You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Switching Power SuppliesDocument1 pageSwitching Power SuppliesMohan KumarNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Chapter 5 Hydropower - Arun KumarDocument60 pagesChapter 5 Hydropower - Arun KumarSu Crez No AtmajaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Jktlfkku O Kolkf D F'K (KK, Oa Izf'K (K.K Ifj"Kn ) Tks/Kiqj JK"V H O Kolkf D Ijh (KK) Tqykbz 2015 Okf"Kzd I) FR Ijh (KK Vkosnu IDocument8 pagesJktlfkku O Kolkf D F'K (KK, Oa Izf'K (K.K Ifj"Kn ) Tks/Kiqj JK"V H O Kolkf D Ijh (KK) Tqykbz 2015 Okf"Kzd I) FR Ijh (KK Vkosnu IMohan KumarNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Best Practices in Planning & Appraisal of Hydro Electric ProjectsDocument39 pagesBest Practices in Planning & Appraisal of Hydro Electric Projectsreetu_s_858020No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Technical Report On Hydro Electric Power Development in The Namibian Section of The Okavango River Basinpdf PDFDocument39 pagesTechnical Report On Hydro Electric Power Development in The Namibian Section of The Okavango River Basinpdf PDFEd ChikuniNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Technical Report On Hydro Electric Power Development in The Namibian Section of The Okavango River Basinpdf PDFDocument39 pagesTechnical Report On Hydro Electric Power Development in The Namibian Section of The Okavango River Basinpdf PDFEd ChikuniNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Technical Report On Hydro Electric Power Development in The Namibian Section of The Okavango River Basinpdf PDFDocument39 pagesTechnical Report On Hydro Electric Power Development in The Namibian Section of The Okavango River Basinpdf PDFEd ChikuniNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Technical Report On Hydro Electric Power Development in The Namibian Section of The Okavango River Basinpdf PDFDocument39 pagesTechnical Report On Hydro Electric Power Development in The Namibian Section of The Okavango River Basinpdf PDFEd ChikuniNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Bilgaon DPRDocument29 pagesBilgaon DPRMonilGuptaNo ratings yet
- Chapter 5 Hydropower - Arun KumarDocument60 pagesChapter 5 Hydropower - Arun KumarSu Crez No AtmajaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Glass production process guideDocument10 pagesGlass production process guideSumbul Ahsum HaleemNo ratings yet
- Thermal Flame Spectroscopy of Various Diesel Fuels and Their BlendsDocument7 pagesThermal Flame Spectroscopy of Various Diesel Fuels and Their Blendsahmed mahfouzNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Fire Retardant Polymers: Recent Developments and OpportunitiesDocument18 pagesFire Retardant Polymers: Recent Developments and Opportunitiesabilio_j_vieiraNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- AasDocument73 pagesAassyamimiafrinaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Flame SpectrosDocument20 pagesFlame SpectrosMustafa KhandgawiNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Direktiva 73,23, EEC LVD-2005 - en - 3Document45 pagesDirektiva 73,23, EEC LVD-2005 - en - 3vasilevigorNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Guide For Conducting Marine Fire Investigations Chapter 4Document14 pagesGuide For Conducting Marine Fire Investigations Chapter 4darius mercadoNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- WeishauptDocument32 pagesWeishauptSuperhypo100% (2)
- LAMBERT BackdraftDocument43 pagesLAMBERT BackdraftyesidNo ratings yet
- Blowout Limits of Flames in High-Speed Airflows: Critical Damkohler NumberDocument12 pagesBlowout Limits of Flames in High-Speed Airflows: Critical Damkohler Numberkirubha_karan2000No ratings yet
- Oil Firing Plant Operating InstructionsDocument1 pageOil Firing Plant Operating Instructions徐玉坤No ratings yet
- Product: Industrial BurnersDocument72 pagesProduct: Industrial Burnerskariem noweerNo ratings yet
- Advanced Oil TankerDocument300 pagesAdvanced Oil TankerAhmad Ramdhan67% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ecology and Safety 2011 2Document282 pagesEcology and Safety 2011 2muhammad dzakiyyulNo ratings yet
- Disposal of GasesDocument82 pagesDisposal of GasesChengsi WuNo ratings yet
- Foam System Working & Control Philosophy for VVIP Aircraft HangarDocument7 pagesFoam System Working & Control Philosophy for VVIP Aircraft HangarAbhishek SinghalNo ratings yet
- 2 Chemistry of FireDocument53 pages2 Chemistry of FireCsjdm Bfp Bulacan100% (1)
- Printing & Finishing AssignmentDocument16 pagesPrinting & Finishing AssignmentAnjali KandolaNo ratings yet
- Sharing Session Piping Material - Flame ArrestorDocument18 pagesSharing Session Piping Material - Flame ArrestorDinda Putri AmaliaNo ratings yet
- Application Story: Thermal Imaging Cameras For Flare MonitoringDocument2 pagesApplication Story: Thermal Imaging Cameras For Flare MonitoringAnonymous Wu6FDjbNo ratings yet
- The Four Elements of FireDocument3 pagesThe Four Elements of Firekbarn389No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Diesel Engines IP CodeDocument2 pagesDiesel Engines IP CodeIoana StavaracheNo ratings yet
- 39S Be 1977Document41 pages39S Be 1977Dre KrakNo ratings yet
- Flame Configurations in A Lean Premixed Dump Combustor With An Annular Swirling FlowDocument8 pagesFlame Configurations in A Lean Premixed Dump Combustor With An Annular Swirling Flowعبدالله عبدالعاطيNo ratings yet
- Balloons FullDocument19 pagesBalloons FullHoan Doan NgocNo ratings yet
- HEE 193BurnerManual PDFDocument61 pagesHEE 193BurnerManual PDFAlejandroZappaNo ratings yet
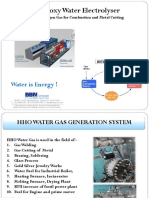
- Hydroxy Water Electrolyser Hydro-Oxygen Gas For Combustion and Metal Cutting. Water Is Energy! PDFDocument55 pagesHydroxy Water Electrolyser Hydro-Oxygen Gas For Combustion and Metal Cutting. Water Is Energy! PDFAlonso Berrios100% (1)
- An Investigation of The Effects of Sprinklers On Compartment Fires DissertationDocument152 pagesAn Investigation of The Effects of Sprinklers On Compartment Fires DissertationAhmed HussainNo ratings yet
- D451333 HenDocument26 pagesD451333 HenThiago TorresNo ratings yet
- Glossary of MSDS TermsDocument13 pagesGlossary of MSDS TermsNguyen Duc Dung100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)