You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Production And Operations Management A Complete Guide - 2020 EditionFrom EverandProduction And Operations Management A Complete Guide - 2020 EditionNo ratings yet
- Method StudyDocument50 pagesMethod Studywintoday01100% (2)
- SAM CalculationDocument7 pagesSAM CalculationApoorv SadhNo ratings yet
- Time Study2Document68 pagesTime Study2omkdikNo ratings yet
- Work Study Classical ILO ApproachDocument32 pagesWork Study Classical ILO ApproachRamchandraNo ratings yet
- Time StudyDocument8 pagesTime Studyrub786No ratings yet
- CH-2 Production Planning and ControlDocument53 pagesCH-2 Production Planning and ControlSimon abebawNo ratings yet
- Smed Project ReportDocument10 pagesSmed Project ReportHimanshu KansalNo ratings yet
- Work StudyDocument50 pagesWork Studyfaiaz joyNo ratings yet
- New Microsoft Word DocumentDocument8 pagesNew Microsoft Word Documentrajurana25No ratings yet
- Layout TypesDocument6 pagesLayout TypeswearematalabiNo ratings yet
- Method StudyDocument69 pagesMethod StudySushayan Hunsasuk67% (3)
- 10.direct Time StudyDocument36 pages10.direct Time StudyWalid Asif Janjua100% (1)
- Work StudyDocument70 pagesWork StudyNinad100% (3)
- Work StudyDocument30 pagesWork Studysagar0983% (6)
- CH 10Document23 pagesCH 10monel_24671No ratings yet
- Overview of Predetermined Motion Time SystemDocument35 pagesOverview of Predetermined Motion Time SystemRizza SangcoNo ratings yet
- 5S PPT by ShaileshDocument42 pages5S PPT by ShaileshschrongdigerNo ratings yet
- Work SamplingDocument36 pagesWork SamplingAakashMehtaNo ratings yet
- Work StudyDocument20 pagesWork Studyjesus784No ratings yet
- Work StudyDocument27 pagesWork Studyismael opondoNo ratings yet
- Fast React Evolve Case Study MaduraDocument2 pagesFast React Evolve Case Study MaduraNt93100% (1)
- Apparel Production Planning & ControlDocument94 pagesApparel Production Planning & ControlANEESHA PANDANo ratings yet
- Set-Up Time Losses in Style VariationDocument28 pagesSet-Up Time Losses in Style VariationVachan Abhilekh ThakurNo ratings yet
- Lean Manufacturing in Garment IndustryDocument9 pagesLean Manufacturing in Garment IndustryMathews PJNo ratings yet
- Cost Control Apparel IndustryDocument20 pagesCost Control Apparel IndustryjitinsharmanewNo ratings yet
- 2013-4-16 - P Using Lean Manufacturing Techniques To Improve Production Efficiency in The Ready Wear Industry and A Case Study PDocument7 pages2013-4-16 - P Using Lean Manufacturing Techniques To Improve Production Efficiency in The Ready Wear Industry and A Case Study Phemlata2014No ratings yet
- Lean ManufacturingDocument3 pagesLean ManufacturinganurajNo ratings yet
- Just in Time System: A Study and ReviewDocument5 pagesJust in Time System: A Study and ReviewVIVA-TECH IJRINo ratings yet
- Work StudyDocument47 pagesWork StudyCharitha Ranwala50% (2)
- CHAPTER 7 - Work MeasurementDocument29 pagesCHAPTER 7 - Work MeasurementmeeyaNo ratings yet
- Implementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtDocument80 pagesImplementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtAdnan HameedNo ratings yet
- Notes in Method StudyDocument3 pagesNotes in Method StudyKathrine Kate CadiangNo ratings yet
- Figure 8.1: Production SystemDocument4 pagesFigure 8.1: Production SystemHaseeb KhalidNo ratings yet
- Process Re-EngineeringDocument54 pagesProcess Re-EngineeringAkanksha GuptaNo ratings yet
- Principles of Motion EconomyDocument63 pagesPrinciples of Motion EconomyAli ArsalanNo ratings yet
- What Are The Objectives and Functions of Production Planning and ControlDocument1 pageWhat Are The Objectives and Functions of Production Planning and ControlAyush GargNo ratings yet
- Formula#1Document13 pagesFormula#1AuraNo ratings yet
- An Effort By: Neelkanth Prashant Rishav: CompanyDocument35 pagesAn Effort By: Neelkanth Prashant Rishav: CompanyNeel Kanth100% (1)
- Applications of Principles of Motion EconomyDocument38 pagesApplications of Principles of Motion EconomyMariver LlorenteNo ratings yet
- Motion StudyDocument32 pagesMotion StudySartika CahyasariNo ratings yet
- A Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreDocument25 pagesA Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreKrishna Murthy ANo ratings yet
- Kanban SystemDocument4 pagesKanban Systemvvns4519888No ratings yet
- Apparel Quality Management Case Study Analysis PDFDocument36 pagesApparel Quality Management Case Study Analysis PDFNadarajNo ratings yet
- Production & Operations Management: Unit - 1Document148 pagesProduction & Operations Management: Unit - 1Sumatthi Devi ChigurupatiNo ratings yet
- Assignment 1 ERP: Submitted To - Prof Suhail Anwar. Nift, DelhiDocument13 pagesAssignment 1 ERP: Submitted To - Prof Suhail Anwar. Nift, DelhiDebasis BhowmikNo ratings yet
- Lean Six Sigma (Part A)Document17 pagesLean Six Sigma (Part A)Punniavel PNo ratings yet
- Principles of Motion Economy: Methods & Movements at The WorkplaceDocument39 pagesPrinciples of Motion Economy: Methods & Movements at The WorkplaceSWAPNIL KRISHNANo ratings yet
- Types of Production ProcessDocument24 pagesTypes of Production ProcessPRIYANK89% (18)
- Training and Development of Supervisor For Garment Manufacturing IndustriesDocument16 pagesTraining and Development of Supervisor For Garment Manufacturing IndustriesNaresh Yadav100% (1)
- Basic Knowledge Doing IE Job in GarmentsDocument2 pagesBasic Knowledge Doing IE Job in Garmentssoban adilNo ratings yet
- Fact LayDocument6 pagesFact LayAbhinav KumarNo ratings yet
- Lean Brief Takt TimeDocument2 pagesLean Brief Takt TimeBala Kumar M PNo ratings yet
- Work Study and Work MeasurementDocument68 pagesWork Study and Work Measurementolyad teshomeNo ratings yet
- OCS-basic Time StudyDocument3 pagesOCS-basic Time Studyghosh71No ratings yet
- Work MeasurementDocument7 pagesWork MeasurementsamgeorgemaxNo ratings yet
- Steps in Making Time StudyDocument12 pagesSteps in Making Time StudyR Màhá LâkshmîNo ratings yet
- Work MeasurementDocument4 pagesWork MeasurementMiguel HernandezNo ratings yet
- Wage AdministrationDocument8 pagesWage AdministrationRahul KalathilNo ratings yet
- IP EvaluationDocument33 pagesIP EvaluationAnonymous wA6NGuyklDNo ratings yet
- Bemand EdiDocument19 pagesBemand EdiAnonymous wA6NGuyklDNo ratings yet
- Soya Bean FiberDocument12 pagesSoya Bean FiberAnonymous wA6NGuyklDNo ratings yet
- Fabric Science PDFDocument18 pagesFabric Science PDFAnonymous wA6NGuyklD100% (3)
- Implementation of Lean Manufacturing Principles in FoundriesDocument5 pagesImplementation of Lean Manufacturing Principles in FoundriesIJMERNo ratings yet
- Compare and Contrast Toyotas Manufacturi PDFDocument1 pageCompare and Contrast Toyotas Manufacturi PDFAnonymous wA6NGuyklDNo ratings yet
- Dying Properties of SBDocument5 pagesDying Properties of SBAnonymous wA6NGuyklDNo ratings yet
- Pengurusan Kualiti Organisasi PendidikanDocument30 pagesPengurusan Kualiti Organisasi PendidikanKomalah PurusothmanNo ratings yet
- Manufacturing SystemsDocument8 pagesManufacturing Systemstheriteshtiwari100% (1)
- Balancing Simulation-2008 PDFDocument12 pagesBalancing Simulation-2008 PDFAnonymous wA6NGuyklDNo ratings yet
- Balancing Simulation-2008 PDFDocument12 pagesBalancing Simulation-2008 PDFAnonymous wA6NGuyklDNo ratings yet
- Universal Declaration of Human RightsDocument19 pagesUniversal Declaration of Human RightsHendrik GozaliNo ratings yet
- Continuous Sampling PlanDocument2 pagesContinuous Sampling PlanAnonymous wA6NGuyklDNo ratings yet
- Apparel Supply ChainDocument35 pagesApparel Supply ChainAnonymous wA6NGuyklD100% (1)
- Mens Essential NeedsDocument5 pagesMens Essential NeedsUndercoverJumperNo ratings yet
- Working Condition Sewing Floor PDFDocument6 pagesWorking Condition Sewing Floor PDFAnonymous wA6NGuyklDNo ratings yet
- Activity-Based Costing and Process Modeling For Cost-Conscious Product Design - A Case Studyin A Manufacturing Company-LibreDocument8 pagesActivity-Based Costing and Process Modeling For Cost-Conscious Product Design - A Case Studyin A Manufacturing Company-LibreAnonymous wA6NGuyklDNo ratings yet
- Acceptance SamplingDocument13 pagesAcceptance SamplingAnonymous wA6NGuyklDNo ratings yet
- A Journey Over The Innovation of H M-LibreDocument25 pagesA Journey Over The Innovation of H M-LibreAnonymous wA6NGuyklDNo ratings yet
- Univeersity of Caloocan City: Environment ResourcesDocument9 pagesUniveersity of Caloocan City: Environment ResourcesAnonymous wA6NGuyklDNo ratings yet
- Computerizedmachine 2 PDFDocument8 pagesComputerizedmachine 2 PDFAnonymous wA6NGuyklDNo ratings yet
- Lean Manufacturing HandbookDocument15 pagesLean Manufacturing HandbookZakir Qureshi75% (4)
- Measuring Production Effeciency of Readymade Garment Firms PDFDocument12 pagesMeasuring Production Effeciency of Readymade Garment Firms PDFAnonymous wA6NGuyklDNo ratings yet
- Specsheet PDFDocument2 pagesSpecsheet PDFAnonymous wA6NGuyklDNo ratings yet
- Bossard - Accv12 - Apparel Classification With Style PDFDocument14 pagesBossard - Accv12 - Apparel Classification With Style PDFAnonymous wA6NGuyklDNo ratings yet
- New Osha300form1!1!04 FormsOnlyDocument3 pagesNew Osha300form1!1!04 FormsOnlyShabir ShuhoodNo ratings yet
- Comprehensive Trade and Economic AgreementDocument3 pagesComprehensive Trade and Economic AgreementAnonymous wA6NGuyklDNo ratings yet
- Supply Chain ManagementDocument31 pagesSupply Chain ManagementAnonymous wA6NGuyklDNo ratings yet
- Hava Arabic English LexiconDocument928 pagesHava Arabic English LexiconattahiruNo ratings yet
- Production: 1 See AlsoDocument2 pagesProduction: 1 See AlsoAnonymous wA6NGuyklDNo ratings yet
- Salem RPGDocument16 pagesSalem RPGabstockingNo ratings yet
- ANS: (2.59807m/s2 Horizontal) (1.5m/s2 Vertical) (12.93725 Degree Angle That The Water Surface Makes With The Horizontal)Document5 pagesANS: (2.59807m/s2 Horizontal) (1.5m/s2 Vertical) (12.93725 Degree Angle That The Water Surface Makes With The Horizontal)Lolly UmaliNo ratings yet
- Modern Myth and Magical Face Shifting Technology in Girish Karnad Hayavadana and NagamandalaDocument2 pagesModern Myth and Magical Face Shifting Technology in Girish Karnad Hayavadana and NagamandalaKumar KumarNo ratings yet
- Calibration of Force ReductionDocument36 pagesCalibration of Force Reductionvincenzo_12613735No ratings yet
- Engineering Structures: C.X. Dong, A.K.H. Kwan, J.C.M. HoDocument14 pagesEngineering Structures: C.X. Dong, A.K.H. Kwan, J.C.M. HoElieser SinagaNo ratings yet
- Present Simple TaskDocument3 pagesPresent Simple TaskMaria AlejandraNo ratings yet
- Communication Guide: For Vita 62 Compliant VPX Power SuppliesDocument8 pagesCommunication Guide: For Vita 62 Compliant VPX Power Suppliesk.saikumarNo ratings yet
- A Tired BrainDocument3 pagesA Tired BrainSivasonNo ratings yet
- Rido, Rudini - Paediatric ECGDocument51 pagesRido, Rudini - Paediatric ECGFikriYTNo ratings yet
- Updated SAP Cards Requirement JalchdDocument51 pagesUpdated SAP Cards Requirement Jalchdapi-3804296No ratings yet
- Donna Hay Magazine 2014-10-11 PDFDocument172 pagesDonna Hay Magazine 2014-10-11 PDFlekovic_tanjaNo ratings yet
- Fret Position Calculator - StewmacDocument1 pageFret Position Calculator - StewmacJuan Pablo Sepulveda SierraNo ratings yet
- Pref - 2 - Grammar 1.2 - Revisión Del IntentoDocument2 pagesPref - 2 - Grammar 1.2 - Revisión Del IntentoJuan M. Suarez ArevaloNo ratings yet
- Do Roman Catholics KnOw About The Great Pyramids of China?Document11 pagesDo Roman Catholics KnOw About The Great Pyramids of China?.No ratings yet
- 20160323014547-16MnCr5 - 16MnCrS5Document1 page20160323014547-16MnCr5 - 16MnCrS5Chaitanya DattaNo ratings yet
- DEEP ECOLOGY - An Intro - McLaughlinDocument5 pagesDEEP ECOLOGY - An Intro - McLaughlinCarlo MagcamitNo ratings yet
- PEDocument12 pagesPEMae Ann Base RicafortNo ratings yet
- Bhagwati School Strap Report AnalysisDocument60 pagesBhagwati School Strap Report AnalysisReverse Minded100% (1)
- Tran-Effects of Assisted JumpingDocument5 pagesTran-Effects of Assisted JumpingyoungjessNo ratings yet
- Tsel Manual ThermoselDocument25 pagesTsel Manual ThermoselPedro AlvelaisNo ratings yet
- Prawn ProcessingDocument21 pagesPrawn ProcessingKrishnaNo ratings yet
- Industrial Internet of Things: Presented To-Presented byDocument18 pagesIndustrial Internet of Things: Presented To-Presented byGaurav RaturiNo ratings yet
- Sketchup-Rhino Cheat SheetDocument1 pageSketchup-Rhino Cheat Sheetxanext7No ratings yet
- Easergy PS100 48VDC Power SupplyDocument2 pagesEasergy PS100 48VDC Power SupplyRichard SyNo ratings yet
- Firestone & Scholl - Cognition Does Not Affect Perception, Evaluating Evidence For Top-Down EffectsDocument77 pagesFirestone & Scholl - Cognition Does Not Affect Perception, Evaluating Evidence For Top-Down EffectsRed JohnNo ratings yet
- L2 Biostatistics ProbabilityDocument84 pagesL2 Biostatistics ProbabilityAaron CiudadNo ratings yet
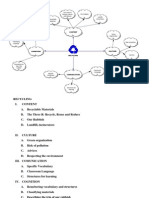
- Recycling Mind MapDocument2 pagesRecycling Mind Mapmsole124100% (1)
- PAG7.1 Student The Effects of Antibiotics On Microbial Growth - v0.3Document3 pagesPAG7.1 Student The Effects of Antibiotics On Microbial Growth - v0.3Habib UddinNo ratings yet
- Manufacuring EngineeringDocument3 pagesManufacuring Engineeringapi-79207659No ratings yet
- Lecture5 PDE 2016Document22 pagesLecture5 PDE 2016isele1977No ratings yet