You might also like
- Handbook5 PDFDocument257 pagesHandbook5 PDFZAKROUNNo ratings yet
- Preparation of Turkey Red OilDocument16 pagesPreparation of Turkey Red OilHimanshu Jha73% (11)
- Centrifugal CastingDocument266 pagesCentrifugal Castinguzairmetallurgist100% (2)
- Human at Mars PDFDocument55 pagesHuman at Mars PDFVuningoma BoscoNo ratings yet
- Reboiler and VaporiserDocument56 pagesReboiler and Vaporiserjihad jamareiNo ratings yet
- Dme BDocument8 pagesDme Bdewi xiaNo ratings yet
- NGL Fractionation Train Hysys Sim ReportDocument6 pagesNGL Fractionation Train Hysys Sim ReportOsas Uwoghiren100% (1)
- CEeNews2 04 PDFDocument6 pagesCEeNews2 04 PDFJohn AnthoniNo ratings yet
- HRSG Understand The BasicsDocument14 pagesHRSG Understand The BasicsMazen Darwish100% (1)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Hydrotreating - UOP - A Honeywell CompanyDocument59 pagesHydrotreating - UOP - A Honeywell CompanySamNo ratings yet
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesDocument15 pagesCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liNo ratings yet
- Reboiler Circuit DebottleneckDocument8 pagesReboiler Circuit DebottleneckstreamtNo ratings yet
- 04 NGL Fractionation Train PDFDocument23 pages04 NGL Fractionation Train PDFcarolynNo ratings yet
- Extractive Distillation Separates Benzene and CyclohexaneDocument12 pagesExtractive Distillation Separates Benzene and CyclohexaneROHAN PATILNo ratings yet
- Multivariable Predictive Control: Applications in IndustryFrom EverandMultivariable Predictive Control: Applications in IndustryNo ratings yet
- Thermal Cracking and Delayed Coking ProcessesDocument8 pagesThermal Cracking and Delayed Coking ProcessesAnonymous rUs4PjYo5No ratings yet
- Extractive distillation process for high-purity benzene recoveryDocument9 pagesExtractive distillation process for high-purity benzene recoverykhanasifalamNo ratings yet
- Temperature, Pressure Measurements Solve Column Operating ProblemsDocument5 pagesTemperature, Pressure Measurements Solve Column Operating ProblemsHari PrasadNo ratings yet
- Distillation Column Design BasicsDocument24 pagesDistillation Column Design BasicsArjumand UroojNo ratings yet
- ColumnA RadFrac ABCDocument5 pagesColumnA RadFrac ABCGaby HdzNo ratings yet
- Brief Introduction to Distillation ControlDocument10 pagesBrief Introduction to Distillation Controllovsid100% (1)
- Ethylene Plant Analysis PDFDocument8 pagesEthylene Plant Analysis PDFtotpityiNo ratings yet
- Distillation ColumnDocument18 pagesDistillation ColumnChristy John NinanNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Demethanizer OperationDocument6 pagesDemethanizer OperationHoustonAbducteeNo ratings yet
- Selection of Reboiler Type Design ProceduresDocument0 pagesSelection of Reboiler Type Design ProcedurestpchoNo ratings yet
- Design and Analysis of G+8 Commercial Building Using Staad ProDocument8 pagesDesign and Analysis of G+8 Commercial Building Using Staad ProVikaskumar ReddyNo ratings yet
- Strategy For DistillationColumn ControlDocument529 pagesStrategy For DistillationColumn ControlLisandro Mangini100% (2)
- So Many Tuning Rules, So Little Time: Control Talk ColumnsDocument36 pagesSo Many Tuning Rules, So Little Time: Control Talk ColumnsIvan BevandaNo ratings yet
- Distillation Column ReportDocument27 pagesDistillation Column Reportvaqif100% (1)
- The Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionDocument20 pagesThe Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionkarimifarhadNo ratings yet
- Process Simulation in Refineries Sampler 1Document34 pagesProcess Simulation in Refineries Sampler 1surefooted1100% (1)
- Distillation ColumnsDocument40 pagesDistillation ColumnsSantiagoOrtizLdsNo ratings yet
- Energy Optimization Using Pinch Analysis: Practical ConsiderationsDocument10 pagesEnergy Optimization Using Pinch Analysis: Practical ConsiderationsconfyNo ratings yet
- Guidelines For Ethylene Quench Tower Rev 17Document17 pagesGuidelines For Ethylene Quench Tower Rev 17totongop0% (1)
- Pressure Changers and Pumps GuideDocument19 pagesPressure Changers and Pumps GuideAlexReituNo ratings yet
- An Approach Towards The Design of A Petlyuk Column Using HYSYSDocument11 pagesAn Approach Towards The Design of A Petlyuk Column Using HYSYSsamandondonNo ratings yet
- Process Engineering: Facts, Fiction and FablesFrom EverandProcess Engineering: Facts, Fiction and FablesRating: 3 out of 5 stars3/5 (2)
- Batch Reactor Design and PerformanceDocument16 pagesBatch Reactor Design and Performancechisom100% (1)
- PET Bottle Production Feasibility ReportDocument24 pagesPET Bottle Production Feasibility ReportRimeli RoychoudhuryNo ratings yet
- Vertical Thermosyphon Re Boilers. Maximum Heat Flux and Separation EfficiencyDocument9 pagesVertical Thermosyphon Re Boilers. Maximum Heat Flux and Separation EfficiencyPuskar GuptaNo ratings yet
- Optimize Thermal Cracker via Linear ProgrammingDocument5 pagesOptimize Thermal Cracker via Linear ProgrammingDami TaiwoNo ratings yet
- Rate-Based Modeling For CO2 AbsorptionDocument10 pagesRate-Based Modeling For CO2 AbsorptiongoingtohellwithmeNo ratings yet
- Spreadsheet Distillation PDFDocument8 pagesSpreadsheet Distillation PDFArunkumarNo ratings yet
- Column For New OnesDocument8 pagesColumn For New OnesSpicyNo ratings yet
- Treatment of Petrochemical Industry Wastewater: A ReviewDocument29 pagesTreatment of Petrochemical Industry Wastewater: A ReviewRimeli RoychoudhuryNo ratings yet
- Energy and Process Optimization for the Process IndustriesFrom EverandEnergy and Process Optimization for the Process IndustriesNo ratings yet
- Dynamic Process Simulation When Do We Really Need ItDocument4 pagesDynamic Process Simulation When Do We Really Need ItDenis GontarevNo ratings yet
- Article PSV Specific HeatDocument6 pagesArticle PSV Specific Heatprq123No ratings yet
- Chemical Engineering 422 Simulation With Hysys: NotesDocument9 pagesChemical Engineering 422 Simulation With Hysys: NotesNoor Ul HaqNo ratings yet
- Treatment Technologies for Petrochemical Waste WaterDocument28 pagesTreatment Technologies for Petrochemical Waste WaterRimeli RoychoudhuryNo ratings yet
- Ethylene Recovery Through Dephlegmator TechnologyDocument9 pagesEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- PlantWIde McAvoyDocument19 pagesPlantWIde McAvoydesigat4122No ratings yet
- Pinch TechnologyDocument16 pagesPinch TechnologyAbubaker Faisal100% (1)
- Distillation ColumnDocument32 pagesDistillation ColumnTatiana RosarioNo ratings yet
- HYSYS Simulation Refinery Amine, SWS, SRU1Document25 pagesHYSYS Simulation Refinery Amine, SWS, SRU1Bindu joglekarNo ratings yet
- Ethylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFDocument6 pagesEthylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFAlejandro HernandezNo ratings yet
- 23rd Ethylene Producers Conference 2011Document5 pages23rd Ethylene Producers Conference 2011Arun Kumar KarNo ratings yet
- Propylene-Propane - Howat Swift - McCabe ThieleDocument19 pagesPropylene-Propane - Howat Swift - McCabe ThieleFred FaberNo ratings yet
- Sulfur Addition To FurnacesDocument4 pagesSulfur Addition To FurnacesAnonymous RvIgDU50% (2)
- Modeling and Control of Acetylene Hydrogenation ProcessDocument8 pagesModeling and Control of Acetylene Hydrogenation ProcessCláudia AlvesNo ratings yet
- Advanced Steam System Optimization Program PDFDocument5 pagesAdvanced Steam System Optimization Program PDFRobert MontoyaNo ratings yet
- How Can The UniSim® Design Air Cooler - Xchanger Suite Xace® Link Be UsedDocument5 pagesHow Can The UniSim® Design Air Cooler - Xchanger Suite Xace® Link Be UsedDionie Wilson Diestro100% (1)
- CHE 4170 Design Project HYSYSDocument16 pagesCHE 4170 Design Project HYSYSPhan NeeNo ratings yet
- Simulation of A Visbreaking UnitDocument5 pagesSimulation of A Visbreaking UnitPablo PaganiNo ratings yet
- Reactive DistillationDocument13 pagesReactive DistillationUtkarsh KapoorNo ratings yet
- Membrane-Based Separation Processes ExplainedDocument120 pagesMembrane-Based Separation Processes ExplainedRimeli RoychoudhuryNo ratings yet
- Bioconversion of SorbitolDocument5 pagesBioconversion of SorbitolMonicaWinataNo ratings yet
- Transport Phenomena 2nd Ed by Bird Stewart Lightfoot (Solution Manual)Document761 pagesTransport Phenomena 2nd Ed by Bird Stewart Lightfoot (Solution Manual)Adibah Hani Azit90% (42)
- TextileDocument5 pagesTextileManish PrajapatiNo ratings yet
- Winter School # Finite Volume Method - IDocument35 pagesWinter School # Finite Volume Method - IRimeli RoychoudhuryNo ratings yet
- Inverse Time Characteristics RelaysDocument1 pageInverse Time Characteristics Relayssuperthambi100% (1)
- 9702 w04 QP 4Document16 pages9702 w04 QP 4api-3706826No ratings yet
- Long Term Deflection in Concrete BeamsDocument6 pagesLong Term Deflection in Concrete BeamsRenganayagi BalajiNo ratings yet
- Modeling of Synchronous Generators in Power System Studies: October 2016Document12 pagesModeling of Synchronous Generators in Power System Studies: October 2016aswardiNo ratings yet
- Spectrophotometric Determination of The Equilibrium Constant of A ReactionDocument5 pagesSpectrophotometric Determination of The Equilibrium Constant of A Reactionnarras11100% (1)
- Vacita Integrated ServicesDocument21 pagesVacita Integrated ServicesNwosu AugustineNo ratings yet
- Lecture2 Semiconductor StatisticsDocument13 pagesLecture2 Semiconductor StatisticsRakib KhanNo ratings yet
- MIT2 080JF13 Lecture2 PDFDocument26 pagesMIT2 080JF13 Lecture2 PDFAbhilashJanaNo ratings yet
- Math 115 HW #9 Solutions PDFDocument7 pagesMath 115 HW #9 Solutions PDFHyan Gontijo0% (1)
- Catalog Whatman 2018.compressedDocument214 pagesCatalog Whatman 2018.compressedRakha Milan BachtiarNo ratings yet
- Temperature Regulator With Two Temperature SensorsDocument2 pagesTemperature Regulator With Two Temperature SensorsSandi AslanNo ratings yet
- Electrostatic Discharge Ignition of Energetic MaterialsDocument9 pagesElectrostatic Discharge Ignition of Energetic Materialspamos1111No ratings yet
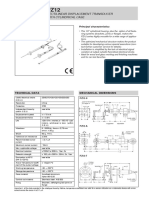
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDocument2 pagesRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926No ratings yet
- Ewald SphereDocument57 pagesEwald SphereMohammad Rameez0% (1)
- SOFTENING POINTDocument8 pagesSOFTENING POINTSusi MulyaniNo ratings yet
- Three-Dimensional Effects For Supported Excavations in ClayDocument7 pagesThree-Dimensional Effects For Supported Excavations in ClayrkNo ratings yet
- The Synchronus Rotor Instability Phenomenon - Morton Effect PDFDocument9 pagesThe Synchronus Rotor Instability Phenomenon - Morton Effect PDFabdullah buttNo ratings yet
- Geogrids in Walls and SlopesDocument6 pagesGeogrids in Walls and SlopesYong Cheng Hung100% (1)
- Determination of The Diffraction Intensity at Slit and Double Slit SystemsDocument5 pagesDetermination of The Diffraction Intensity at Slit and Double Slit SystemsJose Galvan100% (1)
- Britishhomoeopat 00 BritialaDocument448 pagesBritishhomoeopat 00 BritialaAlbena Trifonova0% (2)
- Four Decades of Research On Thermal Contact, Gap, and Joint Resistance in MicroelectronicsDocument25 pagesFour Decades of Research On Thermal Contact, Gap, and Joint Resistance in MicroelectronicsDaniel MendesNo ratings yet
- Centrifuges For The Chemical IndustryDocument4 pagesCentrifuges For The Chemical IndustrypintaratNo ratings yet
- SOAL ElmesDocument16 pagesSOAL ElmesNurul HanifahNo ratings yet
- A Fractal Dimension Is A Ratio Providing A Statistical Index of Complexity Comparing How Detail in A PatternDocument1 pageA Fractal Dimension Is A Ratio Providing A Statistical Index of Complexity Comparing How Detail in A PatternBaribari BalNo ratings yet
- Filtration of WaterDocument32 pagesFiltration of WaterYusuf Rahmat SidikNo ratings yet