You might also like
- PFMEA at Wave Soldering-21 Dec 2016Document50 pagesPFMEA at Wave Soldering-21 Dec 2016arum100% (1)
- Improving Your Wave Soldering: TechnologiesDocument44 pagesImproving Your Wave Soldering: TechnologiesCrina100% (1)
- Electrovert Electra Operation ManualDocument170 pagesElectrovert Electra Operation ManualAngerhouse50% (2)
- Ansi Esd s8.1-2021符号Document13 pagesAnsi Esd s8.1-2021符号cdming100% (1)
- Ersa ETS 250: Compact Wave Soldering System For Professional Production of Small and Medium Scale SeriesDocument2 pagesErsa ETS 250: Compact Wave Soldering System For Professional Production of Small and Medium Scale SeriesSitaram Tilekar100% (1)
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (1)
- Productivity and EcononyDocument69 pagesProductivity and EcononyVijayan MunuswamyNo ratings yet
- Limus: The Best Urea Protection For Optimal Plant NutritionDocument2 pagesLimus: The Best Urea Protection For Optimal Plant NutritionRick RasenbergNo ratings yet
- FCE345 Highway MaterialsDocument43 pagesFCE345 Highway Materialsjava nameNo ratings yet
- Improving Wave Soldering MachineDocument49 pagesImproving Wave Soldering MachinedangmiuNo ratings yet
- ANSI ESD S20.20 The Next GenerationDocument10 pagesANSI ESD S20.20 The Next Generationtl xNo ratings yet
- Wave Troubleshooting GuideDocument18 pagesWave Troubleshooting GuideVinceDeSilvaNo ratings yet
- DMAIC Approach Improves PCB Screening Process Sigma LevelDocument9 pagesDMAIC Approach Improves PCB Screening Process Sigma Levelrogers4759No ratings yet
- Navigating Automotive Al Anodizing StandardsDocument17 pagesNavigating Automotive Al Anodizing StandardsMereddy Sunil Kumar ReddyNo ratings yet
- ABB IRC5 Motion+Functions+and+Events+World+Zones+3HAC18152 1Document54 pagesABB IRC5 Motion+Functions+and+Events+World+Zones+3HAC18152 1inigo17No ratings yet
- Noreast Autoweld System Corporate PresentationDocument78 pagesNoreast Autoweld System Corporate Presentationravi00098No ratings yet
- STT Lincoln Electric Miskei ZoltanDocument30 pagesSTT Lincoln Electric Miskei ZoltanHrvoje JakoplićNo ratings yet
- Parameters Submerged Arc Welding HandbookDocument4 pagesParameters Submerged Arc Welding HandbookOur SalahEddine100% (1)
- Cto WeldingDocument32 pagesCto WeldingespluisjavierNo ratings yet
- Welding Recommendation TS890Document2 pagesWelding Recommendation TS890max_powerNo ratings yet
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (2)
- Control of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanDocument8 pagesControl of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanSadhasivam VeluNo ratings yet
- X52Document16 pagesX52cj_kamNo ratings yet
- TD WSP 2006 PDFDocument5 pagesTD WSP 2006 PDFbehzadNo ratings yet
- Chipbonder BasicsDocument53 pagesChipbonder Basicsekasurya2012No ratings yet
- Pressure Vessel Code Asme Section IxDocument132 pagesPressure Vessel Code Asme Section IxImane KhammouriNo ratings yet
- Micro Plasma Arc WeldingDocument5 pagesMicro Plasma Arc WeldingJigar ChaudharyNo ratings yet
- WPS - Welding Instruction - FUCHSDocument23 pagesWPS - Welding Instruction - FUCHSShanoor ASNo ratings yet
- 08 Preheating, PWHT & Sand Blasting - PaintingDocument23 pages08 Preheating, PWHT & Sand Blasting - PaintingFasil ParuvanathNo ratings yet
- 4130wog0913 - Rev14Document3 pages4130wog0913 - Rev14Quality controller100% (1)
- 4.5×3.55mm Side Push Type (Surface Mount Type) : Sidepush With High Solder Strength & Tactile FeelingDocument3 pages4.5×3.55mm Side Push Type (Surface Mount Type) : Sidepush With High Solder Strength & Tactile FeelingshyhuNo ratings yet
- PWPS 013 PRDocument2 pagesPWPS 013 PRRenjith Gopan100% (1)
- Info - Butter WeldsDocument13 pagesInfo - Butter Weldssumeshchettiar100% (1)
- R of in Fine Welding With LaserDocument52 pagesR of in Fine Welding With LaserMaher ShehabNo ratings yet
- Harm Melker, Lincoln Submerged Arc Welding ...Document51 pagesHarm Melker, Lincoln Submerged Arc Welding ...Marinel1955No ratings yet
- Smootharc Elite MIG 330 Progress Pulse: BOC Technical Data SheetDocument2 pagesSmootharc Elite MIG 330 Progress Pulse: BOC Technical Data Sheetcamelod555No ratings yet
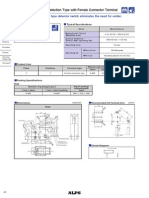
- High Operation Force, Low Contact Resistance Type (Surface Mount Type)Document3 pagesHigh Operation Force, Low Contact Resistance Type (Surface Mount Type)shyhuNo ratings yet
- Getting the Most Out of GMAW Welding ProcessesDocument29 pagesGetting the Most Out of GMAW Welding Processeswindsurferke007No ratings yet
- Underwater Welding GuideDocument20 pagesUnderwater Welding GuidePranay SudhanNo ratings yet
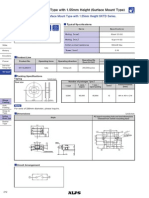
- Side Push Surface Mount Type With 1.55mm Height SKTD SeriesDocument3 pagesSide Push Surface Mount Type With 1.55mm Height SKTD SeriesshyhuNo ratings yet
- 60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningDocument3 pages60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningshyhuNo ratings yet
- Material Data Sheet NC 259 Sn100c Solder Paste Rev 1Document3 pagesMaterial Data Sheet NC 259 Sn100c Solder Paste Rev 1vkmsNo ratings yet
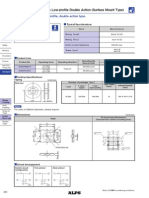
- Side Push Half-Mount Type With 1.6mm Height (Surface Mount Type)Document3 pagesSide Push Half-Mount Type With 1.6mm Height (Surface Mount Type)shyhuNo ratings yet
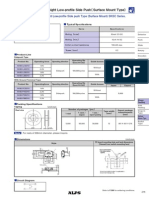
- 1.25mm Height Low-Profile Side Push Surface Mount TypeDocument3 pages1.25mm Height Low-Profile Side Push Surface Mount TypeshyhuNo ratings yet
- 5.2mm Square Low-Profile (Surface Mount Type)Document4 pages5.2mm Square Low-Profile (Surface Mount Type)shyhuNo ratings yet
- TACT Switch GuideDocument3 pagesTACT Switch GuideshyhuNo ratings yet
- Datasheet PDFDocument2 pagesDatasheet PDFAnonymous jKNubumNo ratings yet
- Weld RepireDocument91 pagesWeld RepireKapil ManloiNo ratings yet
- Enhanced P L A P: Olyimide Aminate ND RepregDocument4 pagesEnhanced P L A P: Olyimide Aminate ND Repregoutra_pessoaNo ratings yet
- Aramco Specific Evaluations For WeldingDocument6 pagesAramco Specific Evaluations For WeldingTrived MahankaliNo ratings yet
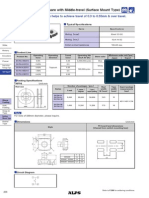
- 6.2mm Square With Middle-Travel (Surface Mount Type) : Rubber Stem Helps To Achieve Travel of 0.3 To 0.55mm & Over TravelDocument3 pages6.2mm Square With Middle-Travel (Surface Mount Type) : Rubber Stem Helps To Achieve Travel of 0.3 To 0.55mm & Over TravelshyhuNo ratings yet
- Critical To Quality in Welding-1Document29 pagesCritical To Quality in Welding-1aadmaadmNo ratings yet
- 40-character for detector switch documentDocument3 pages40-character for detector switch documentshyhuNo ratings yet
- 45mm Size Ring Type: Large Ring, Heavy Torque Device Perfect For Large Ring Knob DesignDocument3 pages45mm Size Ring Type: Large Ring, Heavy Torque Device Perfect For Large Ring Knob DesignshyhuNo ratings yet
- Quiet Type With 0.9mm Stroke (Surface Mount Type)Document3 pagesQuiet Type With 0.9mm Stroke (Surface Mount Type)shyhuNo ratings yet
- PV PIPE - CONNECTING OIL AND GASDocument2 pagesPV PIPE - CONNECTING OIL AND GASKyNo ratings yet
- Everything You Need to Know About WeldingDocument49 pagesEverything You Need to Know About WeldingproxywarNo ratings yet
- Tests According To IEC-En Standards (WAGO)Document11 pagesTests According To IEC-En Standards (WAGO)va3ttnNo ratings yet
- FAQ - Which Standards Stipulate Delay Time Before Inspecting WeldsDocument3 pagesFAQ - Which Standards Stipulate Delay Time Before Inspecting WeldsJessica JacksonNo ratings yet
- SKEGDocument4 pagesSKEGshyhuNo ratings yet
- Steel Melt Shop 2 Process .Document50 pagesSteel Melt Shop 2 Process .Rahul Pandey0% (2)
- Katalog GBDocument88 pagesKatalog GBMarcos Antonio SilvaNo ratings yet
- PCB Basics PDFDocument57 pagesPCB Basics PDFjtcostNo ratings yet
- Types of PCB and Wave SolderingDocument4 pagesTypes of PCB and Wave Solderingpuranamravinder100% (2)
- SolderingDocument13 pagesSolderingAlexandre Anderson AlvesNo ratings yet
- Wave SolderingDocument20 pagesWave SolderingDaniela RanisavNo ratings yet
- Workssheets - PHOTOSYNTHESIS - Cambridge CheckpointDocument6 pagesWorkssheets - PHOTOSYNTHESIS - Cambridge CheckpointEklavya GuptaNo ratings yet
- Problem Set 1: Dynamic Physics Problems/TITLEDocument3 pagesProblem Set 1: Dynamic Physics Problems/TITLEpeneNo ratings yet
- B Som and FM Lab ManualDocument101 pagesB Som and FM Lab ManualGANESH GOMATHINo ratings yet
- Youcai-Chenglong2017 Book PollutionControlAndResourceReuDocument447 pagesYoucai-Chenglong2017 Book PollutionControlAndResourceReuMartin DuarteNo ratings yet
- RedoxDocument30 pagesRedoxMelanie perez cortezNo ratings yet
- 02 Assignments MECDocument22 pages02 Assignments MECWillis ChekovNo ratings yet
- Yemigeba DocumentDocument78 pagesYemigeba DocumentDemelashNo ratings yet
- Cambridge International AS and A Level PhysicsDocument2 pagesCambridge International AS and A Level PhysicsnaylinaungNo ratings yet
- LubesDocument2 pagesLubesPeyman SazandehchiNo ratings yet
- Thermodynamic Process Simulation of The Digestion Unit in Iran Alumina RefineryDocument6 pagesThermodynamic Process Simulation of The Digestion Unit in Iran Alumina RefineryFarizan Rahmat ReksoprodjoNo ratings yet
- DP Chem Unit 3 PerodicityDocument5 pagesDP Chem Unit 3 PerodicityPatrick AbidraNo ratings yet
- Produced Water OverviewDocument86 pagesProduced Water Overviewsigit cahyonoNo ratings yet
- Recommendations for Lubricating Oil SelectionDocument7 pagesRecommendations for Lubricating Oil SelectionSergei KurpishNo ratings yet
- Free Damped VibrationsDocument7 pagesFree Damped VibrationsYob YnnosNo ratings yet
- Heat Loss PDFDocument2 pagesHeat Loss PDFJessica ZagitaNo ratings yet
- Astm D 6583 00 - Ensaio Padronizado Porosidade Camada de TintaDocument2 pagesAstm D 6583 00 - Ensaio Padronizado Porosidade Camada de TintaNara CamargoNo ratings yet
- B Pharmacy 2015Document114 pagesB Pharmacy 2015GalataNo ratings yet
- P131 Problem Set 1Document2 pagesP131 Problem Set 1TyNo ratings yet
- NSS Chemistry Part 15 Analytical Chemistry (Structural QuestionsDocument42 pagesNSS Chemistry Part 15 Analytical Chemistry (Structural QuestionsKelvinNgNo ratings yet
- VD-SEAL II Final Report2Document4 pagesVD-SEAL II Final Report2Arturo CordovaNo ratings yet
- Fan Et Al. - Solids Mixing - Ind. and Eng. Chemistry (1970) Vol 62 NR 7Document17 pagesFan Et Al. - Solids Mixing - Ind. and Eng. Chemistry (1970) Vol 62 NR 7BerndUmmeNo ratings yet
- Deet1-2 - Lab2 GRP3Document6 pagesDeet1-2 - Lab2 GRP3Jhay lambert MercadoNo ratings yet
- Ammonia and Urea Plants PDFDocument48 pagesAmmonia and Urea Plants PDFbenon100% (1)
- Acematt Ok 412Document1 pageAcematt Ok 412optimus_1404No ratings yet
- Effect of Temperature On Wind Forces On Tall Building Using Numerical Approach - Computational Fluid Dynamics (CFD)Document6 pagesEffect of Temperature On Wind Forces On Tall Building Using Numerical Approach - Computational Fluid Dynamics (CFD)Jay KasodariyaNo ratings yet
- General Chemistry Lab Qualitative Cation AnalysisDocument22 pagesGeneral Chemistry Lab Qualitative Cation AnalysisJaafar Al-AlusiNo ratings yet
- Buthelezi, Olaniran, Pillay. 2009. Turbidity and Microbial Load Removal From River Water Using Bioflocculants From Indigenous Bacteria IDocument7 pagesButhelezi, Olaniran, Pillay. 2009. Turbidity and Microbial Load Removal From River Water Using Bioflocculants From Indigenous Bacteria IAzb 711No ratings yet
- Chemistry of The Elements (2nd Edition)Document14 pagesChemistry of The Elements (2nd Edition)mycomiccityNo ratings yet