You might also like
- Siemens808dfresadora 160620032150Document69 pagesSiemens808dfresadora 160620032150Pedro Castro100% (2)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209From EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209No ratings yet
- Practica 1 Manual de Configuracion WinUnisoft.Document16 pagesPractica 1 Manual de Configuracion WinUnisoft.Luis Fernando Muñoz UrbinaNo ratings yet
- Mantenimiento ModificativoDocument10 pagesMantenimiento ModificativoMiguelNo ratings yet
- Paso A Paso Minimo ResumenDocument1 pagePaso A Paso Minimo ResumenJose Luis Prieto BenitoNo ratings yet
- Calculadora de EngranajesDocument22 pagesCalculadora de EngranajesJose SantaNo ratings yet
- Curso CNC Gsk980tdDocument40 pagesCurso CNC Gsk980tdEzequiel BohemiNo ratings yet
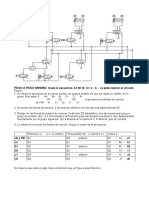
- Practica 3 - Metodo de CascadaDocument3 pagesPractica 3 - Metodo de CascadaMarioSolisNo ratings yet
- Centro de maquinado CNCDocument121 pagesCentro de maquinado CNCTamez Viera Roberto0% (1)
- SoldaduraDocument6 pagesSoldaduraDavid AlmeidaNo ratings yet
- Manual de Prácticas 2 Cero MaquinaDocument8 pagesManual de Prácticas 2 Cero MaquinaCarlos Alfredo Diaz HernandezNo ratings yet
- Diseño molde inyección pieza automotrizDocument6 pagesDiseño molde inyección pieza automotrizMaicolAndresOchoaAcevedoNo ratings yet
- 3.1 Expo. Operaciones de TroqueladoDocument23 pages3.1 Expo. Operaciones de TroqueladoAudemars PiguetNo ratings yet
- CNC-EJERCICIOS-FRESADO-TALADRADO-RIMADODocument12 pagesCNC-EJERCICIOS-FRESADO-TALADRADO-RIMADOMecanizado SenaNo ratings yet
- RoscadoDocument48 pagesRoscadoJose Luis RomeroNo ratings yet
- Mecanizado de un eje mediante el Ciclo Fijo G71 en el Torno CNC serie KNC-50GDocument15 pagesMecanizado de un eje mediante el Ciclo Fijo G71 en el Torno CNC serie KNC-50GLuis MuyulemaNo ratings yet
- Práctica de Corte Por LáserDocument10 pagesPráctica de Corte Por LáserJESUSNo ratings yet
- Actividad 2 CAD-CAM - José Luis EscalanteDocument13 pagesActividad 2 CAD-CAM - José Luis EscalanteJl EscalanteNo ratings yet
- Esmeriladora FinalDocument10 pagesEsmeriladora FinalAndy JhosmárNo ratings yet
- CNC 8025 GP, M, MS manuales actualizadosDocument420 pagesCNC 8025 GP, M, MS manuales actualizadoschusba0% (1)
- Calculos de Fresado de Piezas PDFDocument35 pagesCalculos de Fresado de Piezas PDFRichard ArizagaNo ratings yet
- Clase 1-Herramientas de MedicionDocument104 pagesClase 1-Herramientas de MedicionPablo GadeaNo ratings yet
- Corokey 2007 Español ComprimidoDocument213 pagesCorokey 2007 Español ComprimidoDiego AllendesNo ratings yet
- Pieza Torno de CN PDFDocument3 pagesPieza Torno de CN PDFLuismi Nano100% (1)
- Pate V Cap 18 (Fundamentos de Manufactura Moderna Mikell-P-Groover 3era ED)Document12 pagesPate V Cap 18 (Fundamentos de Manufactura Moderna Mikell-P-Groover 3era ED)David Barrera RamirezNo ratings yet
- Laboratorio C.N.CDocument14 pagesLaboratorio C.N.CAngie Melissa Cardenas BenavidesNo ratings yet
- Post-procesador Romi C420 genera códigos GDocument127 pagesPost-procesador Romi C420 genera códigos Gisaac crespo0% (1)
- Parcial Neumática 3Document6 pagesParcial Neumática 3Yessica ZapataNo ratings yet
- Mantenimiento Indtrial Area de MaquinadosDocument15 pagesMantenimiento Indtrial Area de MaquinadosEsteban AldapeNo ratings yet
- 1 CNCDocument165 pages1 CNCGabrielNo ratings yet
- AHD1 Parte 1Document47 pagesAHD1 Parte 1alex aquinoNo ratings yet
- Operacion CMV Leadwell V30Document26 pagesOperacion CMV Leadwell V30Jhon ValdiviezoNo ratings yet
- Clase 3Document222 pagesClase 3CarlosAlbertoMestasEscarcenaNo ratings yet
- Presentacion Maquinas CNCDocument19 pagesPresentacion Maquinas CNCGenaro CoronelNo ratings yet
- Diseño Utilajes T1Document12 pagesDiseño Utilajes T1HAROLD LUCIANO MARTINEZ FERNANDEZNo ratings yet
- 07 Fresado de ContornosDocument29 pages07 Fresado de ContornosFREDY G. HUILLCA CHECCORINo ratings yet
- Ajustes y ToleranciasDocument88 pagesAjustes y ToleranciasJuan David DiazNo ratings yet
- Manual Fresadora CNC SinumerikDocument59 pagesManual Fresadora CNC SinumerikJose Antonio Lopez Castro100% (1)
- Presentacion Torno CDocument149 pagesPresentacion Torno CcarmelotomasNo ratings yet
- Programación CNC de la pieza 8Document22 pagesProgramación CNC de la pieza 8Borja Magdaleno AntepazoNo ratings yet
- Practicas para El Torno CNCDocument16 pagesPracticas para El Torno CNCOttmar ObregónNo ratings yet
- Diseño de moldes y sistemas de alimentaciónDocument38 pagesDiseño de moldes y sistemas de alimentaciónAntonio Humberto Egoávil MalmaNo ratings yet
- Tecnologia Torno CNC - 2Document56 pagesTecnologia Torno CNC - 2cmitjaNo ratings yet
- Practica Win Uni SoftDocument26 pagesPractica Win Uni SoftJosean CabNo ratings yet
- Manual Sistemas CAM CNC 2010Document42 pagesManual Sistemas CAM CNC 2010Lazaro Jose100% (1)
- Fresadora PractDocument15 pagesFresadora PractFrancisco Jiménez AlejandroNo ratings yet
- Funcion GDocument10 pagesFuncion GwrdnNo ratings yet
- Informe Plomada CompletoDocument16 pagesInforme Plomada CompletoEdwin ReveloNo ratings yet
- Informe Codigos GDocument26 pagesInforme Codigos GByron Montero0% (1)
- Codigo MDocument47 pagesCodigo MIsacCoaritaCasaniNo ratings yet
- Ejercicio Avanzado Fresado-MTS-IsO ExtendedDocument10 pagesEjercicio Avanzado Fresado-MTS-IsO ExtendedRicardo Salamanca EspejoNo ratings yet
- Manual de Apuntes Rectificado 2022Document84 pagesManual de Apuntes Rectificado 2022Mariajose HernandezNo ratings yet
- Prueba de Entrada - Jheremy Mendizabal SalasDocument13 pagesPrueba de Entrada - Jheremy Mendizabal SalasBuynow BuynowNo ratings yet
- Informe Del Cuestionario y PreguntasDocument19 pagesInforme Del Cuestionario y PreguntasAlexander Pozo Rosero DHNo ratings yet
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Document6 pagesTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Julio C. Camargo Santos100% (2)
- Soldadura Por Fricción 1Document11 pagesSoldadura Por Fricción 1Jorge GomezNo ratings yet
- Desarrollo de circuitos neumáticos mediante FluidsimDocument6 pagesDesarrollo de circuitos neumáticos mediante FluidsimAngel DanNo ratings yet
- Torno CNCDocument35 pagesTorno CNCmemo4861100% (2)
- Manual de Operacion Del Torno CTX 210 GILDEMASTER Con Controlador SIMIENS Sinumerik 840DDocument77 pagesManual de Operacion Del Torno CTX 210 GILDEMASTER Con Controlador SIMIENS Sinumerik 840Djuliogomez008No ratings yet
- (Muy Bueno) FI Manual Torno CNC Ual 2012 2013Document42 pages(Muy Bueno) FI Manual Torno CNC Ual 2012 2013Linux ManNo ratings yet
- Origen Del Término LogisticaDocument2 pagesOrigen Del Término LogisticaAlonso JassoNo ratings yet
- Cim ClaseDocument28 pagesCim ClaseCarlos Alba GomezNo ratings yet
- Examen MarceDocument1 pageExamen MarceAlonso JassoNo ratings yet
- BCADocument9 pagesBCARolando Jose RugamaNo ratings yet
- Alfredo (Prototipo)Document8 pagesAlfredo (Prototipo)Alonso JassoNo ratings yet
- La Física Di HarinaDocument1 pageLa Física Di HarinaAlonso JassoNo ratings yet
- Fametratamientostermicosdelcobreysusaleaciones 101210021400 Phpapp02Document25 pagesFametratamientostermicosdelcobreysusaleaciones 101210021400 Phpapp02Alonso JassoNo ratings yet
- Volumen 02 Modulo Fresadora PDFDocument182 pagesVolumen 02 Modulo Fresadora PDFjhonnyNo ratings yet
- Proyecto de Ley de Armas de La Republica DominicanaDocument73 pagesProyecto de Ley de Armas de La Republica DominicanaMiguel Angel Jimenez BlandinoNo ratings yet
- Taller de Mediciones Metrología DimensionalDocument32 pagesTaller de Mediciones Metrología DimensionalYilberto TrujilloNo ratings yet
- Curso de SolidWorks (Parte 1)Document108 pagesCurso de SolidWorks (Parte 1)Luis CeronNo ratings yet
- Pie de Rey 2do ExperimentoDocument6 pagesPie de Rey 2do ExperimentoJulio Sandoval CandiottiNo ratings yet
- G74 - RANURADO PROFUNDO EN CARA FINAL (Taladrado/Ranurado) : G74 R - G74 X - Z - P - Q - R - FDocument2 pagesG74 - RANURADO PROFUNDO EN CARA FINAL (Taladrado/Ranurado) : G74 R - G74 X - Z - P - Q - R - FClaudio Cordero RamírezNo ratings yet
- Pie de Rey o CalibreDocument18 pagesPie de Rey o CalibreJuan Antonio Luque AguirreNo ratings yet
- Balistica ForenseDocument65 pagesBalistica ForenseRoxel VenegasNo ratings yet
- Uso seguro de herramientas manuales y eléctricasDocument25 pagesUso seguro de herramientas manuales y eléctricasSupport Brigades AcademyNo ratings yet
- 2017-RC08C-User Manual-ES PDFDocument8 pages2017-RC08C-User Manual-ES PDFMario CastroNo ratings yet
- S1int PDFDocument5 pagesS1int PDFCARLOS PRUDENCIO DE GRACIANo ratings yet
- Lista de Precios Fanainox-Record-Cavegas Con Fotos Junio 2023Document12 pagesLista de Precios Fanainox-Record-Cavegas Con Fotos Junio 2023Sanifer 15No ratings yet
- Tornillos Linea Acero InoxidableDocument31 pagesTornillos Linea Acero InoxidableEdwin RodriguezNo ratings yet
- Mecanica de Banco 1 PDFDocument29 pagesMecanica de Banco 1 PDFCarmens RNo ratings yet
- Centrado y nivelado de equipos topográficosDocument15 pagesCentrado y nivelado de equipos topográficosWilinton CorreaNo ratings yet
- C - Maquinaria y Equipo - Diccionario Inglés - EspañolDocument2 pagesC - Maquinaria y Equipo - Diccionario Inglés - EspañolYuum K'ak Náab PTNo ratings yet
- Maquinas HerramientasDocument12 pagesMaquinas HerramientasNucleo De Gestión Educativa La BreaNo ratings yet
- Modulo 3Document18 pagesModulo 3Roberto RoblesNo ratings yet
- Battioni Pagani WPT PumpsDocument32 pagesBattioni Pagani WPT PumpsPraveenNo ratings yet
- Glosario BalísticoDocument3 pagesGlosario BalísticoQuímico Rodrigo Martínez RangelNo ratings yet
- 1262 Manual Practico de Caja de Cambios Telligent y Powershift Manual Pra Ctico de Caja de Cambios Telligent y PowershiftDocument68 pages1262 Manual Practico de Caja de Cambios Telligent y Powershift Manual Pra Ctico de Caja de Cambios Telligent y PowershiftBernardo Oliva93% (28)
- Avance Del Fusil g3Document17 pagesAvance Del Fusil g3ANDERSON ISAAC VALLEJOS QUIROZNo ratings yet
- Armamento MenorDocument18 pagesArmamento MenorYeyson Stiwar-DmNo ratings yet
- Resumen Tren Fuerza 1Document15 pagesResumen Tren Fuerza 1Galo OrralaNo ratings yet
- Rectificadora Cilindrica UniversalDocument6 pagesRectificadora Cilindrica Universalwpcalle50% (2)
- Balistica ForenseDocument132 pagesBalistica ForenseAraira M. GonzálezNo ratings yet
- Tareas de taller mecánicoDocument16 pagesTareas de taller mecánicoLuisEnriqueCarbajalHuisaNo ratings yet
- Fresado Helicoidal 1Document15 pagesFresado Helicoidal 1Angel Gustavo Núñez RamosNo ratings yet
- Detalle Cruce de Canal Pe-21-147Document1 pageDetalle Cruce de Canal Pe-21-147Robert Mirko Reyes SaavedraNo ratings yet
- Costos Unitarios SanitariasDocument36 pagesCostos Unitarios SanitariasMarco CBNo ratings yet