle Sisson: Personal ProfileDocument2 pagesTara Michelle Sisson: Personal ProfiletaramichellesNo ratings yet
- Syndicate 8 - Hierarchies of EffectsDocument10 pagesSyndicate 8 - Hierarchies of EffectsrizqighaniNo ratings yet
- Announcement, Advertisement, Invitation, Notice, WarningDocument7 pagesAnnouncement, Advertisement, Invitation, Notice, WarningRisa67% (3)
- Lesson Plan-There's No Place Like Home 15.06.13Document3 pagesLesson Plan-There's No Place Like Home 15.06.13ghluscuNo ratings yet
- Media Planning Multiple Choice QuestionsDocument37 pagesMedia Planning Multiple Choice QuestionsHuzaifa Aman AzizNo ratings yet
- Sample ResumeDocument2 pagesSample Resumerahulb88No ratings yet
- Google: Google Inc. Is An AmericanDocument22 pagesGoogle: Google Inc. Is An Americanmirroraccount1No ratings yet
- Kotler POM 13eDocument31 pagesKotler POM 13enirajmishraNo ratings yet
- The Power of Integrating Search, Email, and Social Media MarketingDocument6 pagesThe Power of Integrating Search, Email, and Social Media MarketingDrJay TrivediNo ratings yet
- Industry Analysis and PerformanceDocument18 pagesIndustry Analysis and PerformanceChyrra ALed ZuRc100% (1)
- Bai Sua Writing Table MixedDocument6 pagesBai Sua Writing Table MixedTú NguyễnNo ratings yet
- Report On Fast FoodDocument25 pagesReport On Fast Foodmujeebul_siddiquiNo ratings yet
- Branding UnboundDocument8 pagesBranding UnboundSohail HaiderNo ratings yet
- Ccna (Router Configurations)Document159 pagesCcna (Router Configurations)Sudhir MaherwalNo ratings yet
- De 3 Kiem Tra Avcn Unit 3 Products and Packaginggiao Trinh The Business 20 Intermediate CompressDocument10 pagesDe 3 Kiem Tra Avcn Unit 3 Products and Packaginggiao Trinh The Business 20 Intermediate Compress050609212146No ratings yet
- ANA 21st Century Marketing Manifesto BPG PDFDocument22 pagesANA 21st Century Marketing Manifesto BPG PDFDemand Metric100% (1)
- E2014 Ge1Document280 pagesE2014 Ge1Mohamed Rashid RaashiNo ratings yet