You might also like
- 8D Motor Principal Del CNCDocument3 pages8D Motor Principal Del CNCluis daniel hernandezNo ratings yet
- Cap 10 (Estudio de Tiempos)Document6 pagesCap 10 (Estudio de Tiempos)Anna Amigo Pastore100% (1)
- Diagrama Bimanual AvionDocument2 pagesDiagrama Bimanual AvionyaaliNo ratings yet
- Caso de Estudio 1. Primer ParcialDocument7 pagesCaso de Estudio 1. Primer ParcialCharly JimenezNo ratings yet
- Maquinado con chorro abrasivo y aguaDocument14 pagesMaquinado con chorro abrasivo y aguaesteban cervantesNo ratings yet
- Investigación 3.4. Maquinados Con CNCDocument24 pagesInvestigación 3.4. Maquinados Con CNCJair Avila GomezNo ratings yet
- QFD Aplicado A Un BolígrafoDocument9 pagesQFD Aplicado A Un BolígrafoJorge MejiaNo ratings yet
- Cuestionario 2Document10 pagesCuestionario 2David MoralesNo ratings yet
- Imprimible at s1 PDFDocument22 pagesImprimible at s1 PDFlindaNo ratings yet
- Los 18 Elementos Del PPAP Son Los SiguientesDocument2 pagesLos 18 Elementos Del PPAP Son Los SiguientesJhon Valencia VélezNo ratings yet
- PpapDocument19 pagesPpapBalmaceda EduardoNo ratings yet
- Taller 1 Torre de BabelDocument3 pagesTaller 1 Torre de BabelDELIANo ratings yet
- Diseño de Un Sistema de Mantenimiento en Una Empresa Local.Document12 pagesDiseño de Un Sistema de Mantenimiento en Una Empresa Local.EDUARDO CIRILO BERMAN ALARCONNo ratings yet
- Exposicion (Ejercicio Mil - STD 105DDocument4 pagesExposicion (Ejercicio Mil - STD 105DYobana VasquezNo ratings yet
- DMAICDocument3 pagesDMAICpadmeNo ratings yet
- Craf y CorelapDocument3 pagesCraf y CorelapJesus OlivaresNo ratings yet
- 5.1 Importancia Del Estudio Del Trabajo para La Descripcion Del Puesto y La Valuacion Del MismoDocument25 pages5.1 Importancia Del Estudio Del Trabajo para La Descripcion Del Puesto y La Valuacion Del MismoJesús Roberto MoralesNo ratings yet
- 4.5 Premios Regionales de La Calidad Del PaisDocument25 pages4.5 Premios Regionales de La Calidad Del PaisCONSTANTINO JAVIER VALERA CHANELONo ratings yet
- Ejemplo de Diseño ExperimentalDocument1 pageEjemplo de Diseño ExperimentalLeydi MaribelNo ratings yet
- Unidad 3 Inv. Operaciones (Enunciados)Document2 pagesUnidad 3 Inv. Operaciones (Enunciados)osc8240% (1)
- Caso Cinto Equipo 4Document8 pagesCaso Cinto Equipo 4Ignacio Leyva LopezNo ratings yet
- Solicitud de Empleo EjemploDocument3 pagesSolicitud de Empleo EjemploNorberto ZerepNo ratings yet
- Examen Diagnostico AoiiDocument2 pagesExamen Diagnostico Aoiifwfmcmoa100% (1)
- Evolución de la Calidad a través de la HistoriaDocument2 pagesEvolución de la Calidad a través de la HistoriaViviana Cota MartinezNo ratings yet
- Ejercicio MinitabDocument2 pagesEjercicio MinitabYaine Meza FonsecaNo ratings yet
- Lugar de Trabajo, Equipo y Diseño de HerramientasDocument51 pagesLugar de Trabajo, Equipo y Diseño de HerramientasEduardoNo ratings yet
- 5.6 Caso Integrador - Barra y ArguellesDocument8 pages5.6 Caso Integrador - Barra y ArguellesJULIO ANDRES VINCENT ISLASNo ratings yet
- Amef RinDocument13 pagesAmef RinAntonio ReyesNo ratings yet
- Empresa Sabritas Take Time y VSMDocument8 pagesEmpresa Sabritas Take Time y VSMJaciel EscobarNo ratings yet
- Reporte Final de Estudio de Trabajo IIDocument23 pagesReporte Final de Estudio de Trabajo IICpedraza1803No ratings yet
- Formato ModaptsDocument1 pageFormato ModaptsAlejandra Tlaxcaltecatl100% (1)
- Iec Competencia 1Document17 pagesIec Competencia 1Ángel Gómez100% (1)
- Tablas MTMDocument7 pagesTablas MTMadeluchisNo ratings yet
- Diseño robusto para reducir variación de color en pigmentoDocument70 pagesDiseño robusto para reducir variación de color en pigmentoJose Eduardo ArteagaNo ratings yet
- 3.3 Pasos para La Distribucion CelularDocument6 pages3.3 Pasos para La Distribucion CelularSami FloresNo ratings yet
- Semana 02 - 04 - Factores de Pago Único, VP, VF, SUDocument11 pagesSemana 02 - 04 - Factores de Pago Único, VP, VF, SUCeleste AcostaNo ratings yet
- Funcion de PérdidaDocument21 pagesFuncion de PérdidaPrici Villa Fuentes100% (1)
- Moto Diesel MexicanaDocument6 pagesMoto Diesel MexicanayesusNo ratings yet
- Ejercicio 19 ImDocument3 pagesEjercicio 19 ImFrank Acosta Zamora100% (1)
- 133 405 1 PBDocument11 pages133 405 1 PBjhonvmmNo ratings yet
- Cuadro Comparativo Tiempos Predeterminados.Document5 pagesCuadro Comparativo Tiempos Predeterminados.marcos pantojaNo ratings yet
- Formato RR Largo PDFDocument1 pageFormato RR Largo PDFGerardo MartinezNo ratings yet
- GRAFICA NPDocument24 pagesGRAFICA NPduraymjdv100% (8)
- Diagrama flujo producciónDocument1 pageDiagrama flujo producciónFrancisco AmayaNo ratings yet
- APQP Quality - Bulls-TM173Document41 pagesAPQP Quality - Bulls-TM173Carim Jiménez100% (1)
- Ayudas Visuales e Instrucciones de TrabajoDocument5 pagesAyudas Visuales e Instrucciones de TrabajoYaquelin Hinojosa BalderasNo ratings yet
- Practica 1 Estudio Del Trabajo I Ensamble de LlaveDocument4 pagesPractica 1 Estudio Del Trabajo I Ensamble de LlaveMarlen Mares Gálvez100% (1)
- Manufactura Esbelta y Sus Tipos de HerramientasDocument8 pagesManufactura Esbelta y Sus Tipos de HerramientasFanny HernándezNo ratings yet
- Pilar Educación y Capacitación TPMDocument24 pagesPilar Educación y Capacitación TPMFélix Espinoza Galicia100% (1)
- Calidad EmpresarialDocument29 pagesCalidad EmpresarialBetshy OñateNo ratings yet
- Joseph Juran Calidad y Empresa DQDocument3 pagesJoseph Juran Calidad y Empresa DQKarla Castillo de la Torre0% (1)
- 9058 - Topicos de CalidadDocument7 pages9058 - Topicos de CalidadAntonio VillaNo ratings yet
- Planta 12Document1 pagePlanta 12ANDRES FELIPE PARRA VIVASNo ratings yet
- Informe CNCDocument7 pagesInforme CNCDiego F Villena100% (1)
- U1 PDFDocument6 pagesU1 PDFVictor M. Del Angel EsquivelNo ratings yet
- 2.6 Proceso de ManufacturaDocument18 pages2.6 Proceso de ManufacturaJesus ChavezNo ratings yet
- Ejercicios Del Tema 4Document9 pagesEjercicios Del Tema 4Cesar DiazNo ratings yet
- Costos Silla ErgonomicaDocument1 pageCostos Silla ErgonomicaKevin Alexis Munoz PinillaNo ratings yet
- Mapa Conceptual Final TorresDocument1 pageMapa Conceptual Final TorresLuis MartinezNo ratings yet
- Estudios de Repetibilidad Y Reproducibilidad (R&R)Document60 pagesEstudios de Repetibilidad Y Reproducibilidad (R&R)Ahui Lpz100% (2)
- Satisfaccion Del ClienteDocument4 pagesSatisfaccion Del ClienteIvan Palacio Reyes0% (1)
- Grupo VV Empresas - Proyectos Enero 2019Document4 pagesGrupo VV Empresas - Proyectos Enero 2019Ivan Palacio ReyesNo ratings yet
- RutinasDocument10 pagesRutinasIvan Palacio ReyesNo ratings yet
- Actividades DigitalizacionDocument2 pagesActividades DigitalizacionIvan Palacio ReyesNo ratings yet
- Relación de Equipos - VotorantimDocument1 pageRelación de Equipos - VotorantimIvan Palacio ReyesNo ratings yet
- Primera Cada de La Calidad - Matriz Qfd1Document8 pagesPrimera Cada de La Calidad - Matriz Qfd1Ivan Palacio ReyesNo ratings yet
- Test de Evaluacion de LiderazgoDocument6 pagesTest de Evaluacion de LiderazgoIvan Palacio ReyesNo ratings yet
- Estructura de CostosDocument3 pagesEstructura de CostosIvan Palacio ReyesNo ratings yet
- Diagrama de Operaciones de Proceso " Yogurt Frutado": Comienza: Calentamiento Termina: Almacenamiento Lote: 1000 KGDocument2 pagesDiagrama de Operaciones de Proceso " Yogurt Frutado": Comienza: Calentamiento Termina: Almacenamiento Lote: 1000 KGIvan Palacio ReyesNo ratings yet
- Elección de La MetodologíaDocument2 pagesElección de La MetodologíaIvan Palacio Reyes100% (2)
- MANTENIMIENTODocument16 pagesMANTENIMIENTOIvan Palacio ReyesNo ratings yet
- AGP-DOP Vidrios Laminados CurvosDocument1 pageAGP-DOP Vidrios Laminados CurvosIvan Palacio ReyesNo ratings yet
- AgpDocument6 pagesAgpIvan Palacio ReyesNo ratings yet
- AgpDocument1 pageAgpIvan Palacio ReyesNo ratings yet
- MANTENIMIENTODocument16 pagesMANTENIMIENTOIvan Palacio ReyesNo ratings yet
- Satisfaccion Del ClienteDocument4 pagesSatisfaccion Del ClienteIvan Palacio Reyes0% (1)
- Primera Cada de La Calidad - Matriz Qfd1Document8 pagesPrimera Cada de La Calidad - Matriz Qfd1Ivan Palacio ReyesNo ratings yet
- Sesion 09 - Conflictos en Las OrganizacionesDocument8 pagesSesion 09 - Conflictos en Las OrganizacionesIvan Palacio ReyesNo ratings yet
- Agp - IperDocument22 pagesAgp - IperIvan Palacio ReyesNo ratings yet
- Aspectos TecnicosDocument21 pagesAspectos TecnicosIvan Palacio ReyesNo ratings yet
- Abarrotes DeliveryDocument91 pagesAbarrotes DeliveryIvan Palacio Reyes100% (1)
- Acordes VariosDocument11 pagesAcordes VariosIvan Palacio ReyesNo ratings yet
- Sesion 04 - El Aprendizaje y La PercepcionDocument21 pagesSesion 04 - El Aprendizaje y La PercepcionIvan Palacio ReyesNo ratings yet
- SetiembreDocument1 pageSetiembreIvan Palacio ReyesNo ratings yet
- Sesion 03 - Trabajo y Su SignificacionDocument11 pagesSesion 03 - Trabajo y Su SignificacionIvan Palacio ReyesNo ratings yet
- Sesion 10 - LiderazgoDocument21 pagesSesion 10 - LiderazgoIvan Palacio ReyesNo ratings yet
- Psicologia OrganizacionalDocument12 pagesPsicologia OrganizacionalIvan Palacio ReyesNo ratings yet
- Cultura OrganizacionalDocument11 pagesCultura OrganizacionalIvan Palacio ReyesNo ratings yet
- Programacion DinamicaDocument24 pagesProgramacion DinamicaIvan Palacio ReyesNo ratings yet
- Investigacion OperativaDocument13 pagesInvestigacion OperativaIvan Palacio ReyesNo ratings yet
- H A G A M o S Cuadrados Magicos ActividadesDocument13 pagesH A G A M o S Cuadrados Magicos ActividadesMedardo Domínguez100% (1)
- Diseño de Pendulo Rotacional Invertido.Document4 pagesDiseño de Pendulo Rotacional Invertido.OctavioGarciaNo ratings yet
- Diseño Cuadrado GrecolatinoDocument9 pagesDiseño Cuadrado GrecolatinocarlosNo ratings yet
- TraducidoDocument26 pagesTraducidoWilson Giron VilelaNo ratings yet
- Peso VolumetricoDocument6 pagesPeso Volumetricojamediego2No ratings yet
- Play ComicDocument7 pagesPlay ComicVictor AlcoNo ratings yet
- Lista de precios de fletes marítimos y servicios de grúas desde Costa RicaDocument6 pagesLista de precios de fletes marítimos y servicios de grúas desde Costa RicaaliNo ratings yet
- Dafo Empresa Manuelita S.A.Document3 pagesDafo Empresa Manuelita S.A.AriannaNo ratings yet
- JFLAP introducción autómatasDocument7 pagesJFLAP introducción autómatasCarlos Andrés VivasNo ratings yet
- Arquitectura Tardia de F.L. WRIGHT PDFDocument28 pagesArquitectura Tardia de F.L. WRIGHT PDFfederico7davide7carnNo ratings yet
- Catalogo CentenarioDocument8 pagesCatalogo CentenarioamadoromanNo ratings yet
- Reporte-Equifax LeylaG14Document5 pagesReporte-Equifax LeylaG14Pedro Abanto CabreraNo ratings yet
- Recur SoDocument24 pagesRecur SoKevin MartinezNo ratings yet
- Historia Del SoftwareDocument13 pagesHistoria Del SoftwareEdisson Santiago Deaza GómezNo ratings yet
- MecatronicaDocument7 pagesMecatronicaEdgar Jophiel MartNo ratings yet
- Características Del Sistema de Archivos de Windows 8Document7 pagesCaracterísticas Del Sistema de Archivos de Windows 8Juan José Rodríguez CetinaNo ratings yet
- Evaluación PDFDocument11 pagesEvaluación PDFquequieresqueNo ratings yet
- Manejo Del RatonDocument3 pagesManejo Del Ratonjabel68No ratings yet
- Para BolDocument24 pagesPara BolbalolNo ratings yet
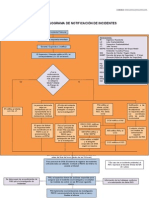
- Flujograma Notificación IncidentesDocument1 pageFlujograma Notificación IncidentesMiguel Soto EspinozaNo ratings yet
- Mecanizado Por Arranque de VirutaDocument9 pagesMecanizado Por Arranque de VirutaHermes MejíaNo ratings yet
- Informe Practicas PreDocument16 pagesInforme Practicas PreJessica Sanchez100% (1)
- 1 Clase Demostrativa IsterDocument16 pages1 Clase Demostrativa IsterDiego Jacobo OrtegaNo ratings yet
- Da Proceso 09-1-48403 118004002 1370292 PDFDocument5 pagesDa Proceso 09-1-48403 118004002 1370292 PDFViVii G. LópezNo ratings yet
- (CITROEN) Manual de Taller Citroen C6 2005 PDFDocument222 pages(CITROEN) Manual de Taller Citroen C6 2005 PDFtatianaNo ratings yet
- Historia de La Maquina de EscribirDocument11 pagesHistoria de La Maquina de EscribirYeniCedeñoNo ratings yet
- Infografia Linea de Tiempo EjemploDocument15 pagesInfografia Linea de Tiempo EjemplofranciscoNo ratings yet
- Convesion E-R Al RelacionalDocument13 pagesConvesion E-R Al RelacionalErnesto SNo ratings yet
- Formato Entrevista InicialDocument4 pagesFormato Entrevista InicialHANNYI ALEJANDRA VELASCO PUERTASNo ratings yet
- El Presupuesto de Capital y Su Importancia en La Toma de DecisionesDocument8 pagesEl Presupuesto de Capital y Su Importancia en La Toma de DecisionesAlejandroCanalesNo ratings yet