You might also like
- Cooling System Design - 23.09.2022Document9 pagesCooling System Design - 23.09.2022akhil05052002No ratings yet
- Air Heaters: Requirement, Types ConstructionDocument20 pagesAir Heaters: Requirement, Types ConstructionArvind ShuklaNo ratings yet
- Shell and Tube Heat Exchanger BasicsDocument12 pagesShell and Tube Heat Exchanger BasicsSachin KumarNo ratings yet
- Basics of Shell and Tube Heat Exchangers With PDFDocument12 pagesBasics of Shell and Tube Heat Exchangers With PDFtruong cong truc100% (1)
- Air-Cooled Heat Exchangers: LectureDocument39 pagesAir-Cooled Heat Exchangers: LectureBaraa Shurbaji No 111No ratings yet
- Chemical Engineering: Govt - Polytechnic Mankenda (Agra)Document47 pagesChemical Engineering: Govt - Polytechnic Mankenda (Agra)Shekhar YaduvanshiNo ratings yet
- Introduction To Heat ExchangerDocument15 pagesIntroduction To Heat ExchangernsfvhsfNo ratings yet
- Double Pipe Heat ExchangerDocument5 pagesDouble Pipe Heat ExchangerSheb LorenoNo ratings yet
- Types of Heat Exchangers ClassificationDocument13 pagesTypes of Heat Exchangers ClassificationAbhijit NathNo ratings yet
- Heat Exchanger Types and ApplicationsDocument9 pagesHeat Exchanger Types and ApplicationsKarter KhelaNo ratings yet
- Mold Cooling SystemDocument8 pagesMold Cooling SystemImedooImedNo ratings yet
- Final EvaporatorDocument33 pagesFinal EvaporatorRadharaman YadavNo ratings yet
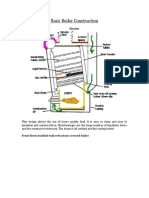
- Basic Boiler ConstructionDocument37 pagesBasic Boiler ConstructionSudarmarine SudharNo ratings yet
- Heat Exchanger Design & Equipment GuideDocument22 pagesHeat Exchanger Design & Equipment Guideanil kumarNo ratings yet
- Heat Exchanger Report Shell and Tube, Double Pipe, PlateDocument6 pagesHeat Exchanger Report Shell and Tube, Double Pipe, PlateahemdmohiNo ratings yet
- Types of Heat ExchangersDocument14 pagesTypes of Heat ExchangersMuhammadFahadIjazNo ratings yet
- InTech-Thermal Design of Cooling and Dehumidifying CoilsDocument28 pagesInTech-Thermal Design of Cooling and Dehumidifying CoilsJom BonhayagNo ratings yet
- BoilerDocument48 pagesBoilerAbdallah Mansour100% (2)
- Heat Exchanger TypesDocument7 pagesHeat Exchanger TypesMarwan ShamsNo ratings yet
- Heat ExchnagerDocument12 pagesHeat ExchnagerMadmaxNo ratings yet
- Heat Pumps Refrigeration Troubleshooting ManualDocument24 pagesHeat Pumps Refrigeration Troubleshooting Manualfstaday66240% (1)
- Introduction to Shell and Tube Heat ExchangersDocument11 pagesIntroduction to Shell and Tube Heat ExchangersHashem HomadyNo ratings yet
- 18 Heat ExchangersDocument6 pages18 Heat ExchangersJoshua EvansNo ratings yet
- Intercooler Charge Air Cooler Combustion EnginesDocument1 pageIntercooler Charge Air Cooler Combustion EnginesSagar PatilNo ratings yet
- Heat Exchanger ReportDocument13 pagesHeat Exchanger ReportGâmãł Äbđuł HäqNo ratings yet
- Engine Cooling System Notes 31-5-17Document26 pagesEngine Cooling System Notes 31-5-17collins arogoNo ratings yet
- Heat ExchangerDocument9 pagesHeat ExchangerChrissa Villaflores GanitNo ratings yet
- Basic Boiler ConstructionDocument8 pagesBasic Boiler ConstructionLuthfi Yulian FikriNo ratings yet
- Basic Boiler Construction GuideDocument8 pagesBasic Boiler Construction GuideIonescu FlorinNo ratings yet
- Chapter 4 Heat Exchangers With High-Finned Trufin TubesDocument0 pagesChapter 4 Heat Exchangers With High-Finned Trufin TubesManuel ArroyoNo ratings yet
- Understanding Blow Molding: Norman C. LeeDocument11 pagesUnderstanding Blow Molding: Norman C. LeeKiran ModakNo ratings yet
- Cooling & Dehumidification Coil PDFDocument30 pagesCooling & Dehumidification Coil PDFonkarratheeNo ratings yet
- Thermal Design of Cooling PDFDocument29 pagesThermal Design of Cooling PDFShoukat Ali ShaikhNo ratings yet
- Refrigeration Sysy TypeDocument6 pagesRefrigeration Sysy TypebbaytlNo ratings yet
- Plate and FinDocument4 pagesPlate and FinAbdiasheitorNo ratings yet
- Chemical Design of Heat Exchanger TerdesakDocument22 pagesChemical Design of Heat Exchanger TerdesakNor Ain100% (4)
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourDocument64 pagesAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarNo ratings yet
- Conceptual Diagram of A Plate and Frame Heat Exchanger02Document9 pagesConceptual Diagram of A Plate and Frame Heat Exchanger02sai thesisNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Heat Transfer Problems in Gas Turbine Combustion ChambersDocument23 pagesHeat Transfer Problems in Gas Turbine Combustion ChambersLarry Smith50% (4)
- Boiller Types Sabic PDFDocument40 pagesBoiller Types Sabic PDFMuhammad Hamza NaveedNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Steam Jet RefrigerationDocument6 pagesSteam Jet RefrigerationbbaytlNo ratings yet
- Experimental Study of Shell-Side Heat Transfer Coefficient and Pressure Drop For An Integrally Helical Baffled Heat Exchanger Combined With Different Enhanced Tubes PDFDocument6 pagesExperimental Study of Shell-Side Heat Transfer Coefficient and Pressure Drop For An Integrally Helical Baffled Heat Exchanger Combined With Different Enhanced Tubes PDFRengga Ahmad PrasetiaNo ratings yet
- How steam jet refrigeration systems workDocument6 pagesHow steam jet refrigeration systems workbbaytlNo ratings yet
- Basic Heat Pump ComponentsDocument6 pagesBasic Heat Pump Componentsdrabc123No ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Steam jet refrigeration system explainedDocument6 pagesSteam jet refrigeration system explainedbbaytlNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration Systembbaytl100% (1)
- Plate Heat Exchanger Design and OperationDocument10 pagesPlate Heat Exchanger Design and OperationAmor AmorNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Modern Boiler ConstructionDocument7 pagesModern Boiler ConstructionMeghanath AdkonkarNo ratings yet
- Heat Pipe Applications in Die Casting and Injection MoldingDocument21 pagesHeat Pipe Applications in Die Casting and Injection MoldingAmitNo ratings yet
- Chapter 3Document10 pagesChapter 3aiknathNo ratings yet
- Chapter 5) Engine Cooling and Lubrication System Necessity of Engine CoolingDocument14 pagesChapter 5) Engine Cooling and Lubrication System Necessity of Engine CoolingRajNo ratings yet
- Conformal cooling improves injection molding quality and cuts cycle timesDocument5 pagesConformal cooling improves injection molding quality and cuts cycle timesAlberto ConzNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Wiring Diagram Anti-Lock Brake System (ABS) - Acceleration Slip Regulation (ASR)Document3 pagesWiring Diagram Anti-Lock Brake System (ABS) - Acceleration Slip Regulation (ASR)MVPNo ratings yet
- Block Size-Based Measures of StreetDocument13 pagesBlock Size-Based Measures of StreetJorge Luís Stocker Jr.No ratings yet
- Ils Approach With A320 Ivao PDFDocument7 pagesIls Approach With A320 Ivao PDFjsachin1178No ratings yet
- 5-Day Automotive Engineering Programme at ARAI PuneDocument10 pages5-Day Automotive Engineering Programme at ARAI Puneanand007krishnanNo ratings yet
- Last Herb 180 Trail My13Document3 pagesLast Herb 180 Trail My13Timothy JacksonNo ratings yet
- Debbie Ruth Parting MNL Fg1epd BKK Flight - OriginatingDocument2 pagesDebbie Ruth Parting MNL Fg1epd BKK Flight - OriginatingJason ToddNo ratings yet
- Sino Cargo 1Document7 pagesSino Cargo 1Sofia VargasNo ratings yet
- DNEPR M72 Manual EnglishDocument76 pagesDNEPR M72 Manual Englishdaemonium666100% (2)
- Deepwell Cargo PumpsDocument2 pagesDeepwell Cargo PumpsAntonio LopezNo ratings yet
- Regon Bserver: Bicyclist Killed in Hit-And-RunDocument16 pagesRegon Bserver: Bicyclist Killed in Hit-And-RunAnonymous 9eadjPSJNgNo ratings yet
- Infiniti G37-09-Coupe7Document1,249 pagesInfiniti G37-09-Coupe7seregap84No ratings yet
- Bangalore BMTC Bus RoutesDocument6 pagesBangalore BMTC Bus RoutesChanderNo ratings yet
- Traffic Accident Investigation Report FormDocument1 pageTraffic Accident Investigation Report FormPhilip Pines87% (15)
- Ethanol Gasoline White PaperDocument13 pagesEthanol Gasoline White PaperEnvironmental Working GroupNo ratings yet
- Lampiran B Spesifikasi AlatDocument7 pagesLampiran B Spesifikasi AlatMitha AyuNo ratings yet
- Jyoyhi Concrete Blocks BrochureDocument28 pagesJyoyhi Concrete Blocks BrochureKunvar MattewalNo ratings yet
- Aeronautical Chart LegendDocument61 pagesAeronautical Chart LegendIlias FaqirNo ratings yet
- Mqna de Rollos de Alusa Q-250 - Stretch - WrapperDocument2 pagesMqna de Rollos de Alusa Q-250 - Stretch - WrapperRodrigo PinoNo ratings yet
- SOP For Coal Rake HandlingDocument3 pagesSOP For Coal Rake Handlingsudesh sharmaNo ratings yet
- 09 Phil. Rabbit Bus Lines V EsguerraDocument6 pages09 Phil. Rabbit Bus Lines V EsguerraErica TuicoNo ratings yet
- Garden Rail December 2017Document56 pagesGarden Rail December 2017Franciscoenrique Ramirez de ArellanoNo ratings yet
- Eastern Shipping Lines Vs IACDocument11 pagesEastern Shipping Lines Vs IACAlfred Bryan AspirasNo ratings yet
- Grand Cherokee Limited 4X4: SpendDocument1 pageGrand Cherokee Limited 4X4: SpendRachelNo ratings yet
- Scania P, G, R, T Series Workshop Manual - Removing The Gear ControlDocument5 pagesScania P, G, R, T Series Workshop Manual - Removing The Gear Controlfrank mutaleNo ratings yet
- Saturday Sambata 27 August 1000-2000-2618835269Document1 pageSaturday Sambata 27 August 1000-2000-2618835269Faby RONo ratings yet
- FohpDocument26 pagesFohpSpecule100% (5)
- TM 9 2350 256 24P 1 PDFDocument1,034 pagesTM 9 2350 256 24P 1 PDFMilan Pitovic100% (1)
- Heathrow Airport, 3 Runway Construction: © David H MoloneyDocument215 pagesHeathrow Airport, 3 Runway Construction: © David H Moloneyronniewhamond100% (4)
- Schedule - G PKG 1 Aligarh Kanpur DPR Based 10-09-2019Document41 pagesSchedule - G PKG 1 Aligarh Kanpur DPR Based 10-09-2019TLAligarh Kanpur PKG 1&2 SAINFRANo ratings yet
- c32 Gear Group PDFDocument3 pagesc32 Gear Group PDFHaidar SareeniNo ratings yet