You might also like
- Duplex Stainless SteelDocument231 pagesDuplex Stainless Steelponnivalavans_994423No ratings yet
- Impact Toughness of The Duplex Stainless Steel SAF 2304, With HeatinG 1100-1300 CDocument9 pagesImpact Toughness of The Duplex Stainless Steel SAF 2304, With HeatinG 1100-1300 CwiNo ratings yet
- Detecting Harmful Phases in Duplex SteelDocument9 pagesDetecting Harmful Phases in Duplex SteelutreshwarmiskinNo ratings yet
- Heat-Resisting Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure VesselsDocument11 pagesHeat-Resisting Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure VesselsJosé Ramón GutierrezNo ratings yet
- WPS PqrchecklistDocument1 pageWPS PqrchecklistrodofgodNo ratings yet
- New 2018 Version of ASTM E74 Standard Explained Webinar PDFDocument70 pagesNew 2018 Version of ASTM E74 Standard Explained Webinar PDFrobert0% (1)
- Calibration of Force-Measuring Instruments For Verifying The Force Indication of Testing MachinesDocument12 pagesCalibration of Force-Measuring Instruments For Verifying The Force Indication of Testing MachinesFernando RosalesNo ratings yet
- A358 PDFDocument6 pagesA358 PDFwiNo ratings yet
- A480 PDFDocument22 pagesA480 PDFwiNo ratings yet
- A 999 PDFDocument10 pagesA 999 PDFmilecsaNo ratings yet
- Calibration of Force-Measuring Instruments For Verifying The Force Indication of Testing MachinesDocument12 pagesCalibration of Force-Measuring Instruments For Verifying The Force Indication of Testing MachinesFernando RosalesNo ratings yet
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDocument8 pagesSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubeswiNo ratings yet
- TOFD PA Procedure For 301 PDFDocument49 pagesTOFD PA Procedure For 301 PDFwiNo ratings yet
- AWS D10 4 86R Recommended Practices PDFDocument44 pagesAWS D10 4 86R Recommended Practices PDFwi100% (1)
- Brittle Fracture of Carbon Steel Piping During Hydrostatic TestingDocument4 pagesBrittle Fracture of Carbon Steel Piping During Hydrostatic TestingSH1961No ratings yet
- SWX - 110 Iso 14174Document4 pagesSWX - 110 Iso 14174wiNo ratings yet
- Snt-Tc-1a 2006 PDFDocument38 pagesSnt-Tc-1a 2006 PDFAnonymous 4cC6LKB100% (1)
- Asnt-Tc1a Cambios PDFDocument20 pagesAsnt-Tc1a Cambios PDFwiNo ratings yet
- Techalloy 276 ERNiCrMo-4Document2 pagesTechalloy 276 ERNiCrMo-4wiNo ratings yet
- 0455e - Welding Inspector Visual Acuity Record PDFDocument1 page0455e - Welding Inspector Visual Acuity Record PDFAbu HanifaNo ratings yet
- General PA Procedure For Detection and SizingDocument46 pagesGeneral PA Procedure For Detection and Sizingwi100% (5)
- 0301e - Guidebook For Inspectors - 2018-3Document6 pages0301e - Guidebook For Inspectors - 2018-3FranciscoNo ratings yet
- Inconel 622 Ernicrmo-10 Uns n06022Document1 pageInconel 622 Ernicrmo-10 Uns n06022wiNo ratings yet
- Hobart Subarc Catalog PDFDocument92 pagesHobart Subarc Catalog PDFAlessandro sergio de souzaNo ratings yet
- Effect of PH, Temperature and Chloride Concentrations 316lDocument17 pagesEffect of PH, Temperature and Chloride Concentrations 316lwiNo ratings yet
- Subarc For Structurals SAW TwinsDocument5 pagesSubarc For Structurals SAW TwinswiNo ratings yet
- FMC 276Document1 pageFMC 276wiNo ratings yet
- ASME Section VIII Div. 1 Pressure Vessel Inspection GuideDocument47 pagesASME Section VIII Div. 1 Pressure Vessel Inspection GuideTayfunwNo ratings yet
- Hobart Subarc CatalogDocument2 pagesHobart Subarc CatalogwiNo ratings yet
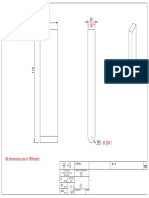
- BendTestJig UpperBody 1 PDFDocument1 pageBendTestJig UpperBody 1 PDFwiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CG70Document2 pagesCG70Jawwad AhmedNo ratings yet
- DW-PF522 User ManualDocument148 pagesDW-PF522 User Manualสุมิตตา อ่อนมั่งคง100% (2)
- Vivid E90 Ultra Edition ProbeGuide JB80426XXDocument5 pagesVivid E90 Ultra Edition ProbeGuide JB80426XXTalib SaadNo ratings yet
- NCLEX Review Oncology NursingDocument14 pagesNCLEX Review Oncology NursingKilwa Diehard100% (5)
- Diagnosis of Fluid Overload: From Conventional To Contemporary ConceptsDocument14 pagesDiagnosis of Fluid Overload: From Conventional To Contemporary Conceptsbenitez1228No ratings yet
- Restart Your Life at Lanserhof LansDocument41 pagesRestart Your Life at Lanserhof LansKaye Reyes-HapinNo ratings yet
- Validation of The Placenta Accreta Index (PAI) - Improving The Antenatal Diagnosis of The Morbidly Adherent PlacentaDocument2 pagesValidation of The Placenta Accreta Index (PAI) - Improving The Antenatal Diagnosis of The Morbidly Adherent PlacentaOmpNo ratings yet
- User Manual of Chison I7Document136 pagesUser Manual of Chison I7pedropc100% (2)
- Ultrasound Contrast Media AgentsDocument20 pagesUltrasound Contrast Media Agentspri_292No ratings yet
- Portfolio ResumeDocument3 pagesPortfolio Resumeapi-249927588No ratings yet
- Breast Diseases: Detection and Physical ExamDocument22 pagesBreast Diseases: Detection and Physical ExamnicewanNo ratings yet
- (2016) Small Animal Abdominal Ultrasonography Liver & GallBladder - Part 1Document7 pages(2016) Small Animal Abdominal Ultrasonography Liver & GallBladder - Part 1ludiegues752100% (1)
- Sonography Principles and Instruments 9th Edition Kremkau Test BankDocument33 pagesSonography Principles and Instruments 9th Edition Kremkau Test Banktuandodelgian100% (11)
- Ecografo Mindray DC 40 CatalogoDocument4 pagesEcografo Mindray DC 40 CatalogoCegnos TemucoNo ratings yet
- Ultrasonic Doppler Shift MethodDocument4 pagesUltrasonic Doppler Shift Methodguru.rjpm67% (3)
- Manual de Operacion de Dakota MVX (001-016)Document16 pagesManual de Operacion de Dakota MVX (001-016)FIVER ALEXNo ratings yet
- Biliary Atresia:: Color Doppler US Findings in Neonates and InfantsDocument8 pagesBiliary Atresia:: Color Doppler US Findings in Neonates and InfantsAdietz satyaNo ratings yet
- Sa 435Document4 pagesSa 435Widya widyaNo ratings yet
- 2015 Article 91Document7 pages2015 Article 91Karel ZertucheNo ratings yet
- 1 Maternity Nursing NCLEX Practice Questions 50Document10 pages1 Maternity Nursing NCLEX Practice Questions 50Ariadnejenn Pepito BerameNo ratings yet
- Basics of Functional Echocardiography in Children and NeonatesDocument13 pagesBasics of Functional Echocardiography in Children and Neonatestigtigrai49No ratings yet
- Chorionic Bump in First-Trimester Sonography: SciencedirectDocument6 pagesChorionic Bump in First-Trimester Sonography: SciencedirectEdward EdwardNo ratings yet
- Ultrasound Velocity in LiquidsDocument8 pagesUltrasound Velocity in LiquidsAndrea EspinosaNo ratings yet
- MicroMaxx 3.3 UG ENG P06435-02B e 1 - 1Document200 pagesMicroMaxx 3.3 UG ENG P06435-02B e 1 - 1Waheed MidoNo ratings yet
- Congenital Cataracts DucklingsDocument4 pagesCongenital Cataracts DucklingsesthergiselaNo ratings yet
- Knobology 01 2010Document41 pagesKnobology 01 2010ashaNo ratings yet
- Case 2 8 Ultrasound Machines India China and A Skewed Sex RatioDocument3 pagesCase 2 8 Ultrasound Machines India China and A Skewed Sex RatioMickeyNo ratings yet
- Ecografo Aloka Modelo SSD-3500Document34 pagesEcografo Aloka Modelo SSD-3500EmilioPerezBallesterosNo ratings yet
- Seeing is Believing...Proven Advanced Imaging Technologies and SolutionsDocument10 pagesSeeing is Believing...Proven Advanced Imaging Technologies and SolutionsHamzach111 ChNo ratings yet
- 2017 Vet Clinic Equipment Pricelist From YuesenmedDocument24 pages2017 Vet Clinic Equipment Pricelist From YuesenmedVictor TomalaNo ratings yet