You might also like
- Emerson Filtros PDFDocument32 pagesEmerson Filtros PDFGinna OlivasNo ratings yet
- AutosDocument31 pagesAutosGerman Gaspar RiveraNo ratings yet
- Implementacion Del TPMDocument9 pagesImplementacion Del TPMGerman Gaspar RiveraNo ratings yet
- Bombas de Agua Cuma Modelo K3LDocument1 pageBombas de Agua Cuma Modelo K3LGerman Gaspar RiveraNo ratings yet
- ManualSegMmtoInstElecfinalpublicar2017 PDFDocument30 pagesManualSegMmtoInstElecfinalpublicar2017 PDFEnrique del ReyNo ratings yet
- Negociacion Empre2Document2 pagesNegociacion Empre2German Gaspar RiveraNo ratings yet
- Estudio de MercadoDocument30 pagesEstudio de Mercadojuanito_77No ratings yet
- AutosDocument31 pagesAutosGerman Gaspar RiveraNo ratings yet
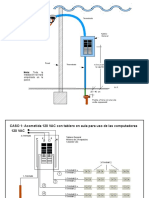
- Alimentacion CDocument1 pageAlimentacion CGerman Gaspar RiveraNo ratings yet
- Ahorra energía corrigiendo tu factor de potenciaDocument2 pagesAhorra energía corrigiendo tu factor de potenciahannan hanier jimenez lopezNo ratings yet
- Fundamentos de Administracion 1Document24 pagesFundamentos de Administracion 1German Gaspar RiveraNo ratings yet
- Grammar 1Document12 pagesGrammar 1German Gaspar RiveraNo ratings yet
- Liderar Un Equipo de Alto Desempeño..Document20 pagesLiderar Un Equipo de Alto Desempeño..German Gaspar RiveraNo ratings yet
- Hmi PresentaciónDocument37 pagesHmi PresentaciónGerman Gaspar Rivera100% (2)
- 8 Vibra2Document4 pages8 Vibra2Raul Ricardo Cuellar ReyesNo ratings yet
- Espectros VibracionDocument1 pageEspectros VibracionGerman Gaspar RiveraNo ratings yet
- Ahorra energía corrigiendo tu factor de potenciaDocument2 pagesAhorra energía corrigiendo tu factor de potenciahannan hanier jimenez lopezNo ratings yet
- NOM 003 SEGOB 2002 ProtcivilsenalamientosDocument0 pagesNOM 003 SEGOB 2002 ProtcivilsenalamientosPatrocinio VazquezNo ratings yet
- Pareto Ejemplo ElectricoDocument2 pagesPareto Ejemplo ElectricoGerman Gaspar RiveraNo ratings yet
- Ahorra energía corrigiendo tu factor de potenciaDocument2 pagesAhorra energía corrigiendo tu factor de potenciahannan hanier jimenez lopezNo ratings yet
- Cotización MI LLANTA S.A. de C.V. Marzo 2014Document2 pagesCotización MI LLANTA S.A. de C.V. Marzo 2014German Gaspar RiveraNo ratings yet
- Manual Ohsas 18001Document134 pagesManual Ohsas 18001rujubralNo ratings yet
- DesgasteDocument11 pagesDesgasteMiluska Villarreal HernandezNo ratings yet
- EsDocument180 pagesEsOrlando MarucaNo ratings yet
- Api IsoDocument65 pagesApi Isojuanl1510No ratings yet
- Bujes PDFDocument1 pageBujes PDFGerman Gaspar RiveraNo ratings yet
- LubricaciÓn y CojinetesDocument26 pagesLubricaciÓn y Cojinetesapi-383347690% (10)
- 07.el Ruso en Ejercicios PDFDocument330 pages07.el Ruso en Ejercicios PDFValen BonaNo ratings yet
- Pruebas de Resistencia de AislamientoDocument5 pagesPruebas de Resistencia de AislamientoGerman Gaspar RiveraNo ratings yet
- Válvula IAC: Función, fallas y calibraciónDocument4 pagesVálvula IAC: Función, fallas y calibraciónJose Miguel Silva RizoNo ratings yet
- Caso Mina IscaycruzDocument22 pagesCaso Mina IscaycruzKim Carpio PalominoNo ratings yet
- Bioacumulacion de Cobre en ChondracanthusDocument8 pagesBioacumulacion de Cobre en ChondracanthusJorge VelascoNo ratings yet
- Acabados SuperficialesDocument13 pagesAcabados SuperficialesAlejandro Ferreras OrtegaNo ratings yet
- ESTUDIODELASOLDABILIDADDELACERO9840PORMEDIODELPROCESODESOLDADocument79 pagesESTUDIODELASOLDABILIDADDELACERO9840PORMEDIODELPROCESODESOLDAMarcelino Navarrete EvaristoNo ratings yet
- 2015-01-26 Planos de Et para 45 CeDocument35 pages2015-01-26 Planos de Et para 45 CehackinjcNo ratings yet
- Sistema de Permisos de Trabajo en Alturas PDFDocument8 pagesSistema de Permisos de Trabajo en Alturas PDFshirly laverdeNo ratings yet
- Varillas acero cambio temperaturaDocument8 pagesVarillas acero cambio temperaturaFer RecaldeNo ratings yet
- Terminos de Referencia de Las Estaciones Meteorologicas Automaticas - TrifinioDocument12 pagesTerminos de Referencia de Las Estaciones Meteorologicas Automaticas - TrifinioWalter BardalesNo ratings yet
- Presentación de Escala de Lawton-BrodyDocument17 pagesPresentación de Escala de Lawton-BrodyEchezarreta Cuba100% (1)
- 02 - Tejuelas de MaderaDocument58 pages02 - Tejuelas de MaderaRoberto Andres Mercado BurgosNo ratings yet
- Feminismo ecologismo encuentros desencuentrosDocument26 pagesFeminismo ecologismo encuentros desencuentrosIrene Garcia RocesNo ratings yet
- Acabados - Diseño de InterioresDocument124 pagesAcabados - Diseño de InterioresJorge Luis Anchiraico OlivaresNo ratings yet
- Corsa-S A - DPDocument46 pagesCorsa-S A - DPDIANA LUZ GUZMAN COAGUILANo ratings yet
- Acuñación de monedas: procesos y definiciónDocument20 pagesAcuñación de monedas: procesos y definiciónUrbina JavierNo ratings yet
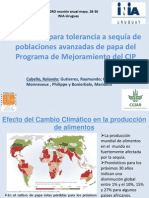
- Evaluación para Tolerancia A Sequía de Poblaciones Avanzadas de Papa Del Programa de Mejoramiento Del CIPDocument28 pagesEvaluación para Tolerancia A Sequía de Poblaciones Avanzadas de Papa Del Programa de Mejoramiento Del CIPJorge Luis Alonso G.100% (1)
- Banco de 900 Preguntas y R SermusDocument152 pagesBanco de 900 Preguntas y R SermusFLOR LIDIA BUSTAMANTE FUSTAMANTE100% (2)
- Hernández Couceyro, AnabelDocument65 pagesHernández Couceyro, AnabelFrank Jhon GonzalezNo ratings yet
- Cupressus Lusitanica Propiedades FisicomecanicasDocument15 pagesCupressus Lusitanica Propiedades FisicomecanicasHugoChocNo ratings yet
- Articulo Plantometria y AlteracionesDocument21 pagesArticulo Plantometria y AlteracionesHAROLD RODRIGUEZ ECHEVERRYNo ratings yet
- Orgonitas y ReikiDocument4 pagesOrgonitas y ReikiAmeliaesmeraldaNo ratings yet
- Problemas de Carga Axial-MS 2-2014Document18 pagesProblemas de Carga Axial-MS 2-2014Albin CGNo ratings yet
- AceitesDocument233 pagesAceitesLanders Salas RolandoNo ratings yet
- Manual Instalador GNCDocument42 pagesManual Instalador GNCLuis Naranjo TipánNo ratings yet
- Soldadura oxiacetileno equipoDocument29 pagesSoldadura oxiacetileno equipoMilton UrrozNo ratings yet
- Entrevista MotivacionalDocument33 pagesEntrevista MotivacionalPaola AlarcónNo ratings yet
- Especifciaciones Dispocision de Excretas 12Document119 pagesEspecifciaciones Dispocision de Excretas 12Osmar Blanco ColqueNo ratings yet
- Tesis Pensador MexicanoDocument250 pagesTesis Pensador MexicanoEduardoviri100% (1)
- Sintesis de Trabajos MPTS-Unillanos-Primer Semetre 2015Document121 pagesSintesis de Trabajos MPTS-Unillanos-Primer Semetre 2015jorgealbertorangelNo ratings yet
- Libro EcolonaSpanishDocument156 pagesLibro EcolonaSpanishRosaNo ratings yet