You might also like
- Top Steel Companies in IndiaDocument3 pagesTop Steel Companies in Indiazukmos67% (3)
- Why Do Compressed Air Systems Need Drying?Document4 pagesWhy Do Compressed Air Systems Need Drying?maddukuri jagadeesh babuNo ratings yet
- Instrument Air - Compressed Air and Gas Drying-2Document21 pagesInstrument Air - Compressed Air and Gas Drying-2brmamor100% (1)
- Compressed Air and Its Purifi Cation From Generation To ApplicationDocument7 pagesCompressed Air and Its Purifi Cation From Generation To ApplicationJayson AlvaNo ratings yet
- Buren in 2007Document5 pagesBuren in 2007MoqaNo ratings yet
- Parker PSTDocument16 pagesParker PSTmaxigas120No ratings yet
- Refrigeration Air Dryers Capacity GuideDocument6 pagesRefrigeration Air Dryers Capacity GuideseyedAli Tabatabaee0% (1)
- AIR Dryers: This 15-1 in 14.7 1,000 BeDocument10 pagesAIR Dryers: This 15-1 in 14.7 1,000 BeAlex UliniciNo ratings yet
- How to choose refrig or desiccant dryers (1)Document4 pagesHow to choose refrig or desiccant dryers (1)ian007papagNo ratings yet
- Compressed Air Drying PDFDocument29 pagesCompressed Air Drying PDFmaddukuri jagadeesh babu100% (1)
- Compressed Air PreparationDocument3 pagesCompressed Air PreparationNatsuko KayamaNo ratings yet
- Chapter 3 - Compressed Air Treatment (Dryers and Filters)Document34 pagesChapter 3 - Compressed Air Treatment (Dryers and Filters)ppluis90No ratings yet
- 21 254 Dehumidification For ElectronicsDocument12 pages21 254 Dehumidification For ElectronicsJose LopezNo ratings yet
- FX Dryer BrochureDocument8 pagesFX Dryer Brochureblacx_rzkyNo ratings yet
- Dehumidification During Coating Operations: Art Pedroza, JR., James D. Graham, and Richard W. DriskoDocument6 pagesDehumidification During Coating Operations: Art Pedroza, JR., James D. Graham, and Richard W. DriskoNgô Trung NghĩaNo ratings yet
- A Guide To ISO 8573Document16 pagesA Guide To ISO 8573api-3842143100% (10)
- TT Air Compressor MaintenanceDocument2 pagesTT Air Compressor MaintenanceGOWTHAM GUPTHANo ratings yet
- Application note: Measuring low dew points in compressed airDocument3 pagesApplication note: Measuring low dew points in compressed airDamien MarleyNo ratings yet
- Compressed Air TipsDocument16 pagesCompressed Air Tipstaghdirim100% (3)
- PISTON VS TORNILLODocument4 pagesPISTON VS TORNILLOVictor Hugo Rodriguez CelyNo ratings yet
- Air CompsDocument26 pagesAir CompssameerNo ratings yet
- Basic Application Principles: 1. Aspect Ratio of Duct. The Ratio of Duct Height To Width Is ADocument4 pagesBasic Application Principles: 1. Aspect Ratio of Duct. The Ratio of Duct Height To Width Is AAkbar Khan 7118016No ratings yet
- Factory Dehydrating, Charging, and TestingDocument7 pagesFactory Dehydrating, Charging, and TestingLuis Carlos PardoNo ratings yet
- Drying of AirDocument5 pagesDrying of AirHalima LAARARINo ratings yet
- Hiross Polestar PST 075-1800 - Esite EngDocument18 pagesHiross Polestar PST 075-1800 - Esite EngJosé MoránNo ratings yet
- Moisture Control Part 4Document36 pagesMoisture Control Part 4Karthik RajendrenNo ratings yet
- Da-Voc-Bmc 6.1.1 MDocument9 pagesDa-Voc-Bmc 6.1.1 MthompsonNo ratings yet
- Instrument Air System DesignDocument11 pagesInstrument Air System DesignPaul Sunny100% (1)
- Operating Conditions and Standards in PneumaticsDocument21 pagesOperating Conditions and Standards in PneumaticsKamalesh PgNo ratings yet
- Thermodynamics Tutorial 6 Air Compressors: © D.J.Dunn 1Document26 pagesThermodynamics Tutorial 6 Air Compressors: © D.J.Dunn 1Eddie SantillánNo ratings yet
- Production and Purification of Water From Humid AiDocument7 pagesProduction and Purification of Water From Humid Aikejikamal9No ratings yet
- Conditioning of Steam & Air NotesDocument22 pagesConditioning of Steam & Air Notesbonginkosi mathunjwaNo ratings yet
- 3tips FinalDocument6 pages3tips Finalmarsan1708No ratings yet
- Preventing Moisture PBE March2017Document5 pagesPreventing Moisture PBE March2017tonNo ratings yet
- Compressed Air Dryer Types & UsesDocument4 pagesCompressed Air Dryer Types & UsesMuhammad SaifNo ratings yet
- Meefog GuideDocument7 pagesMeefog Guidesnbc2008No ratings yet
- Брошюра - Осушители BdDocument12 pagesБрошюра - Осушители Bdairpart100% (1)
- Bry Air QuestionarysectionDocument7 pagesBry Air Questionarysectionprashant_mahitkar4532No ratings yet
- App2 AIRFLOW TROUBLESHOOTINGDocument3 pagesApp2 AIRFLOW TROUBLESHOOTINGcassindromeNo ratings yet
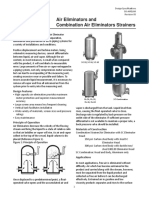
- Air Eliminators and Combination Air Eliminators StrainersDocument10 pagesAir Eliminators and Combination Air Eliminators StrainersadrianioantomaNo ratings yet
- UmidadeDocument1 pageUmidadeEvert AlexNo ratings yet
- LMW Lakshmi Latest Machines: Pneumatic Air CompressorDocument8 pagesLMW Lakshmi Latest Machines: Pneumatic Air CompressorMuhammad JunaidNo ratings yet
- Top 10 Air System MistakesDocument3 pagesTop 10 Air System MistakesVadim_VadimNo ratings yet
- WPD SteamcondensateDocument28 pagesWPD SteamcondensateJhoan Fernando Acevedo EspinosaNo ratings yet
- Plant CommissioningDocument12 pagesPlant CommissioningMuhammad ImranNo ratings yet
- HVACDocument3 pagesHVACDavid MartinNo ratings yet
- Elahi Increasing Evaporative Cooler Efficiency by Controlling Water Pump Run andDocument12 pagesElahi Increasing Evaporative Cooler Efficiency by Controlling Water Pump Run andJulian SoledadNo ratings yet
- Technical Information: Equipment Rental & Wholesale Industrial SuppliesDocument1 pageTechnical Information: Equipment Rental & Wholesale Industrial SuppliesRita Herwiyani PriandariNo ratings yet
- (Brodie Air Eliminators) Dsairelim - r05Document10 pages(Brodie Air Eliminators) Dsairelim - r05zERoNo ratings yet
- wpd - steamcondensate (Hơi sấy)Document28 pageswpd - steamcondensate (Hơi sấy)Hoang TranNo ratings yet
- Basics - Dew Point Measurement - P60 P63 PDFDocument4 pagesBasics - Dew Point Measurement - P60 P63 PDFAnonymous o38k1iEKFNo ratings yet
- PWR1836Document37 pagesPWR1836Elroy LeeNo ratings yet
- Air Dehydrator (Macmac)Document5 pagesAir Dehydrator (Macmac)Mark Joseph Nambio NievaNo ratings yet
- Introduction Pneumatic System: Course ContentsDocument54 pagesIntroduction Pneumatic System: Course ContentsBabita JiNo ratings yet
- Graham-Air Ejector Cheaper Than Steam PDFDocument5 pagesGraham-Air Ejector Cheaper Than Steam PDFJungmuk LeeNo ratings yet
- Keep Your Process Running with Reliable Dry Air from Atlas Copco MD DryersDocument12 pagesKeep Your Process Running with Reliable Dry Air from Atlas Copco MD DryersNIHAR BEHERANo ratings yet
- Why Do Compressed Air Systems Need Drying - Compressed Air Best PracticesDocument5 pagesWhy Do Compressed Air Systems Need Drying - Compressed Air Best Practicesmanish belavekarNo ratings yet
- Temperature and Humidity Independent Control (THIC) of Air-conditioning SystemFrom EverandTemperature and Humidity Independent Control (THIC) of Air-conditioning SystemNo ratings yet
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationFrom EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationNo ratings yet
- The Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationFrom EverandThe Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationRating: 1 out of 5 stars1/5 (1)
- Air Pollutiin Clod Plate PDFDocument10 pagesAir Pollutiin Clod Plate PDFmaddukuri jagadeesh babuNo ratings yet
- Compressed Air Drying PDFDocument29 pagesCompressed Air Drying PDFmaddukuri jagadeesh babu100% (1)
- Anaconda InstallationDocument5 pagesAnaconda InstallationekeneNo ratings yet
- Clean Air and Petroleum Industry in West Texas PDFDocument13 pagesClean Air and Petroleum Industry in West Texas PDFmaddukuri jagadeesh babuNo ratings yet
- Assessment 1 FormsDocument2 pagesAssessment 1 Formsmaddukuri jagadeesh babuNo ratings yet
- GIFT Newsletter 2010 SpringDocument26 pagesGIFT Newsletter 2010 Springmaddukuri jagadeesh babuNo ratings yet
- Optimization of Air Jet Mill: Under The Guidance Of: Mr. Ajit Shrivastav Plant Manager Prasad Seeds Pvt. LTDDocument10 pagesOptimization of Air Jet Mill: Under The Guidance Of: Mr. Ajit Shrivastav Plant Manager Prasad Seeds Pvt. LTDmaddukuri jagadeesh babuNo ratings yet
- Form First Law: Du Delta Q + Delta W Du TDS-PDVDocument1 pageForm First Law: Du Delta Q + Delta W Du TDS-PDVmaddukuri jagadeesh babuNo ratings yet
- Typed Material-Jet MillDocument16 pagesTyped Material-Jet Millmaddukuri jagadeesh babuNo ratings yet
- Assessment 1 FormsDocument2 pagesAssessment 1 Formsmaddukuri jagadeesh babuNo ratings yet
- Cyclone Separator Design and Working PrinciplesDocument15 pagesCyclone Separator Design and Working Principlesmaddukuri jagadeesh babuNo ratings yet
- A Study of Jet-Milling and Spray-Drying PDFDocument7 pagesA Study of Jet-Milling and Spray-Drying PDFmaddukuri jagadeesh babuNo ratings yet
- 0125 3395 30 3 377 384 PDFDocument8 pages0125 3395 30 3 377 384 PDFmaddukuri jagadeesh babuNo ratings yet
- Optimization of Air Jet Mill: Under The Guidance Of: Mr. Ajit Shrivastav Plant Manager Prasad Seeds Pvt. LTDDocument10 pagesOptimization of Air Jet Mill: Under The Guidance Of: Mr. Ajit Shrivastav Plant Manager Prasad Seeds Pvt. LTDmaddukuri jagadeesh babuNo ratings yet
- Environmental, Health, and Safety Guidelines For Pesticide Manufacturing, Formulation, and PackagingDocument17 pagesEnvironmental, Health, and Safety Guidelines For Pesticide Manufacturing, Formulation, and Packagingmaddukuri jagadeesh babuNo ratings yet
- Continental Carbon India Limited: Joining Form (E3) F: HR:18Document4 pagesContinental Carbon India Limited: Joining Form (E3) F: HR:18Kumar MohitNo ratings yet
- Determine Water AlkalinityDocument3 pagesDetermine Water Alkalinitymaddukuri jagadeesh babuNo ratings yet
- HPLCDocument170 pagesHPLCmaddukuri jagadeesh babuNo ratings yet
- Get Rid of Breadboards with Circuit Scribe PensDocument23 pagesGet Rid of Breadboards with Circuit Scribe Pensmaddukuri jagadeesh babuNo ratings yet
- A Study of Jet-Milling and Spray-Drying PDFDocument7 pagesA Study of Jet-Milling and Spray-Drying PDFmaddukuri jagadeesh babuNo ratings yet
- Fundamentals of HPLCDocument37 pagesFundamentals of HPLCrahatulislam100% (1)
- Clevios: P Jet T (Oled)Document2 pagesClevios: P Jet T (Oled)maddukuri jagadeesh babuNo ratings yet
- High-Performance Liquid ChromatographyDocument5 pagesHigh-Performance Liquid ChromatographyYulia PrimasariNo ratings yet
- Fundamentals of HPLCDocument37 pagesFundamentals of HPLCrahatulislam100% (1)
- HPLCDocument170 pagesHPLCmaddukuri jagadeesh babuNo ratings yet
- The Cambridge Guide To English UsageDocument621 pagesThe Cambridge Guide To English Usageterpsid78% (9)
- GATE Chemical Engineering 2007Document26 pagesGATE Chemical Engineering 2007rahulsaini855No ratings yet
- GRE Word ListDocument48 pagesGRE Word Listmaddukuri jagadeesh babuNo ratings yet
- Enzyme Kinetics NotesDocument2 pagesEnzyme Kinetics NotesMarc Imhotep Cray, M.D.No ratings yet
- Flow Assurance for Offshore Production - FAOPDocument4 pagesFlow Assurance for Offshore Production - FAOPRajarshiPanigrahiNo ratings yet
- Canadian Coast Guard Welding SpecificationDocument39 pagesCanadian Coast Guard Welding Specificationalvin dueyNo ratings yet
- Reasons to Replace Expired Fire ExtinguishersDocument3 pagesReasons to Replace Expired Fire ExtinguishersswapnilmanwtkarNo ratings yet
- Philippine Coconut Authority: Coconut Methyl Ester (Cme) As Petrodiesel Quality EnhancerDocument37 pagesPhilippine Coconut Authority: Coconut Methyl Ester (Cme) As Petrodiesel Quality EnhancerAnthony MoraNo ratings yet
- Physical and Chemical Properties QuizDocument20 pagesPhysical and Chemical Properties Quizgnanasekar0% (1)
- Gas Sweetening TotalDocument62 pagesGas Sweetening TotalMehdi AlizadNo ratings yet
- AKP123Document70 pagesAKP123goswamiphotostatNo ratings yet
- Integración IV: Introducción A DWSIM 2018Document55 pagesIntegración IV: Introducción A DWSIM 2018willycoyote1990-1No ratings yet
- DNV-RP-F106 (2003) - Factory Applied External Pipeline Coatings For Corrosion ControlDocument32 pagesDNV-RP-F106 (2003) - Factory Applied External Pipeline Coatings For Corrosion ControlJohnnyNo ratings yet
- Combustion: Navigation SearchDocument10 pagesCombustion: Navigation SearchMashrekin HossainNo ratings yet
- Practical of Chemistry PDFDocument377 pagesPractical of Chemistry PDFrajesh971No ratings yet
- Physics 207 Lecture 22: Ideal Fluid Flow, Bernoulli's PrincipleDocument13 pagesPhysics 207 Lecture 22: Ideal Fluid Flow, Bernoulli's PrincipleAdithyaNo ratings yet
- CNS: GEAS 2 Review Questions and SolutionsDocument5 pagesCNS: GEAS 2 Review Questions and SolutionsEdward Roy “Ying” AyingNo ratings yet
- E 632 Â " 82 R96 - RTYZMGDocument6 pagesE 632 Â " 82 R96 - RTYZMGhans ccNo ratings yet
- Rubber Lining Procedure 20.01.2021Document4 pagesRubber Lining Procedure 20.01.2021selvakumarNo ratings yet
- This Document Certifies That: Precision Polymer Engineering Limited (PPE)Document2 pagesThis Document Certifies That: Precision Polymer Engineering Limited (PPE)JuanNo ratings yet
- Product Information Sheet: Alloy Cusn12Document1 pageProduct Information Sheet: Alloy Cusn12Hawraa AlbahadlyNo ratings yet
- Transformer Diagnostics in The Practical FieldDocument15 pagesTransformer Diagnostics in The Practical Fieldlbk50No ratings yet
- API 614 Lubrication, Shaft-Sealing, and Control-Oil Systems and Auxiliares For Petroleum, Chemical and Gas Industry ServicesDocument206 pagesAPI 614 Lubrication, Shaft-Sealing, and Control-Oil Systems and Auxiliares For Petroleum, Chemical and Gas Industry ServicesOzzy Fake100% (2)
- Specific Energy Curve Lab ReportDocument8 pagesSpecific Energy Curve Lab ReportEngr Muhammad TariqNo ratings yet
- Chemical NomenclatureDocument7 pagesChemical NomenclatureKeith Lavin100% (1)
- Company Profile 4 April - CompressedDocument10 pagesCompany Profile 4 April - CompressedPhilip PhilipsNo ratings yet
- Anaerobic Fundamentals COD BalanceDocument28 pagesAnaerobic Fundamentals COD BalanceDavid Sanchez100% (1)
- Advanced PharmacognosyDocument13 pagesAdvanced PharmacognosyLisa DamayantiNo ratings yet
- Niton XRF V Fire Assay App NoteDocument2 pagesNiton XRF V Fire Assay App Notedarioharloc2272No ratings yet
- Mass-Transfer Diffusion Coefficients in Binary Systems: AppendixDocument3 pagesMass-Transfer Diffusion Coefficients in Binary Systems: AppendixAnisaNo ratings yet
- Titration flow chart guide for mud analysisDocument2 pagesTitration flow chart guide for mud analysisAnuvab JanaNo ratings yet
- Prepared by Miss Unnati .M. Patel F.Y.M Pharm (Pqa) by DR A.D.Kulkerni Mpharm (Pharmaceutics)Document29 pagesPrepared by Miss Unnati .M. Patel F.Y.M Pharm (Pqa) by DR A.D.Kulkerni Mpharm (Pharmaceutics)Fatima VessaliusNo ratings yet