You might also like
- Oerlikon Manmade Fibers Teknoweb MedienmitteilungDocument3 pagesOerlikon Manmade Fibers Teknoweb MedienmitteilungVenkat PrasannaNo ratings yet
- Process Parameters in SimplexDocument3 pagesProcess Parameters in SimplexTanvir Alam100% (5)
- NE 30s CM UsterStatistics2018 - 2021-04-21 - 14-00-17Document2 pagesNE 30s CM UsterStatistics2018 - 2021-04-21 - 14-00-17Venkat PrasannaNo ratings yet
- 80s Compact QualityDocument3 pages80s Compact QualityVenkat PrasannaNo ratings yet
- Achieving 99% Utilization in SpinningDocument2 pagesAchieving 99% Utilization in SpinningVenkat PrasannaNo ratings yet
- PSG College of Arts & Science Coimbatore - 641 104Document8 pagesPSG College of Arts & Science Coimbatore - 641 104Venkat PrasannaNo ratings yet
- FactSheet Fiber Yarn Ring SpinningProcessing PDF PDFDocument7 pagesFactSheet Fiber Yarn Ring SpinningProcessing PDF PDFVenkat PrasannaNo ratings yet
- TC 20efDocument2 pagesTC 20efVenkat PrasannaNo ratings yet
- Charlie ChaplinDocument27 pagesCharlie ChaplinVenkat PrasannaNo ratings yet
- JEE (Advanced) 2017Document1 pageJEE (Advanced) 2017Venkat PrasannaNo ratings yet
- 12 Survey ReportDocument76 pages12 Survey ReportVidush Mukesh Singh ChauhanNo ratings yet
- Andavan Kattalai RajinikanthDocument40 pagesAndavan Kattalai RajinikanthVenkat PrasannaNo ratings yet
- Barre Causes and PreventionDocument19 pagesBarre Causes and PreventionReal SheriffNo ratings yet
- Cost Structures of Comparable Rotor-Spun and Ring-Spun Yarns - RieterDocument3 pagesCost Structures of Comparable Rotor-Spun and Ring-Spun Yarns - RieterVenkat Prasanna100% (1)
- Fees Circular Jan-May 2016Document5 pagesFees Circular Jan-May 2016Venkat PrasannaNo ratings yet
- IIT Madras Fees - IIT Madras Scholarships - IIT Chennai Fee StructuresDocument6 pagesIIT Madras Fees - IIT Madras Scholarships - IIT Chennai Fee StructuresVenkat PrasannaNo ratings yet
- Calender Roller Weighting PDFDocument1 pageCalender Roller Weighting PDFVenkat PrasannaNo ratings yet
- LRT PDFDocument8 pagesLRT PDFVenkat PrasannaNo ratings yet
- Asg enDocument2 pagesAsg enVenkat PrasannaNo ratings yet
- Energy SavingDocument2 pagesEnergy SavingVenkat PrasannaNo ratings yet
- What Happened in JapanDocument5 pagesWhat Happened in JapanVenkat PrasannaNo ratings yet
- LMW Recommendation in Instruction Manual R 123 - New RecommendationDocument2 pagesLMW Recommendation in Instruction Manual R 123 - New RecommendationVenkat PrasannaNo ratings yet
- Top Courses After 12th Science (Job & Salary-Wise)Document13 pagesTop Courses After 12th Science (Job & Salary-Wise)Venkat PrasannaNo ratings yet
- Fee Structure For 1st Sem 2016-17-1Document8 pagesFee Structure For 1st Sem 2016-17-1Venkat PrasannaNo ratings yet
- TamilDocument1 pageTamilVenkat PrasannaNo ratings yet
- Settings in Carding For Different Grades of Cotton PDFDocument3 pagesSettings in Carding For Different Grades of Cotton PDFVenkat PrasannaNo ratings yet
- Average YSP and RMC - For Home PageDocument2 pagesAverage YSP and RMC - For Home PageVenkat PrasannaNo ratings yet
- AR Physical Properties of Sun Yarns 01Document36 pagesAR Physical Properties of Sun Yarns 01Neeraj BhardwajNo ratings yet
- KolukkumalaiDocument5 pagesKolukkumalaiVenkat PrasannaNo ratings yet
- Fiitjee Solutions Jee Main 2016Document31 pagesFiitjee Solutions Jee Main 2016TanujNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CERT Basic Training Participant Manual - 2011Document332 pagesCERT Basic Training Participant Manual - 2011jegodfreyNo ratings yet
- MSC Syllabus AllDocument13 pagesMSC Syllabus AllOmSilence2651No ratings yet
- Oil Safety Data SheetDocument19 pagesOil Safety Data Sheetemailsepamku gorgomNo ratings yet
- Nokia N97 User Guide: 9221217 Issue 2.0Document76 pagesNokia N97 User Guide: 9221217 Issue 2.0Boris CavarNo ratings yet
- Dcom QuestionDocument3 pagesDcom Questionsushant sahooNo ratings yet
- 3.1 From Algae To Terrestrial Plants-Student SheetDocument2 pages3.1 From Algae To Terrestrial Plants-Student Sheeteshaaljamal27No ratings yet
- Li-ION Battery Charger FeaturesDocument2 pagesLi-ION Battery Charger Featureshariyadi aryoNo ratings yet
- 5.case Study: Effects of Homeopathic Medicines in AdultsDocument2 pages5.case Study: Effects of Homeopathic Medicines in AdultsAMEEN ARTSNo ratings yet
- VGHV NBV GH fc7fvbn BN NGCJHGDocument16 pagesVGHV NBV GH fc7fvbn BN NGCJHGRahul GNo ratings yet
- L4004N - 0920 - Nilfisk - Robotic-brochure-Liberty SC60Document12 pagesL4004N - 0920 - Nilfisk - Robotic-brochure-Liberty SC60Lucianderson Marques FerreiraNo ratings yet
- Diesel HatchbackDocument14 pagesDiesel HatchbackloganathprasannaNo ratings yet
- Geotechnical Elements and Models in OpenSeesDocument21 pagesGeotechnical Elements and Models in OpenSeesUmut AkınNo ratings yet
- Life Below WaterDocument10 pagesLife Below Watertrisha sobito0% (1)
- 100kw TSP Agenitor-404b Biogas 60-hz 480v En-827879Document9 pages100kw TSP Agenitor-404b Biogas 60-hz 480v En-827879Julian BarreraNo ratings yet
- Fundamentals of VolleyballDocument2 pagesFundamentals of VolleyballLawrence CezarNo ratings yet
- Tracking sports training efficiency with surface EMGDocument8 pagesTracking sports training efficiency with surface EMGsdjuknicNo ratings yet
- Steel StaircaseDocument17 pagesSteel StaircaseKarthick CrazeiNo ratings yet
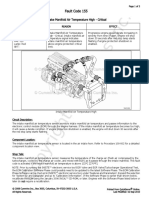
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocument3 pagesFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- SXMDocument7 pagesSXMLi NearNo ratings yet
- Gold Grade of Epithermal Gold Ore at Lamuntet, Brang Rea, West Sumbawa District, West Nusa Tenggara Province, IndonesiaDocument10 pagesGold Grade of Epithermal Gold Ore at Lamuntet, Brang Rea, West Sumbawa District, West Nusa Tenggara Province, Indonesiasukri arjunaNo ratings yet
- Australian 9 Grade Physics Lesson 1Document32 pagesAustralian 9 Grade Physics Lesson 1binoyrajcrNo ratings yet
- Pd3c CV Swa (22kv)Document2 pagesPd3c CV Swa (22kv)เต่า วีไอNo ratings yet
- Operator Manual T2100-ST2 - ST1Document50 pagesOperator Manual T2100-ST2 - ST1Nurul FathiaNo ratings yet
- TICSA - Diesel Uno Petroleos Guatemala (13.01.23)Document1 pageTICSA - Diesel Uno Petroleos Guatemala (13.01.23)Luis M LópezNo ratings yet
- LirikDocument537 pagesLirikMuhamad Iqbal FahmiNo ratings yet
- Astrological Terms A-ZDocument63 pagesAstrological Terms A-Zmahadp08100% (1)
- Carte Automatic TransmissionsDocument20 pagesCarte Automatic TransmissionsGigelNo ratings yet
- NQ-NQM Panelboards and Qonq Load Centers Information Manual 80043-712-06 Rev.02 06-2015 2 PiezasDocument144 pagesNQ-NQM Panelboards and Qonq Load Centers Information Manual 80043-712-06 Rev.02 06-2015 2 PiezasNadia EspinozaNo ratings yet
- Module 6 - FormworksDocument8 pagesModule 6 - FormworksAldrich Francis Ortiz Peñaflor100% (1)
- DUB01CB Eng PDFDocument4 pagesDUB01CB Eng PDFAnonymous hj273CMNo ratings yet