You might also like
- Juk Lu-562 563Document24 pagesJuk Lu-562 563RHoskaNo ratings yet
- Ch8. Welding Symbols PDFDocument66 pagesCh8. Welding Symbols PDFMEHMET SIDDIK TEKDEMİRNo ratings yet
- 07 SMAW 332 18 532 332 E7018 Prequalified WPSsDocument82 pages07 SMAW 332 18 532 332 E7018 Prequalified WPSsErick VazquezNo ratings yet
- 016-CIVIL - MS Anchor Bolt Installation PDFDocument14 pages016-CIVIL - MS Anchor Bolt Installation PDFKöksal Patan71% (7)
- 043-ITP FOR Water Proofing (Buildings) PDFDocument13 pages043-ITP FOR Water Proofing (Buildings) PDFKöksal Patan100% (3)
- RT Pipeline Crawler PDFDocument12 pagesRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCNo ratings yet
- Astm A 833Document2 pagesAstm A 833AHMED ALJAAFARNo ratings yet
- 045-ITP For MASONRY & PLASTERING WORKS (Buildings) PDFDocument10 pages045-ITP For MASONRY & PLASTERING WORKS (Buildings) PDFKöksal Patan83% (12)
- 014-MS For General Scaffolding PDFDocument33 pages014-MS For General Scaffolding PDFKöksal Patan100% (2)
- Assessing Pipeline Girth Weld FlawsDocument48 pagesAssessing Pipeline Girth Weld FlawsLuigi Rizzi100% (1)
- PAUT - Phased Array and ToFD - V - Radiography PDFDocument14 pagesPAUT - Phased Array and ToFD - V - Radiography PDFdarouichNo ratings yet
- 013-MS For Mass Concrete Works PDFDocument26 pages013-MS For Mass Concrete Works PDFKöksal Patan100% (1)
- 015-Method Statement For Painting Works (Building) PDFDocument21 pages015-Method Statement For Painting Works (Building) PDFKöksal Patan86% (21)
- Aws d1.1 Tubular Vs Non TubularDocument1 pageAws d1.1 Tubular Vs Non TubularrendraNo ratings yet
- Pipeline Welding Qualification TestsDocument2 pagesPipeline Welding Qualification TestsKali AbdennourNo ratings yet
- 010-MS For Welding and Hot Works For General Activities at TSF Area PDFDocument17 pages010-MS For Welding and Hot Works For General Activities at TSF Area PDFKöksal PatanNo ratings yet
- Pws Convention PresentationDocument93 pagesPws Convention Presentationbenj100% (1)
- 041 - ITP For Painting (Building) PDFDocument12 pages041 - ITP For Painting (Building) PDFKöksal Patan78% (9)
- 050-Itp For Installation of Air Intake Filter PDFDocument17 pages050-Itp For Installation of Air Intake Filter PDFKöksal PatanNo ratings yet
- 012-MS For Wall Cladding, Roof Cladding & Life Line Installation PDFDocument16 pages012-MS For Wall Cladding, Roof Cladding & Life Line Installation PDFKöksal Patan91% (11)
- Welding Consumable Storage and Handling ProceduresDocument27 pagesWelding Consumable Storage and Handling ProceduresKannan MurugesanNo ratings yet
- SOP-030 - Rev0 Mic10 Mic20Document2 pagesSOP-030 - Rev0 Mic10 Mic20Stephen LewellenNo ratings yet
- 044-ITP For Installation of Gypsum Board (Buildings) PDFDocument10 pages044-ITP For Installation of Gypsum Board (Buildings) PDFKöksal Patan100% (3)
- 003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFDocument7 pages003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFKöksal PatanNo ratings yet
- 015-MS For Night Works PDFDocument16 pages015-MS For Night Works PDFKöksal Patan80% (5)
- 4 5847992272976611240 PDFDocument8 pages4 5847992272976611240 PDFAyyappanSubramanianNo ratings yet
- TSPP9Document90 pagesTSPP9Ian NaylorNo ratings yet
- Cigweld-Deposited Rates PDFDocument7 pagesCigweld-Deposited Rates PDFNam_HitechNo ratings yet
- WPS Development For Non-Welding Engineers - Jan 2021Document79 pagesWPS Development For Non-Welding Engineers - Jan 2021Juan Felipe Murillo Alzate100% (1)
- Smaw g11 1st ExamDocument3 pagesSmaw g11 1st ExamNeil Alcantara Masangcay91% (33)
- 014-MS For Bolt Tightening (Piping& Equipments) PDFDocument23 pages014-MS For Bolt Tightening (Piping& Equipments) PDFKöksal PatanNo ratings yet
- 049-Itp For Lighting and Small Power (Building) PDFDocument15 pages049-Itp For Lighting and Small Power (Building) PDFKöksal Patan100% (1)
- QPR0150 Flushing Proc.Document3 pagesQPR0150 Flushing Proc.ZackTeeKeatTeongNo ratings yet
- Mentor UT Configuration Guide: Probe/Scanner/Software/Accessory Part Number GuideDocument24 pagesMentor UT Configuration Guide: Probe/Scanner/Software/Accessory Part Number GuideFethi BELOUISNo ratings yet
- Weld DiscontinuityDocument61 pagesWeld DiscontinuityEKKACHAI PRABNAKORN0% (1)
- 009-Civil-Ms Concrete Works PDFDocument27 pages009-Civil-Ms Concrete Works PDFKöksal PatanNo ratings yet
- CV-NDTL3 TPI-NavDocument22 pagesCV-NDTL3 TPI-NavShanmuga NavaneethanNo ratings yet
- 048-Itp For Installation of Hvac Unit PDFDocument8 pages048-Itp For Installation of Hvac Unit PDFKöksal Patan100% (4)
- 011-Method Statement For Repair of Concrete Works PDFDocument25 pages011-Method Statement For Repair of Concrete Works PDFKöksal Patan91% (33)
- 017-CIVIL-MS For Installation of Fence & Gate PDFDocument18 pages017-CIVIL-MS For Installation of Fence & Gate PDFKöksal Patan100% (6)
- 008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFDocument23 pages008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFKöksal PatanNo ratings yet
- 005-WPS For Carbon Steel (1.6-4.6MM) PDFDocument7 pages005-WPS For Carbon Steel (1.6-4.6MM) PDFKöksal Patan0% (1)
- 038-Itp For Coldboxes PDFDocument25 pages038-Itp For Coldboxes PDFKöksal PatanNo ratings yet
- 007-MS For Structural Steel Assembly Warehouse, Workshops PDFDocument25 pages007-MS For Structural Steel Assembly Warehouse, Workshops PDFKöksal PatanNo ratings yet
- 047-Itp For Oxygen Lines Fabrication and Installation PDFDocument28 pages047-Itp For Oxygen Lines Fabrication and Installation PDFKöksal PatanNo ratings yet
- 040-ITP For Repair of Steam Distribution Manifold PDFDocument11 pages040-ITP For Repair of Steam Distribution Manifold PDFKöksal PatanNo ratings yet
- 040-ITP For Repair of Steam Distribution Manifold PDFDocument11 pages040-ITP For Repair of Steam Distribution Manifold PDFKöksal PatanNo ratings yet
- Radiography Testing - NDT Inspection - TWIDocument5 pagesRadiography Testing - NDT Inspection - TWIKolusu SivakumarNo ratings yet
- 046-ITP For INSTALLATION OF MAC-BAC-ST MACHINERY UNIT PDFDocument18 pages046-ITP For INSTALLATION OF MAC-BAC-ST MACHINERY UNIT PDFKöksal PatanNo ratings yet
- AUT Pipeline CRA Weld Inspection BrazilDocument13 pagesAUT Pipeline CRA Weld Inspection BrazilMajeed RumaniNo ratings yet
- Welding Qualification As Per AWS D1.1Document19 pagesWelding Qualification As Per AWS D1.1Ouni AchrefNo ratings yet
- Phased Array in Lieu of RadiographyDocument4 pagesPhased Array in Lieu of RadiographyreiazhNo ratings yet
- 008-CIVIL-MS Backfilling Works PDFDocument16 pages008-CIVIL-MS Backfilling Works PDFKöksal Patan100% (1)
- API 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SDocument45 pagesAPI 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SHeartyscorpionNo ratings yet
- 010-MS For Grouting PDFDocument33 pages010-MS For Grouting PDFKöksal PatanNo ratings yet
- 009-Method Statement - Main Erection Sequence For Acc PDFDocument68 pages009-Method Statement - Main Erection Sequence For Acc PDFKöksal Patan100% (6)
- As 2452.1-2004 Non-Destructive Testing - Determination of Thickness Determination of Wall Thickness of Pipe BDocument7 pagesAs 2452.1-2004 Non-Destructive Testing - Determination of Thickness Determination of Wall Thickness of Pipe BSAI Global - APACNo ratings yet
- 013-MS Utilization of Hilti DX 76 PDFDocument51 pages013-MS Utilization of Hilti DX 76 PDFKöksal PatanNo ratings yet
- Equipment Catalogue 2014 - ENDocument48 pagesEquipment Catalogue 2014 - ENIonut SaucaNo ratings yet
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 pagesVisible Penetrant Examination Using The Water-Washable ProcessERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- European Standard EN 288-1: 1992 + A1: 1997 Has The Status of A DIN StandardDocument9 pagesEuropean Standard EN 288-1: 1992 + A1: 1997 Has The Status of A DIN StandardSanjay C BhattNo ratings yet
- 012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFDocument18 pages012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFKöksal PatanNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- 039-Itp For Embedded Plate PDFDocument7 pages039-Itp For Embedded Plate PDFKöksal PatanNo ratings yet
- 011-PREWPS FOR SS304 (6.3 - 18.7 MM) PDFDocument9 pages011-PREWPS FOR SS304 (6.3 - 18.7 MM) PDFKöksal PatanNo ratings yet
- What'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngDocument30 pagesWhat'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngAriel TerrensNo ratings yet
- Flare Stack ITP Inspection PlanDocument3 pagesFlare Stack ITP Inspection Planlailatul kodriNo ratings yet
- QP-010, Quality Manual For Process Piping Inspection StandardDocument14 pagesQP-010, Quality Manual For Process Piping Inspection StandardIksan Adityo Mulyo100% (1)
- CV - Fabio Madeira en - 082018Document3 pagesCV - Fabio Madeira en - 082018inspetorfabiomadeiraNo ratings yet
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- Radiography 2 ProcedureDocument9 pagesRadiography 2 ProceduresheikmoinNo ratings yet
- ASME 9 Multi Process Welding Procedures QW200Document2 pagesASME 9 Multi Process Welding Procedures QW200Teodor EzaruNo ratings yet
- ASME Sec VIII - Temper Bead TechniqueDocument1 pageASME Sec VIII - Temper Bead TechniquezanlogNo ratings yet
- Saferad ProcedureDocument19 pagesSaferad ProcedureExsan OthmanNo ratings yet
- B H e L Limited RTDocument13 pagesB H e L Limited RTbhavin17850% (2)
- PDS Na GTS65 PDFDocument2 pagesPDS Na GTS65 PDFMoaatazz NouisriNo ratings yet
- API 570 Pipeline Inspection PDFDocument1 pageAPI 570 Pipeline Inspection PDFKhalidMoutarajiNo ratings yet
- Weld Defects in RTDocument102 pagesWeld Defects in RTSaad Al Katrany100% (1)
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothNo ratings yet
- Astm A335 p91 PipeDocument1 pageAstm A335 p91 PipeBhagwati SteelageNo ratings yet
- IRTS Pulsed Eddy Current Testing Work ProcedureDocument10 pagesIRTS Pulsed Eddy Current Testing Work ProcedurePeterNo ratings yet
- PipingDocument8 pagesPipingRajkumar ANo ratings yet
- 12 MT ProcedureDocument17 pages12 MT ProcedureThân KhaNo ratings yet
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiNo ratings yet
- 2018 Uk Cswip Exam FeeDocument7 pages2018 Uk Cswip Exam FeeMostafaRockNo ratings yet
- Silverwing B Scan ReportDocument46 pagesSilverwing B Scan ReportpjhollowNo ratings yet
- Operating Manual CrxvisionDocument45 pagesOperating Manual CrxvisionChandrashekhar ThiramdasuNo ratings yet
- Procedure Demonstration RecordDocument5 pagesProcedure Demonstration RecordSantanu SahaNo ratings yet
- GE Mentor EM Weld BrochureDocument6 pagesGE Mentor EM Weld BrochuredimachampionNo ratings yet
- Assessing linearity of phased array instrumentsDocument20 pagesAssessing linearity of phased array instrumentsKevin HuangNo ratings yet
- Radiography Test Procedure Part - 1Document21 pagesRadiography Test Procedure Part - 1Ahmed Lepda100% (1)
- Comparison of Automated Ultrasonic Inspection and Radiographic Inspection for WeldsDocument12 pagesComparison of Automated Ultrasonic Inspection and Radiographic Inspection for WeldsgorkembaytenNo ratings yet
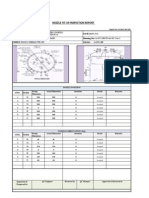
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Ometry of Bolted Connections:: Hole Spacing and Code FormulaDocument17 pagesOmetry of Bolted Connections:: Hole Spacing and Code FormulaSimi NagyNo ratings yet
- Proc SopDocument90 pagesProc SopJohn Dolan100% (1)
- Feritescope MP30 TrainingDocument20 pagesFeritescope MP30 Trainingafnene1No ratings yet
- Case Study - PresentationDocument4 pagesCase Study - PresentationNurin irdina ZainuddinNo ratings yet
- Cross Sectional Assembly Drawing With Part ListDocument33 pagesCross Sectional Assembly Drawing With Part Listhuynhthanhtamga1981No ratings yet
- CITY # 100274628 0800.05000-A: ConnectorDocument2 pagesCITY # 100274628 0800.05000-A: Connectorzbigniew prenetaNo ratings yet
- Turbine Handover List EquipmentDocument22 pagesTurbine Handover List Equipmentjindal powerNo ratings yet
- File3 PDFDocument119 pagesFile3 PDFikkemijnnaam0% (1)
- Boq Mei Isbl Refinery Glycerine Plant - For TenderDocument64 pagesBoq Mei Isbl Refinery Glycerine Plant - For TenderIsnanto AjaNo ratings yet
- Northern Zambales College, Inc. Checklist of Tools, Equipment, Supplies and Materials, and FacilitiesDocument3 pagesNorthern Zambales College, Inc. Checklist of Tools, Equipment, Supplies and Materials, and Facilitiesjerome24diassanNo ratings yet
- PHOENIX Conectores de Passagem PDFDocument160 pagesPHOENIX Conectores de Passagem PDFHaldirLeaoNo ratings yet
- Plugs, Sockets and Adaptors Technical Data - 621471 - ClipsalDocument52 pagesPlugs, Sockets and Adaptors Technical Data - 621471 - ClipsalalibinabubakarNo ratings yet
- Aws z49-1 PDFDocument58 pagesAws z49-1 PDFTaylorNo ratings yet
- Especificacion de Torque EnglishDocument4 pagesEspecificacion de Torque EnglishpetercuriNo ratings yet
- Itp EvaporatorDocument10 pagesItp EvaporatorChinni KrishnaNo ratings yet
- WQT Enrolment Form TWIT-WQ-F1 Rev 1Document1 pageWQT Enrolment Form TWIT-WQ-F1 Rev 1reezmanNo ratings yet
- Patrick Miguel Cos Sande: Institute/University:TESDA MASBATE CITYDocument1 pagePatrick Miguel Cos Sande: Institute/University:TESDA MASBATE CITYMark Jasper BadillosNo ratings yet
- Registry Re Request For NTTC (May 16-26,2017)Document22 pagesRegistry Re Request For NTTC (May 16-26,2017)manzNo ratings yet
- Analisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanDocument10 pagesAnalisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanNurkholis NurkholisNo ratings yet
- GS TRANCHE 23 SPARE PARTS LISTINGDocument33 pagesGS TRANCHE 23 SPARE PARTS LISTINGdoganhisar tvNo ratings yet
- Fundamentals of WeldingsDocument96 pagesFundamentals of WeldingsBurag HamparyanNo ratings yet
- Sivakumar Service CertificatesDocument21 pagesSivakumar Service CertificatesAbdul SirajNo ratings yet
- Weidmuller Screw Connection Terminal AccessoriesDocument30 pagesWeidmuller Screw Connection Terminal AccessoriesPeralta FcoNo ratings yet
- Welder Semester 1 NSFQ Books Compressed 1 100 74f282f1Document100 pagesWelder Semester 1 NSFQ Books Compressed 1 100 74f282f1Md Eklakh Md EklakhNo ratings yet
- Methode Statement Weld & Fitup of PipeDocument14 pagesMethode Statement Weld & Fitup of PipeRio Cristovan MantiriNo ratings yet
- ISSUE 367 QUIZ-Charpy Impact Test Reduction Temperature For CVN VIII.2-ANSWERDocument9 pagesISSUE 367 QUIZ-Charpy Impact Test Reduction Temperature For CVN VIII.2-ANSWERcpchonburiNo ratings yet