You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Nor MexDocument1 pageNor MexcarlosNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Mann Line CardDocument4 pagesMann Line CardcarlosNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- OIL-Xplus Filtros Aire ComprimidoDocument8 pagesOIL-Xplus Filtros Aire ComprimidoMario Vazquez BNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- จำหน่าย Mann Air FiltersDocument4 pagesจำหน่าย Mann Air FiltersParinpa KetarNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Compressed Air Interchangeable Elements: Engineering SuccessDocument66 pagesCompressed Air Interchangeable Elements: Engineering SuccesscarlosNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- FG SepDocument52 pagesFG Sepbasantjain123450% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Kit Number 15432 Kit Number 15432 Kit Number 15432Document2 pagesKit Number 15432 Kit Number 15432 Kit Number 15432carlosNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Filter Elements EDocument16 pagesFilter Elements EcarlosNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- WetsealsDocument13 pagesWetsealsAayan SaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Haz de Tubos RefrigeraciónDocument2 pagesHaz de Tubos RefrigeracióncarlosNo ratings yet
- FG SepDocument52 pagesFG Sepbasantjain123450% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Filtros de Aire Fleetguared y AccesoriosDocument128 pagesFiltros de Aire Fleetguared y Accesorioswalsystem22No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- TYPE 28 Compressor Seals: Dry-Running, Non-Contacting Gas SealsDocument6 pagesTYPE 28 Compressor Seals: Dry-Running, Non-Contacting Gas SealscarlosNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- So PL AdoresDocument12 pagesSo PL AdorescarlosNo ratings yet
- 5506 en Integrated Condition MonitoringDocument28 pages5506 en Integrated Condition MonitoringcarlosNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- CM2305 en SKF Machine Analyst-Remote AccessDocument4 pagesCM2305 en SKF Machine Analyst-Remote AccesscarlosNo ratings yet
- Standart 0508Document3 pagesStandart 0508carlosNo ratings yet
- ZS 18-132 ZS 37+-160 VSD - tcm559-1183714Document20 pagesZS 18-132 ZS 37+-160 VSD - tcm559-1183714jnijholthomenlNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Standart 0502Document2 pagesStandart 0502carlosNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Standart Rodamientos Doble HileraDocument2 pagesStandart Rodamientos Doble HileracarlosNo ratings yet
- CM2295 en SKF Machine Analyst-HMIDocument4 pagesCM2295 en SKF Machine Analyst-HMIcarlosNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- CM2310 en SKF Machine Work NotificationDocument4 pagesCM2310 en SKF Machine Work NotificationcarlosNo ratings yet
- CM2309 en SKF Machine Analyst-TrendOilDocument4 pagesCM2309 en SKF Machine Analyst-TrendOilcarlosNo ratings yet
- CM2385 en SKF Analysis and Reporting ModuleDocument4 pagesCM2385 en SKF Analysis and Reporting ModulecarlosNo ratings yet
- CM2368 en SKF @ptitude InspectorDocument8 pagesCM2368 en SKF @ptitude InspectorcarlosNo ratings yet
- CM2298 en SKF Machine Analyst-RemoteRouteDocument4 pagesCM2298 en SKF Machine Analyst-RemoteRoutecarlosNo ratings yet
- CM2362 en SKF @ptitude AnalystDocument8 pagesCM2362 en SKF @ptitude AnalystcarlosNo ratings yet
- 6490 en @ptitude Asset Management System BrochureDocument12 pages6490 en @ptitude Asset Management System BrochurecarlosNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- AMS10004 SKF Results ReporterDocument8 pagesAMS10004 SKF Results ReportercarlosNo ratings yet
- PSP BrochureDocument4 pagesPSP BrochurecarlosNo ratings yet
- SOP For Abrasive WheelsDocument7 pagesSOP For Abrasive WheelsShreedharNo ratings yet
- Falafel Salad - The Flourishing FoodieDocument10 pagesFalafel Salad - The Flourishing Foodiemorganmc16No ratings yet
- Skewness Presentation CUFinalDocument84 pagesSkewness Presentation CUFinalirc.indusNo ratings yet
- Question Bank MathsDocument3 pagesQuestion Bank MathsRajesh TiwariNo ratings yet
- CONTOH CoCUDocument16 pagesCONTOH CoCUaminsyakirNo ratings yet
- Serbian N Other ProverbsDocument55 pagesSerbian N Other ProverbsYiannis Katsanevakis100% (1)
- Roy of The Rovers - Total Football - Part 3Document8 pagesRoy of The Rovers - Total Football - Part 3Cyril "Storky" KnightNo ratings yet
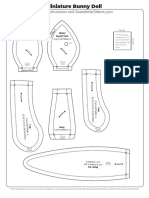
- Mini Bunny Doll Sweetbriar SistersDocument1 pageMini Bunny Doll Sweetbriar SistersJayNo ratings yet
- Have ST DoneDocument2 pagesHave ST DoneBeatriz LGNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Del-Clean Total Cleaner MSDSDocument5 pagesDel-Clean Total Cleaner MSDSShanArisNo ratings yet
- 50 de Keys HSG e 9 1Document262 pages50 de Keys HSG e 9 1Pham Hai YenNo ratings yet
- Little Friends - Teachers BookDocument99 pagesLittle Friends - Teachers BookHang Duong100% (2)
- Shahi Exports PVTDocument13 pagesShahi Exports PVTkritiNo ratings yet
- Lifesaving AppliancesDocument102 pagesLifesaving AppliancesNedjeljko Plazonić100% (1)
- MapaleDocument17 pagesMapaleazamantes33% (21)
- BDSM Library - Special Effects by David ShawDocument12 pagesBDSM Library - Special Effects by David Shawdorsia1No ratings yet
- Chapter 1 To 23 Ques-AnswersDocument13 pagesChapter 1 To 23 Ques-AnswersRasha83% (12)
- Units 5 and 6 Intro PracticeDocument6 pagesUnits 5 and 6 Intro PracticePeter GutembergNo ratings yet
- Lincoln Electric Svm204-A Outback 185Document98 pagesLincoln Electric Svm204-A Outback 185silictronicNo ratings yet
- Developing 4X5 Sheet Film An Alternative MethodDocument4 pagesDeveloping 4X5 Sheet Film An Alternative MethodIhsan BalkisNo ratings yet
- Soal Penilaian Akhir Semster (Pas) Gasal TAHUN PELAJARAN 2021/2022Document4 pagesSoal Penilaian Akhir Semster (Pas) Gasal TAHUN PELAJARAN 2021/2022septi handayaniNo ratings yet
- Pe Action PlanDocument8 pagesPe Action Planapi-217592309No ratings yet
- Horn OK Please Lyrics Translation Honey Singh Main Aa Riya HoonDocument3 pagesHorn OK Please Lyrics Translation Honey Singh Main Aa Riya HoonangelisiaoNo ratings yet
- Speech AtestatDocument2 pagesSpeech AtestatTeodora ElenaNo ratings yet
- BDD 40903 Injection Mold Design Chapter 2Document20 pagesBDD 40903 Injection Mold Design Chapter 2Muhammad Shafiq Mohd YunusNo ratings yet
- 95 Pages Hi-Quality Tips and Techniques For ClayDocument94 pages95 Pages Hi-Quality Tips and Techniques For Claymarshella100% (1)
- Rates and Fees GS ResortDocument3 pagesRates and Fees GS ResortVy LovNo ratings yet
- Ethics and Matters Mary Anne MC Danel de GarcaDocument49 pagesEthics and Matters Mary Anne MC Danel de Garcaapi-209527157No ratings yet
- Ideas by Gul Ahmed Final VersionDocument15 pagesIdeas by Gul Ahmed Final VersionIfrah NadeemNo ratings yet
- NONWOVEN - Vinay Kumar MidhaDocument11 pagesNONWOVEN - Vinay Kumar Midhaglobal-marketin8184No ratings yet