You might also like
- Block de Motor - Especificaciones c15 PDFDocument19 pagesBlock de Motor - Especificaciones c15 PDFFJ OscarNo ratings yet
- ASV Posi-Track PT-80 Track Loader Parts Catalogue Manual PDFDocument14 pagesASV Posi-Track PT-80 Track Loader Parts Catalogue Manual PDFfisekkkdNo ratings yet
- Eparts MBE 900 4000 Reference Card PDFDocument21 pagesEparts MBE 900 4000 Reference Card PDFAmilcar RodasNo ratings yet
- Detroit Diesel 50-60 Series, 53, 71, 92 and 149 Series Engines - Replacement PartsDocument72 pagesDetroit Diesel 50-60 Series, 53, 71, 92 and 149 Series Engines - Replacement PartsAlexNo ratings yet
- Cat It28g 5Document5 pagesCat It28g 5Oecox Cah DjadoelNo ratings yet
- Despiece Mitsubishi y KubotaDocument4 pagesDespiece Mitsubishi y KubotaOscar MartinezNo ratings yet
- Perkins 804C-33 ManualDocument25 pagesPerkins 804C-33 ManualIbrahim Awad50% (2)
- Caterpillar Engine Service Manual CT S Eng d353Document7 pagesCaterpillar Engine Service Manual CT S Eng d353CarlosNo ratings yet
- 12LD 435-2 12LD 435-2/B1 12LD 475-2 12LD 475-2 EPA: Work Shop Manual 12LD Series Engines, Cod. 1-5302-460 - 3 EdDocument50 pages12LD 435-2 12LD 435-2/B1 12LD 475-2 12LD 475-2 EPA: Work Shop Manual 12LD Series Engines, Cod. 1-5302-460 - 3 EdRolandas PetkusNo ratings yet
- Engine Tools 03Document74 pagesEngine Tools 03abduallah muhammadNo ratings yet
- The New 3C-Series Engines: Isuzu Motors America, IncDocument6 pagesThe New 3C-Series Engines: Isuzu Motors America, IncVasile SilvioNo ratings yet
- ASV RC100 Service ManualDocument89 pagesASV RC100 Service Manualpistol pete100% (1)
- A New HEUI Is Used On C7Document3 pagesA New HEUI Is Used On C7Carlos Indigoyen LimaymantaNo ratings yet
- Linked PDFDocument275 pagesLinked PDFАнатолій ГуменюкNo ratings yet
- CT120 6986522 enUS Om 04-10Document214 pagesCT120 6986522 enUS Om 04-10Henry HuayhuaNo ratings yet
- QSX 15 Oil CoolerDocument3 pagesQSX 15 Oil CoolermunhNo ratings yet
- 21 Instruktsiy Air ManualDocument355 pages21 Instruktsiy Air Manualsuryadi100% (1)
- Manual Motor Dv-550Document397 pagesManual Motor Dv-550Felix Enrique Plaza100% (2)
- Ref Pecas IvecoDocument7 pagesRef Pecas IvecoPaulo SoaresNo ratings yet
- C18 Test Ajuste Injector ElectrónicoDocument4 pagesC18 Test Ajuste Injector ElectrónicoMiguel Angel Garrido CardenasNo ratings yet
- Kenr6225 01Document68 pagesKenr6225 01Boris BabicNo ratings yet
- TDC Nº1 Cyl. Motor 3054c - 416eDocument3 pagesTDC Nº1 Cyl. Motor 3054c - 416eJosé GonzalezNo ratings yet
- Mouldin 1750-C Parts ManualDocument25 pagesMouldin 1750-C Parts ManualJuan Gonzalez100% (1)
- Bendix Ba-921 Closed Room Compressor Exploded ViewDocument1 pageBendix Ba-921 Closed Room Compressor Exploded ViewJIMJEONo ratings yet
- TSPG - Engine Tools 2-139 A 2-220 PDFDocument82 pagesTSPG - Engine Tools 2-139 A 2-220 PDFAKshay100% (1)
- 4TNV98-GGE For Generator: Specifications and DrawingsDocument19 pages4TNV98-GGE For Generator: Specifications and DrawingsRita RitaNo ratings yet
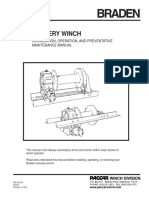
- Recovery Winch: Installation, Operation, and Preventative Maintenance ManualDocument40 pagesRecovery Winch: Installation, Operation, and Preventative Maintenance Manualkwayneolson6081No ratings yet
- Generac Mobile Products Manual Parts Light Towers MLT3000Document64 pagesGenerac Mobile Products Manual Parts Light Towers MLT3000ider100% (1)
- (Parts Manual Magnum 325 4x4) PDFDocument72 pages(Parts Manual Magnum 325 4x4) PDFjose100% (2)
- Docshare - Tips - John Deere 6059t Engine PDFDocument271 pagesDocshare - Tips - John Deere 6059t Engine PDFSaul AndinoNo ratings yet
- Cylinder Head: Cerrar SIS Pantalla AnteriorDocument2 pagesCylinder Head: Cerrar SIS Pantalla Anteriorallmachinessas machinesNo ratings yet
- Ipd Parts For Detroit Diesel 60 Series Quick RefDocument2 pagesIpd Parts For Detroit Diesel 60 Series Quick RefÑengo Flow Full RecordNo ratings yet
- GTH 644 842 844Document282 pagesGTH 644 842 844maqvereNo ratings yet
- Cummins N14 - Injector and Valve Adjustment - Diesel Engines TroubleshootingDocument9 pagesCummins N14 - Injector and Valve Adjustment - Diesel Engines TroubleshootingDominick TalaricoNo ratings yet
- Catalogo Mcbee Caterpillar C12, C13, C15,3406E 2019 PDFDocument36 pagesCatalogo Mcbee Caterpillar C12, C13, C15,3406E 2019 PDFAlexis SanchezNo ratings yet
- Adjustment of The Compression BrakeDocument2 pagesAdjustment of The Compression BrakeCarlos Juarez ChungaNo ratings yet
- 3406 Engine Assem ProcedureDocument2 pages3406 Engine Assem ProcedureOli MijanaNo ratings yet
- Manual de Servicio KubotaDocument2 pagesManual de Servicio KubotacpaolinodNo ratings yet
- Motor 60Z02152 - 05 (1) CAT 3306 Camshaft BearingsDocument3 pagesMotor 60Z02152 - 05 (1) CAT 3306 Camshaft BearingsIsmael De Jesus AndradeNo ratings yet
- Piston Ring Groove - Inspect: Shutdown SIS Previous ScreenDocument1 pagePiston Ring Groove - Inspect: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- RENR7312 D3G, D4G and D5G Track-Type Tractors 1Document91 pagesRENR7312 D3G, D4G and D5G Track-Type Tractors 1Rob BeersNo ratings yet
- Allison AT540, 543, 545Document6 pagesAllison AT540, 543, 545Gina LópezNo ratings yet
- MBE900 Nozzle Holder PDFDocument5 pagesMBE900 Nozzle Holder PDFJosue Alvarez VegaNo ratings yet
- Meritor 140 141 143 144 145 driveAxlePartsDocument69 pagesMeritor 140 141 143 144 145 driveAxlePartsUmar ShamsudinNo ratings yet
- Axilok InstallatTuercasDocument1 pageAxilok InstallatTuercasalxsscabal100% (1)
- Brakesaver: Systems OperationDocument17 pagesBrakesaver: Systems OperationRichard ChuaNo ratings yet
- Caterpillar Challenger: Spare Parts Catalog, Repair Manual, Operation InstructionDocument1 pageCaterpillar Challenger: Spare Parts Catalog, Repair Manual, Operation InstructionparyshaanNo ratings yet
- CNH Diesel Fuel Injection: Equipment & PartsDocument10 pagesCNH Diesel Fuel Injection: Equipment & PartsAdrian NNo ratings yet
- CAT C9 ACERT Engine PDFDocument4 pagesCAT C9 ACERT Engine PDFettoscar100% (1)
- Chelsea Parker AppCat HY25-3000 USFullDocument628 pagesChelsea Parker AppCat HY25-3000 USFullturciosc93No ratings yet
- Model V32 Manual Assembly DisassemblyDocument54 pagesModel V32 Manual Assembly Disassemblysamira1630No ratings yet
- Caterpillar Perkins Cross Reference PDFDocument2 pagesCaterpillar Perkins Cross Reference PDFCarlos Valdes100% (1)
- Certified Engines 2Document28 pagesCertified Engines 2Goran MatovicNo ratings yet
- 3208 Pump Install Timing InstructionsDocument4 pages3208 Pump Install Timing InstructionsUliAlejandroRodriguezCorianga100% (1)
- Front Axle Parts Book TH636C TH644C TH842C TH844CDocument16 pagesFront Axle Parts Book TH636C TH644C TH842C TH844CMA TotalforkliftNo ratings yet
- Virabrequim dk8 - d342 PDFDocument2 pagesVirabrequim dk8 - d342 PDFLeandro MauricioNo ratings yet
- Unit Injector - Install: Disassembly and AssemblyDocument13 pagesUnit Injector - Install: Disassembly and AssemblyAnung Nugroho100% (1)
- Special Instruction To Replace Cylinder SleeveDocument26 pagesSpecial Instruction To Replace Cylinder SleeveDaniel TekleNo ratings yet
- Cyl Head InstallDocument5 pagesCyl Head InstallSteven Y.MNo ratings yet
- Bronzinas 3114 3116 3126 STD e Sob MedidaDocument8 pagesBronzinas 3114 3116 3126 STD e Sob Medidapaimporcate67% (3)
- Bucket 0 7m3 Width 1045mm 20Document1 pageBucket 0 7m3 Width 1045mm 20paimporcateNo ratings yet
- Cartuchos CAT Com Suas Galonagens PDFDocument11 pagesCartuchos CAT Com Suas Galonagens PDFpaimporcateNo ratings yet
- ShopSupplies&Tools PDFDocument320 pagesShopSupplies&Tools PDFpaimporcateNo ratings yet
- Application of The Strain Energy To Estimate The Rock Load in Non-Squeezing Ground ConditionDocument17 pagesApplication of The Strain Energy To Estimate The Rock Load in Non-Squeezing Ground ConditionAmit Kumar GautamNo ratings yet
- OM CommandCenter OI SEP09 enDocument30 pagesOM CommandCenter OI SEP09 enGabriely MuriloNo ratings yet
- 7Document6 pages7Joenetha Ann Aparici100% (1)
- Genuine Fakes: How Phony Things Teach Us About Real StuffDocument2 pagesGenuine Fakes: How Phony Things Teach Us About Real StuffGail LeondarWrightNo ratings yet
- DCS800ServiceManual RevADocument96 pagesDCS800ServiceManual RevAElinplastNo ratings yet
- Analysis of Rates (Nh-15 Barmer - Sanchor)Document118 pagesAnalysis of Rates (Nh-15 Barmer - Sanchor)rahulchauhan7869No ratings yet
- AMICO Bar Grating CatalogDocument57 pagesAMICO Bar Grating CatalogAdnanNo ratings yet
- Ateneo de Manila University: Submitted byDocument5 pagesAteneo de Manila University: Submitted byCuster CoNo ratings yet
- 2Document8 pages2Eduardo Antonio Comaru Gouveia75% (4)
- ..Product CatalogueDocument56 pages..Product Catalogue950 911No ratings yet
- Jacob Stewart ResumeDocument2 pagesJacob Stewart Resumeapi-250063152No ratings yet
- CA21159 MG 8 Digital BookletDocument5 pagesCA21159 MG 8 Digital BookletcantaloupemusicNo ratings yet
- Worst of Autocall Certificate With Memory EffectDocument1 pageWorst of Autocall Certificate With Memory Effectapi-25889552No ratings yet
- Universal Ultrasonic Generator For Welding: W. Kardy, A. Milewski, P. Kogut and P. KlukDocument3 pagesUniversal Ultrasonic Generator For Welding: W. Kardy, A. Milewski, P. Kogut and P. KlukPhilip EgyNo ratings yet
- The Mooring Pattern Study For Q-Flex Type LNG Carriers Scheduled For Berthing at Ege Gaz Aliaga LNG TerminalDocument6 pagesThe Mooring Pattern Study For Q-Flex Type LNG Carriers Scheduled For Berthing at Ege Gaz Aliaga LNG TerminalMahad Abdi100% (1)
- Lady in The House, Her Responsibilities & Ambitions: Amrita DuhanDocument7 pagesLady in The House, Her Responsibilities & Ambitions: Amrita DuhanFitness FableNo ratings yet
- Mathmatcs Joint Form TwoDocument11 pagesMathmatcs Joint Form TwoNurudi jumaNo ratings yet
- JCP4 XDOBursting EngineDocument13 pagesJCP4 XDOBursting Enginesubhash221103No ratings yet
- AISOY1 KiK User ManualDocument28 pagesAISOY1 KiK User ManualLums TalyerNo ratings yet
- D25KS Sanvick PDFDocument4 pagesD25KS Sanvick PDFJiménez Manuel100% (1)
- GPP Calendar of Activities 2022 23 SdoDocument5 pagesGPP Calendar of Activities 2022 23 SdoRomel GarciaNo ratings yet
- Pioneer 1019ah-K Repair ManualDocument162 pagesPioneer 1019ah-K Repair ManualjekNo ratings yet
- Continuing Professional Development PlanDocument4 pagesContinuing Professional Development Planvviki50% (2)
- ST Arduino Labs CombinedDocument80 pagesST Arduino Labs CombineddevProNo ratings yet
- PETAL Sentence StartersDocument1 pagePETAL Sentence StartersSnip x Hunt manNo ratings yet
- Department of Education: Template No. 1 Teacher'S Report On The Results of The Regional Mid-Year AssessmentDocument3 pagesDepartment of Education: Template No. 1 Teacher'S Report On The Results of The Regional Mid-Year Assessmentkathrine cadalsoNo ratings yet
- 3D Printing & Embedded ElectronicsDocument7 pages3D Printing & Embedded ElectronicsSantiago PatitucciNo ratings yet
- Chapter 13 CarbohydratesDocument15 pagesChapter 13 CarbohydratesShanna Sophia PelicanoNo ratings yet
- AIIMS 2015 Solved PaperDocument436 pagesAIIMS 2015 Solved PaperSurya TejaNo ratings yet
- Toh736 - 84000 The Dharani of Parnasavari PDFDocument24 pagesToh736 - 84000 The Dharani of Parnasavari PDFJames LeeNo ratings yet