You might also like
- Technologie automobile: Les Grands Articles d'UniversalisFrom EverandTechnologie automobile: Les Grands Articles d'UniversalisNo ratings yet
- Essai Au Bleu de MethyleneDocument9 pagesEssai Au Bleu de MethyleneSheyla100% (8)
- 02 Charpente Traditionnelle PDFDocument5 pages02 Charpente Traditionnelle PDFlekouf43No ratings yet
- Bricolage Menuiserie Table Defonceuse JFT68Document7 pagesBricolage Menuiserie Table Defonceuse JFT68EuchcatNo ratings yet
- Cours 00-Analyse FonctionnelleDocument14 pagesCours 00-Analyse Fonctionnellemaraghni_hassine7592No ratings yet
- Analyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmDocument47 pagesAnalyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmmaraghni_hassine7592100% (1)
- Liste Laboratoires Acc Juin - CopieDocument6 pagesListe Laboratoires Acc Juin - CopieSara Amsidder100% (1)
- Dalle en Béton Armé LCPCDocument83 pagesDalle en Béton Armé LCPCtotololomomo100% (1)
- Le Bois Et Les Panneaux PDFDocument4 pagesLe Bois Et Les Panneaux PDFMamou DeflaouiNo ratings yet
- Exercices IsostatismeDocument2 pagesExercices Isostatismemaraghni_hassine759288% (24)
- Guide Des Applications Bois Dans La MaisonDocument15 pagesGuide Des Applications Bois Dans La MaisonWilly Victor ObamNo ratings yet
- GT FacadesDocument32 pagesGT FacadesIfan JuangNo ratings yet
- Bouvetage en Dents de Scie Ou Assemblage À Entures MultiplesDocument2 pagesBouvetage en Dents de Scie Ou Assemblage À Entures MultiplesHassan AzmiNo ratings yet
- GuideTechniqueStructureBois 01.2016 BDDocument77 pagesGuideTechniqueStructureBois 01.2016 BDguessousNo ratings yet
- Claudin Ph. - La Physique Des Tas de Sable-Routledge (1999) PDFDocument229 pagesClaudin Ph. - La Physique Des Tas de Sable-Routledge (1999) PDFsamuel kahiluNo ratings yet
- Tp1 Fao FraisageDocument32 pagesTp1 Fao Fraisagemaraghni_hassine7592No ratings yet
- Déterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Sablière de PenteDocument4 pagesDéterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Sablière de Penterenaud LNo ratings yet
- Les Matériaux BOISDocument76 pagesLes Matériaux BOISJean christophe ponthusNo ratings yet
- TP Projet 2 Assemblage en TDocument1 pageTP Projet 2 Assemblage en Tapi-489017636No ratings yet
- Identifier Le Système Constructif Des Panneaux Massifs: SommaireDocument11 pagesIdentifier Le Système Constructif Des Panneaux Massifs: Sommairerenaud LNo ratings yet
- 1 Essais CompactageDocument18 pages1 Essais CompactageKarim NazefNo ratings yet
- guideCNC Mach3/cambamDocument37 pagesguideCNC Mach3/cambamjulien tixadorNo ratings yet
- plasturgie2010-ENSILc Simplifie PDFDocument71 pagesplasturgie2010-ENSILc Simplifie PDFYounessElkarkouriNo ratings yet
- Déterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Faîtage de PenteDocument4 pagesDéterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Faîtage de Penterenaud LNo ratings yet
- Aperam L Acier Inoxydable Et La Corrosion FR PDFDocument6 pagesAperam L Acier Inoxydable Et La Corrosion FR PDFgharsallah mounaNo ratings yet
- ToitsDocument84 pagesToitsToufik HNo ratings yet
- Tour de ForceDocument320 pagesTour de ForceBoby100% (1)
- TD 20serie 20no 204Document1 pageTD 20serie 20no 204maraghni_hassine7592No ratings yet
- Bois CompagnonsDocument14 pagesBois CompagnonsDacha7100% (1)
- Création de Composants WoodDocument35 pagesCréation de Composants Woodcool.litesh4uNo ratings yet
- Travaux Dirigees de Resistance Des Materiaux Corrige PDFDocument71 pagesTravaux Dirigees de Resistance Des Materiaux Corrige PDFGenie MecaNo ratings yet
- Les TenonsDocument5 pagesLes TenonsSylv Grz100% (1)
- TD Serie No 2.1Document2 pagesTD Serie No 2.1omardzstNo ratings yet
- Exam Materaux PDFDocument19 pagesExam Materaux PDFmaraghni_hassine7592No ratings yet
- Chapitre 4 Les Composants OptiquesDocument23 pagesChapitre 4 Les Composants Optiqueszied100% (4)
- Les Assemblages en Bois de FilsDocument6 pagesLes Assemblages en Bois de FilsOuahid AbdouhNo ratings yet
- S5 - La DéfonceuseDocument6 pagesS5 - La DéfonceuseSylv GrzNo ratings yet
- Fiche - Ressource - Le - Recyclage Que Faires Des Matériaux en Fin de VieDocument26 pagesFiche - Ressource - Le - Recyclage Que Faires Des Matériaux en Fin de ViedxsszszNo ratings yet
- Initiation Guitares PDFDocument88 pagesInitiation Guitares PDFSharif AznagNo ratings yet
- ECHO CS 260T CS 260TES X750323 3401 - FRDocument32 pagesECHO CS 260T CS 260TES X750323 3401 - FRhonogeraNo ratings yet
- L'Art Du Menuisier en Meubles (... ) Roubo André Bpt6k10672080Document289 pagesL'Art Du Menuisier en Meubles (... ) Roubo André Bpt6k10672080Gianluca VINo ratings yet
- Stirling Engine PlansDocument21 pagesStirling Engine PlansabufkesNo ratings yet
- 003 - JEEP WILLYS FrancaisDocument12 pages003 - JEEP WILLYS FrancaisAlain GayetNo ratings yet
- Abattage D'un ArbreDocument4 pagesAbattage D'un ArbreJean-François Draux100% (1)
- Plan EtabliDocument6 pagesPlan EtabliSamantha EricksonNo ratings yet
- FredoScale User Manual - French - v2.5 - 01 Sep 13Document15 pagesFredoScale User Manual - French - v2.5 - 01 Sep 13Vincent PretiNo ratings yet
- Gabarit 20pour 20queues 20dDocument3 pagesGabarit 20pour 20queues 20dwlidhaaaNo ratings yet
- DIY Tutoriel Lampe Murale Palettes 1001pallets (FR)Document11 pagesDIY Tutoriel Lampe Murale Palettes 1001pallets (FR)Moises Barbosa100% (1)
- Plan Table de Pique NiqueDocument3 pagesPlan Table de Pique Niquehtz39868No ratings yet
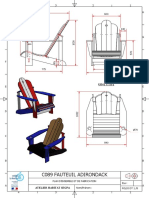
- Silla AdirondackDocument8 pagesSilla AdirondackJhojan David Medina Vergara100% (1)
- Travail Mécanique Du Bois 2e Partie - FFCDocument66 pagesTravail Mécanique Du Bois 2e Partie - FFCCamelia SmahanNo ratings yet
- 12 Client Dossier Technique EtudeDocument12 pages12 Client Dossier Technique EtudeSylv GrzNo ratings yet
- 05c - Les Fréquences de Rotation en Perçage ProfDocument2 pages05c - Les Fréquences de Rotation en Perçage Profntayoub100% (1)
- Climatologie 1Document168 pagesClimatologie 1Josep Manuel VictòriaNo ratings yet
- Cf/dtu 41.2 - N 147Document53 pagesCf/dtu 41.2 - N 147Clement PintoNo ratings yet
- MenuiserieDocument28 pagesMenuiseriekhalifa sbaiNo ratings yet
- Manual Maquina Lazos Screwfix Dovetail Jig PDFDocument8 pagesManual Maquina Lazos Screwfix Dovetail Jig PDFOscar AtienzaNo ratings yet
- DefonceuseDocument1 pageDefonceuseToto ToroNo ratings yet
- Ideesmaison Lebouvet NormesDocument6 pagesIdeesmaison Lebouvet NormesGuillaume FroletNo ratings yet
- Schaublin 65 Et 70 LathesDocument7 pagesSchaublin 65 Et 70 LathesDom LambeyNo ratings yet
- Menuiserie Dubatiment DrtyjhDocument33 pagesMenuiserie Dubatiment DrtyjhOUTER HassanNo ratings yet
- Catalogue Hpa 2018Document80 pagesCatalogue Hpa 2018Milan JovicicNo ratings yet
- Norcan Doctec Profiles-Aluminium FRDocument116 pagesNorcan Doctec Profiles-Aluminium FRXavierNo ratings yet
- CECO-5214 Guide 5-6etages Ossature Legere Part2 WEBDocument96 pagesCECO-5214 Guide 5-6etages Ossature Legere Part2 WEBOviNo ratings yet
- EDILKAMIN FDocument60 pagesEDILKAMIN Fromano73No ratings yet
- Sommaire Règles Professionnelles de Construction en PailleDocument11 pagesSommaire Règles Professionnelles de Construction en PailleLe Moniteur BoutiqueNo ratings yet
- Tuto Borne Arcade Contemporaine 1Document33 pagesTuto Borne Arcade Contemporaine 1Patiss MathysNo ratings yet
- Notice de Montage Porte de Garage Basculante Debordante Primo Acier Blanc 200 X 237cm 1Document38 pagesNotice de Montage Porte de Garage Basculante Debordante Primo Acier Blanc 200 X 237cm 1HKONo ratings yet
- Ebeniste Comp C1 PDFDocument30 pagesEbeniste Comp C1 PDFasma akilNo ratings yet
- Coupes Des Pierre Et Des Bois Vol 1Document520 pagesCoupes Des Pierre Et Des Bois Vol 1Books for the lotNo ratings yet
- Vis ÉlèvesDocument5 pagesVis ÉlèvesFREDNo ratings yet
- Formage de PlexiglasDocument32 pagesFormage de Plexiglasviorelu99No ratings yet
- Plexiglass FRDocument24 pagesPlexiglass FRmatebrateNo ratings yet
- Plexiglas Mise en OeuvreDocument12 pagesPlexiglas Mise en OeuvreJean TaisteNo ratings yet
- Tubes Batons PLEXIGLASDocument8 pagesTubes Batons PLEXIGLASMohamed EL-BOUCHTINo ratings yet
- SikaFlex Pro 11 FCDocument4 pagesSikaFlex Pro 11 FCabdouNo ratings yet
- Sikalastic ColorDocument3 pagesSikalastic ColorMac MacNo ratings yet
- Désignation Aciers PDFDocument21 pagesDésignation Aciers PDFAnas MohtadiNo ratings yet
- TD 20serie 20no 205 1Document1 pageTD 20serie 20no 205 1maraghni_hassine7592No ratings yet
- Caract C3 A9ristiques 20g C3 A9om C3 A9triquesDocument7 pagesCaract C3 A9ristiques 20g C3 A9om C3 A9triquesmaraghni_hassine7592No ratings yet
- Désignation Aciers PDFDocument21 pagesDésignation Aciers PDFAnas MohtadiNo ratings yet
- Caract C3 A9ristiques 20g C3 A9om C3 A9triquesDocument7 pagesCaract C3 A9ristiques 20g C3 A9om C3 A9triquesmaraghni_hassine7592No ratings yet
- Demonstration 20moment 20d 27inerties PDFDocument2 pagesDemonstration 20moment 20d 27inerties PDFOmar_FSONo ratings yet
- Demonstration 20moment 20d 27inerties PDFDocument2 pagesDemonstration 20moment 20d 27inerties PDFOmar_FSONo ratings yet
- TD 20S C3 A9rie 20no 203Document1 pageTD 20S C3 A9rie 20no 203maraghni_hassine7592No ratings yet
- Resistance D Une Poutre Sur 2 AppuisDocument5 pagesResistance D Une Poutre Sur 2 AppuisIk RamNo ratings yet
- RMChap5 (Cisaillement)Document33 pagesRMChap5 (Cisaillement)maraghni_hassine7592No ratings yet
- BPT 2004 ConcoursDocument40 pagesBPT 2004 Concoursmaraghni_hassine7592No ratings yet
- TD 20serie 20no 201Document3 pagesTD 20serie 20no 201maraghni_hassine7592No ratings yet
- Newmeca 2453Document284 pagesNewmeca 2453maraghni_hassine7592No ratings yet
- Comment Gérer Son Stress Pendant Les ExamensDocument1 pageComment Gérer Son Stress Pendant Les Examensmaraghni_hassine7592No ratings yet
- Pres Electro Erosion PrincipeDocument13 pagesPres Electro Erosion Principemaraghni_hassine7592No ratings yet
- Usinage Par Enlevement de MatiereDocument8 pagesUsinage Par Enlevement de Matieremaraghni_hassine7592No ratings yet
- Concours D'agrégation en Génie Mécanique gm2Document38 pagesConcours D'agrégation en Génie Mécanique gm2Walid Ben EzzineNo ratings yet
- GM 812Document11 pagesGM 812maraghni_hassine7592No ratings yet
- Filtre À HuileDocument13 pagesFiltre À Huilemaraghni_hassine7592No ratings yet
- Fiches Produits - Aciers Laminés À Froid FRDocument4 pagesFiches Produits - Aciers Laminés À Froid FRmaraghni_hassine7592No ratings yet
- Aff Uta Geet Geometrie ForetsDocument19 pagesAff Uta Geet Geometrie Foretsmaraghni_hassine7592No ratings yet
- Carsten Grobe en Collaboration Avec Christian RienassDocument232 pagesCarsten Grobe en Collaboration Avec Christian Rienassadc26No ratings yet
- 0432cfa0 PDFDocument2 pages0432cfa0 PDFAnonymous xuKRVrnNo ratings yet
- TD R.CDocument12 pagesTD R.CPRAIIIZ FouNo ratings yet
- Metrologie - Chimie. EXTRATIDocument18 pagesMetrologie - Chimie. EXTRATIMartial Art FaridNo ratings yet
- 00 881Document4 pages00 881hizballah27No ratings yet
- Les - Reactions - Oxydoreduction-1Document10 pagesLes - Reactions - Oxydoreduction-1TeriitauNo ratings yet
- Les Relations de CoulsonDocument3 pagesLes Relations de CoulsonMalak DamicheNo ratings yet
- ELE103 partII v15 PDFDocument86 pagesELE103 partII v15 PDFdakirNo ratings yet
- Traite Des Maldies ChroniquesDocument533 pagesTraite Des Maldies ChroniquesbtkmouadNo ratings yet
- Fascicule TP FluideDocument34 pagesFascicule TP FluideSoumaya Hadj Salah100% (2)
- 8 IsolateursDocument16 pages8 IsolateursAouine RabieNo ratings yet
- CecDocument4 pagesCecMounir AlcaponeNo ratings yet
- PCT 4Document29 pagesPCT 4Francis MeviekponNo ratings yet
- Nouveau Document Microsoft WordDocument7 pagesNouveau Document Microsoft WordIshak BaïcheNo ratings yet
- 1er Dev Du 2nd Semestre 2nde C-DDocument4 pages1er Dev Du 2nd Semestre 2nde C-DKwamé BocoNo ratings yet
- Mecanique Des Fluides-Rheologie Cle4fb1abDocument52 pagesMecanique Des Fluides-Rheologie Cle4fb1abCyrille Yougang75% (4)
- TP 4 Modélisation Effet de Serre CorrigéDocument2 pagesTP 4 Modélisation Effet de Serre Corrigésalma abdellatifNo ratings yet
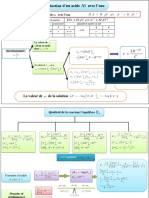
- Transformations Liees A Des Reactions Acide Base Cours 2 2Document10 pagesTransformations Liees A Des Reactions Acide Base Cours 2 2No HailaNo ratings yet
- Chateau Eau RegulationDocument21 pagesChateau Eau RegulationAhmed MediouniNo ratings yet