You might also like
- Capability LifecycleDocument1 pageCapability Lifecycleolwe90No ratings yet
- Character Record SheetsDocument14 pagesCharacter Record SheetsChristian Lee ChildsNo ratings yet
- POD 5960SeriesDualColumnTabletop Rev6 0113Document2 pagesPOD 5960SeriesDualColumnTabletop Rev6 0113olwe90No ratings yet
- Sae Technical Paper Series: Terry D. Day and Sydney G. RobertsDocument21 pagesSae Technical Paper Series: Terry D. Day and Sydney G. Robertsolwe90No ratings yet
- SAE Paper 2000-01-0418 Advanced Material TechnologiesDocument7 pagesSAE Paper 2000-01-0418 Advanced Material Technologiesolwe90No ratings yet
- FTADocument1 pageFTAolwe90No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Physics Year 10 Assessment TestDocument16 pagesPhysics Year 10 Assessment TestJoyceNo ratings yet
- Ultrasonic Vortex Flowmeter "Ultra Yewflo-Uyf200": KAWANO Takashi MATSUNAGA Yoshinori ANDOH Tetsuo Yasumatsu AkioDocument4 pagesUltrasonic Vortex Flowmeter "Ultra Yewflo-Uyf200": KAWANO Takashi MATSUNAGA Yoshinori ANDOH Tetsuo Yasumatsu AkiohendrabudimanNo ratings yet
- Pipingchevronoffshore 2Document56 pagesPipingchevronoffshore 2Velpandian ManiNo ratings yet
- Interference of Light: Presnted By: Jignasha PatelDocument16 pagesInterference of Light: Presnted By: Jignasha PatelBhargavNo ratings yet
- Stainless WDocument8 pagesStainless WsunsirNo ratings yet
- Alberti PhdthesisDocument234 pagesAlberti PhdthesisUsman AliNo ratings yet
- 5054 s16 QP 21Document20 pages5054 s16 QP 21pixelhoboNo ratings yet
- Annular Pressure Seals and Hydrostatic Bearings: Luis San AndrésDocument36 pagesAnnular Pressure Seals and Hydrostatic Bearings: Luis San AndrésisidropeNo ratings yet
- Investigatory Project File 2Document12 pagesInvestigatory Project File 2hepele8650No ratings yet
- CHME 789 Soft Matter Exam No. 1Document8 pagesCHME 789 Soft Matter Exam No. 1Laura GTNo ratings yet
- Calculate Mass of Air, Pressure at Pool Bottom, Breathing UnderwaterDocument2 pagesCalculate Mass of Air, Pressure at Pool Bottom, Breathing UnderwaterHaffiz AtingNo ratings yet
- 8P2A.3 & 4 Newton's Laws of Motion PPT 2017Document52 pages8P2A.3 & 4 Newton's Laws of Motion PPT 2017Jerome Nicolas Jr. MoraNo ratings yet
- Machinery fault diagnosis guide to vibration analysisDocument42 pagesMachinery fault diagnosis guide to vibration analysisAbdurrhman AlzhraniNo ratings yet
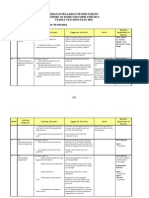
- Physics Form 4 Yearly Lesson Plan 2010Document26 pagesPhysics Form 4 Yearly Lesson Plan 2010Mohd Khairul AnuarNo ratings yet
- 5054 w16 QP 11 PDFDocument20 pages5054 w16 QP 11 PDFMuhammad SaifNo ratings yet
- Model and Analyze Hydraulic SystemsDocument16 pagesModel and Analyze Hydraulic Systemsعلي كامل الاسديNo ratings yet
- Studying Pendulum MotionDocument13 pagesStudying Pendulum MotionMubashir AijazNo ratings yet
- Fluorescence SpectrosDocument10 pagesFluorescence SpectrosChamith HerathNo ratings yet
- SpectrOil 100 Series DatasheetDocument2 pagesSpectrOil 100 Series DatasheetClydeA.SardoncilloNo ratings yet
- IMI CCI Product VSGIC DesuperheaterDocument4 pagesIMI CCI Product VSGIC DesuperheaterangeloNo ratings yet
- Vibration and Shock Isolation-Advanced Antivibration ComponentsDocument55 pagesVibration and Shock Isolation-Advanced Antivibration Componentshiginio.moro6182No ratings yet
- MNDocument2 pagesMNBenzeneNo ratings yet
- 2021 - February 19Document11 pages2021 - February 19jeffNo ratings yet
- Adnan Majeed Binary Solid Solution Inorganic Chemistry IIIDocument14 pagesAdnan Majeed Binary Solid Solution Inorganic Chemistry IIIFarhanaNo ratings yet
- Effect of Crystallinity On Electrical Properties of ElectronDocument4 pagesEffect of Crystallinity On Electrical Properties of Electronapi-3837841No ratings yet
- HM 289 Experiments With A Pelton Turbine Gunt 848 PDF 1 en GBDocument3 pagesHM 289 Experiments With A Pelton Turbine Gunt 848 PDF 1 en GBbeshirNo ratings yet
- Major Earthquake and Volcano HotspotsDocument41 pagesMajor Earthquake and Volcano HotspotsClark Justine LigaoNo ratings yet
- Ultrasound - Clinical Science Questions and AnswersDocument2 pagesUltrasound - Clinical Science Questions and AnswersSaqibKhan100% (8)
- BSC Physics 2019Document189 pagesBSC Physics 2019kab28No ratings yet
- Analyse de La Déformation Et Évaluation de La Sécurité Des Tunnels de Métro ExistantsDocument11 pagesAnalyse de La Déformation Et Évaluation de La Sécurité Des Tunnels de Métro ExistantsMed El Hadi AbidiNo ratings yet