You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Oxford Science 9 Second Edition Victorian CurriculumDocument244 pagesOxford Science 9 Second Edition Victorian CurriculumOjasvi GULATI100% (1)
- Pamphlet 94 - Edition 5 - January 2018Document76 pagesPamphlet 94 - Edition 5 - January 2018Carlos Bermejo Alvarez100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Welding Metallurgy - Unit 12 - WEEK 11 PDFDocument3 pagesWelding Metallurgy - Unit 12 - WEEK 11 PDFDilipNo ratings yet
- Swing Arm Calculation and Analysis JournalDocument5 pagesSwing Arm Calculation and Analysis JournalBálají SèlvakümárNo ratings yet
- Lab 7 - BioeactorDocument43 pagesLab 7 - Bioeactornur athilahNo ratings yet
- Eucalyptus CamadulensisDocument12 pagesEucalyptus Camadulensismagdy edreesNo ratings yet
- Determination of Copper by AASDocument18 pagesDetermination of Copper by AASWan ShamNo ratings yet
- Aggregate Impact ValueDocument2 pagesAggregate Impact ValueYasir DharejoNo ratings yet
- CabinetcountresultsDocument44 pagesCabinetcountresultsRoman AunarioNo ratings yet
- Welcome To MY Presentation: Advanced Dyeing & PrintingDocument26 pagesWelcome To MY Presentation: Advanced Dyeing & PrintingShumi NaharNo ratings yet
- NMR: Theory - Chemistry LibreTexts PDFDocument32,767 pagesNMR: Theory - Chemistry LibreTexts PDFCrist John PastorNo ratings yet
- Refractories IP PDFDocument52 pagesRefractories IP PDFJarlys ZaniNo ratings yet
- Asm Comp TT Stainless SteelDocument33 pagesAsm Comp TT Stainless SteelmarriolavNo ratings yet
- Biogas From HuskDocument10 pagesBiogas From HuskRaghavendra Raghav0% (1)
- AVGFDocument56 pagesAVGFDhruv Shah0% (1)
- Smash 100 ECDocument12 pagesSmash 100 ECAmman BilleNo ratings yet
- Science Checkpoint Revision Y8Document16 pagesScience Checkpoint Revision Y8Mark ZuckerburgNo ratings yet
- Er MonitoringDocument8 pagesEr MonitoringAsma SedNo ratings yet
- There Are Three Main Groups of Resin:: Polyester ResinsDocument1 pageThere Are Three Main Groups of Resin:: Polyester ResinsmukeshNo ratings yet
- Grundfosliterature-836 - (PG 10,24-25)Document226 pagesGrundfosliterature-836 - (PG 10,24-25)anggun100% (1)
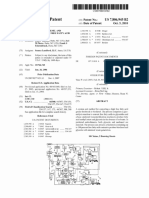
- United States Patent (10) Patent No.: US 7,806,945 B2: The To In... TDocument21 pagesUnited States Patent (10) Patent No.: US 7,806,945 B2: The To In... TesiNo ratings yet
- NV Pentosan Equine Injection SDS (Aug2016)Document5 pagesNV Pentosan Equine Injection SDS (Aug2016)MathiNo ratings yet
- Assessment of Drought Tolerance in Mung Bean Cultivarslines As Depicted by The Activities of Germination Enzymes, Seedling's Antioxidative Potential and Nutrient AcquisitionDocument33 pagesAssessment of Drought Tolerance in Mung Bean Cultivarslines As Depicted by The Activities of Germination Enzymes, Seedling's Antioxidative Potential and Nutrient AcquisitionFaisal ShehzadNo ratings yet
- Cake ResistanceDocument2 pagesCake ResistanceHossein NajafiNo ratings yet
- Chemical Equilibrium (Reversible Reactions)Document22 pagesChemical Equilibrium (Reversible Reactions)Anthony AbesadoNo ratings yet
- SK Duggal Construction Materials LectureDocument19 pagesSK Duggal Construction Materials LectureTaimoor SarfarazNo ratings yet
- Laboratory Worksheet: Pre-Lab QuestionsDocument2 pagesLaboratory Worksheet: Pre-Lab QuestionsKelee DeWittNo ratings yet
- Hoffman Chemical Resistant EnclosuresDocument4 pagesHoffman Chemical Resistant Enclosuresmora287No ratings yet
- Gold RecoveryDocument21 pagesGold RecoveryAnoop Chetia100% (2)
- 10 1016@j Apenergy 2019 114135 PDFDocument12 pages10 1016@j Apenergy 2019 114135 PDFKevin Solórzano MacénNo ratings yet