You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- SKF Machine Condition Advisor RDI-CMAS100-SLDocument4 pagesSKF Machine Condition Advisor RDI-CMAS100-SLsatya_chagantiNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Bearings Failures Causes RemediesDocument90 pagesBearings Failures Causes Remediessatya_chagantiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 2011 RT7 Urea Melt Pump DamageDocument4 pages2011 RT7 Urea Melt Pump Damagesatya_chagantiNo ratings yet
- When One Event Is One Too Many : The Desk ofDocument2 pagesWhen One Event Is One Too Many : The Desk ofsatya_chagantiNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- 1q08 RecipkitDocument2 pages1q08 Recipkitsatya_chagantiNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- EagleBurgmann - AP4-AGE - API - Application Guide - E3 - 10.11.2014 PDFDocument10 pagesEagleBurgmann - AP4-AGE - API - Application Guide - E3 - 10.11.2014 PDFsatya_chagantiNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Corrosion AnalysisDocument39 pagesCorrosion Analysissatya_chagantiNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- A Practical Introduction To Condition Monitoring of RollingDocument14 pagesA Practical Introduction To Condition Monitoring of Rollingsatya_chagantiNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Turbo Range BrochureDocument6 pagesTurbo Range Brochuresatya_chagantiNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Dgs-Ep-E E4 Dgs-Dry Gas Seals 02.14Document4 pagesDgs-Ep-E E4 Dgs-Dry Gas Seals 02.14cincaohijauNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Advanced Cross Channel Analysis ProgDocument4 pagesAdvanced Cross Channel Analysis Progsatya_chaganti100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- SHELL Product Data Guide Industry 2013Document78 pagesSHELL Product Data Guide Industry 2013Edgar Real ViúlaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Rpvot (Astm d2272)Document1 pageRpvot (Astm d2272)srcattozziNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- VIBration Basic MILDocument687 pagesVIBration Basic MILsatya_chagantiNo ratings yet
- ch14 SchultheisDocument0 pagesch14 Schultheissatya_chagantiNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Commissioning of Lubricating Oil SystemsDocument5 pagesCommissioning of Lubricating Oil Systemssatya_chagantiNo ratings yet
- Introduction To Vibration Problems at Compressor StationsDocument113 pagesIntroduction To Vibration Problems at Compressor Stationssatya_chaganti100% (1)
- Electric Drive Systems: What Is A Drive System?Document10 pagesElectric Drive Systems: What Is A Drive System?Emirhan AlmaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Martin de WitDocument200 pagesMartin de WitDimitris Sampatakos100% (1)
- wph12 01 Rms 20190815Document16 pageswph12 01 Rms 20190815NairitNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Design Note For Air Reciever TankDocument6 pagesDesign Note For Air Reciever TankJoshua Balaram RaoNo ratings yet
- Handbuch 2013Document229 pagesHandbuch 2013tolomeo10No ratings yet
- 3x25mm FCU-PVC-PVC 1 KV (TD)Document2 pages3x25mm FCU-PVC-PVC 1 KV (TD)HaikalNo ratings yet
- Humiseal 1C49Lv Silicone Conformal Coating Technical Data SheetDocument2 pagesHumiseal 1C49Lv Silicone Conformal Coating Technical Data Sheetmario230991No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- High Frequency High VoltageDocument13 pagesHigh Frequency High VoltageSharif UllahNo ratings yet
- ECT Inspection Technique: Theory and General ConceptsDocument9 pagesECT Inspection Technique: Theory and General ConceptsKvanan78No ratings yet
- Hm2 HomeworkDocument2 pagesHm2 HomeworkMartin DarmasetiawanNo ratings yet
- Nema SM 24 1991 R2002Document93 pagesNema SM 24 1991 R2002surawutwijarn100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Ch2-Properties of Pure Substance PDFDocument58 pagesCh2-Properties of Pure Substance PDFISRAEL HAILUNo ratings yet
- Magnetic Properties of Materials PDFDocument31 pagesMagnetic Properties of Materials PDFPavan_yoyo100% (1)
- YesDocument6 pagesYesManiko ManikoNo ratings yet
- Technical Note 6001A RENAULTDocument43 pagesTechnical Note 6001A RENAULTa beekNo ratings yet
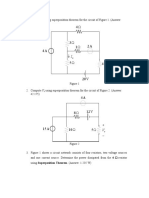
- SuperpositionDocument4 pagesSuperpositionHatta AimanNo ratings yet
- Notes For The Course General Relativity V 2.4: Luca AmendolaDocument109 pagesNotes For The Course General Relativity V 2.4: Luca AmendolaJosepNo ratings yet
- Agri-Voltaic System:: Crop Production and Photovoltaic-Based Electricity Generation From A Single Land UnitDocument4 pagesAgri-Voltaic System:: Crop Production and Photovoltaic-Based Electricity Generation From A Single Land UnitPNV Srinivasa RaoNo ratings yet
- Surface Area & Volume ClssDocument3 pagesSurface Area & Volume ClssBrijesh pratap singhNo ratings yet
- Question Bank-III Semester: EEE 223 - Electrical Machines & DrivesDocument29 pagesQuestion Bank-III Semester: EEE 223 - Electrical Machines & DrivesKalaiselvan PunniyamoorthyNo ratings yet
- Transformer Pocket GuideDocument6 pagesTransformer Pocket Guiderupesh1000No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Motor Thermal Capacity Used - How Does The Relay Know PDFDocument14 pagesMotor Thermal Capacity Used - How Does The Relay Know PDFdusktodawnNo ratings yet
- Day Wise Lesson PlanDocument34 pagesDay Wise Lesson PlanSatyajit PandaNo ratings yet
- Chap 14P Semiconductor Devices & Digital Circuits Arvind 2023Document93 pagesChap 14P Semiconductor Devices & Digital Circuits Arvind 2023Yash JoshiNo ratings yet
- Susskind 01Document24 pagesSusskind 01DhukoooOhhh:)No ratings yet
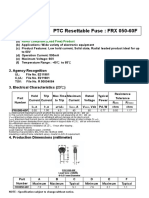
- Radial Leaded 3PTC Resettable Fuse: FRX 050-60F: 1. SummaryDocument7 pagesRadial Leaded 3PTC Resettable Fuse: FRX 050-60F: 1. SummaryАнатолий ДонецкNo ratings yet
- Ele Lab ReportDocument42 pagesEle Lab ReportDik Man RyNo ratings yet
- Lecture #1 Resistance - The Property of A Material Tending To Prevent The Flow of ElectronsDocument3 pagesLecture #1 Resistance - The Property of A Material Tending To Prevent The Flow of ElectronsBolocon, Harvey Jon DelfinNo ratings yet
- Isro 2018Document71 pagesIsro 2018gnanarani nambiNo ratings yet
- Quaid-e-Azam 1000MW Solar Park (Bahawalpur) Quaid-e-AzamDocument4 pagesQuaid-e-Azam 1000MW Solar Park (Bahawalpur) Quaid-e-AzamSPIKELET CRAFTSNo ratings yet
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosFrom EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosRating: 5 out of 5 stars5/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (543)